
Fターム[4F201BR06]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形品の後処理、後加工 (486) | 熱処理(←火炎処理) (289) | 加熱(←火炎処理) (158)
Fターム[4F201BR06]の下位に属するFターム
熱固定、ヒートセット (5)
アニーリング (41)
不均一な加熱(←部分加熱) (8)
表面溶融 (3)
緊張下の加熱処理 (25)
弛緩下の加熱処理 (8)
結晶化 (24)
多段階の加熱処理 (16)
Fターム[4F201BR06]に分類される特許
1 - 20 / 28
再生弾性ローラの製造方法
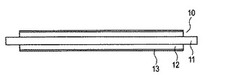
【課題】使用に伴って弾性層に圧縮永久歪みを生じた弾性ローラの当該圧縮永久歪みを十分に緩和し、高品位な電子写真画像の形成に再び用いることのできる再生弾性ローラの製造方法の提供。
【解決手段】導電性軸芯体11および弾性層12を有し、かつ、該弾性層に圧縮永久歪みが生じている弾性ローラ10を円筒金型内で加熱して該弾性層を熱膨張させて、該弾性ローラの表面を該円筒金型の内壁に接触させる工程を有することを特徴とする再生弾性ローラの製造方法。
(もっと読む)
プラスチックフィルムの加熱方法、およびカラーフィルターの製造方法

【課題】プラスチックフィルムを均一にかつ迅速に加熱することができるプラスチックフィルムの加熱方法を提供する。
【解決手段】本発明によるプラスチックフィルムの加熱方法においては、まず、帯状のプラスチックフィルム1が、プラスチックフィルム1の間に支持部材2を介してコア5に巻き取られ、当該支持部材2によってプラスチックフィルム1の間に空隙層3が介在されるように、プラスチックフィルム1の巻取体4が形成される。次に、プラスチックフィルム1の巻取体4が加熱炉10に投入される。その後、加熱炉10内において、プラスチックフィルム1の巻取体4が所望の温度で加熱される。
(もっと読む)
ポリイミドフィルムおよびその製造方法
【課題】
本発明は、熱処理時に発生するタルミ不良を改善し、低熱変形性と平面性に優れたポリイミドフィルムおよびその製造方法を提供せんとするものである。
【解決手段】
本発明のポリイミドフィルムは、線膨張係数変化率が25%以上となる温度より50℃低い温度における、フィルムの長手方向、及び幅方向の加熱収縮率が0.05%以下であり、かつ、該フィルムに40N/mの張力を加えたときに現れるフィルムのタルミ部分の面積が60%以下であることを特徴とするものである。
かかるポリイミドフィルムの製造方法は、ポリイミドフィルムの線膨張係数変化率が25%以上となる温度より10℃高い温度以下から10℃低い温度以上の温度範囲で表される最高処理温度条件下で、40秒以下の処理時間条件で熱処理を施すことを特徴とするものである。
(もっと読む)
プラスチック部分を処理する方法、薬物送達デバイスを製造する方法、及び薬物送達デバイス
A)改造表面積(4)を得るために、処理放射(10)で少なくとも表面の一部を照射し、改造表面積は、未改造表面積(5)よりある程度大きく加熱放射(20)を吸収することができ;及び
B)改造表面積(4)の照射セクションで画成される領域において、プラスチック部分(1)が加熱され、そして軟化されるように、少なくともあるセクションに、加熱放射(20)で改造表面積(4)を照射する;
工程を含んでなる、表面を含むプラスチック部分(1)を処理するための方法。
(もっと読む)
超高温プラスチック・チップパッケージ及びその製造方法
【課題】液晶ポリマーの如き高分子量プラスチック材料から作られた、フランジに取付けられたフレーム、またはリードフレームを含んでなるマイクロ電子回路用パッケージを提供する。
【解決手段】プラスチック材料はフランジに射出成形される。プラスチック材料の初期重合は、液体状態で起こり、初期融点を有する中間体材料をもたらす。フレームが射出成形されたあとで、フレームは加熱され、さらに(二次)重合を進行させ、それによってプラスチック材料のポリマー鎖を長くする。これらの長ポリマー鎖は高分子量であり、もたらされる最終材料は、中間体材料より高融点を有する。もたらされる超高分子量ポリマーは、半田付けで遭遇するような高温に耐え得る。こうして、さらなる(二次)重合のあとで、ダイスはフランジにプラスチック・フレームを損傷することなく半田付けされる。
(もっと読む)
長尺樹脂フィルム処理装置およびロール冷却装置と、ロール冷却方法および長尺樹脂フィルムとロールの冷却方法
【課題】ロール・トゥ・ロール方式における搬送系の制御を複雑にすることなく加熱処理された長尺樹脂フィルムが斜行しない長尺樹脂フィルム処理装置等を提供すること。
【解決手段】巻出軸5に巻回された長尺樹脂フィルム11を上記方式により搬送して巻取軸6に巻取りかつ巻出軸と巻取軸間の搬送路上でフィルム11に対し減圧雰囲気下で加熱処理する装置であって、1組の上流側ロール7b・下流側ロール7c間の搬送路上に加熱手段が設けられ、加熱手段の搬送路下流側に位置する下流側ロール7cにロール冷却装置が付設されると共に、ロール冷却装置が、それぞれ冷却面を有する下側冷却ブロック13aと上側冷却ブロック13bとで構成された冷却装置本体と、冷却装置本体に設けられたフィルム搬入口14aとフィルム排出口14bを具備することを特徴とする。
(もっと読む)
樹脂金属複合体およびその製造方法
【課題】
樹脂製のケースに金属製部材を取り付けるときに樹脂製のケースと金属製部材の接合面に残留する応力が少なく、かつ隙の発生が起き難い樹脂金属複合体を提供する。
【解決手段】
金属部材2が、金型にインサートされて樹脂部材1の形成と同時に樹脂部材1中に配され、その後樹脂部材1中に配された金属部材2を加熱することで再度樹脂部材1と金属部材2を接合する。
または、樹脂部材1を形成した後に、樹脂部材1中に加熱した金属部材2を挿入して接合する。
(もっと読む)
箱矯正装置
【課題】底部が変形した箱を再利用可能とするために箱の形状を矯正する箱矯正装置を提供する。
【解決手段】プラスチック製の箱の底部を加熱して所定の形状に保持しながら冷却して該箱の底部の形状を矯正する矯正手段を備えた。該矯正手段が、プラスチック製の箱の底部を加熱する加熱部2と、該加熱部によって加熱された該箱の底部を所定の形状に保持しながら冷却する冷却部4とを備えた。該箱が上面のみが開放した箱であって、該加熱部が、該箱の底部の下面に接する加熱台板30と、該台板の上に置かれた該箱の上面から箱内に挿入されて該箱の底部の上面に接する加熱押圧板21とを有し、該加熱台板および該加熱押圧板に加熱用のヒータが設けられていることを特徴とする。また、該冷却部が、該箱の底部の下面に接する冷却台板51と、冷却台板51の上に置かれた該箱の上面から箱内に挿入されて該箱の底部の上面に接する冷却押圧板41とを有する。
(もっと読む)
染色プラスチックレンズの製造方法
【課題】色ムラが低減ないしは抑制された高品質な染色レンズを得ることができる染色プラスチックレンズの製造方法の提供。
【解決手段】所定の間隔をもって対向する2つのモールドと、上記間隔を閉塞することにより形成されるキャビティを有する成形型の上記キャビティへ熱硬化性成分を含むプラスチックレンズ原料液を注入すること、上記キャビティ内でプラスチックレンズ原料液を加熱し前記熱硬化性成分の硬化反応を行いプラスチックレンズを得ること、上記プラスチックレンズを成形型から離型すること、および、離型されたプラスチックレンズを染色すること、を含む染色プラスチックレンズの製造方法。前記硬化反応終了後かつ染色前に、ガラス転移温度Tgを超える温度にプラスチックレンズを加熱する染色前加熱処理を含む。
(もっと読む)
部分発泡共射出成形体の製造方法及び部分発泡共射出成形体
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体を製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;前記多層一次成形体を加熱して発泡性樹脂を発泡させることにより、発泡性樹脂層を発泡樹脂層とする発泡工程;を含む。
(もっと読む)
樹脂成形品の仕上げ加工方法、及び、樹脂成形品の仕上げ加工装置
【課題】樹脂成形品の取出しから仕上げ加工までを自動化することにより、仕上げ加工における位置決め工程を削減し、コストを低減させ、省スペースによる加工を可能とする、樹脂成形品の仕上げ加工方法、及び、樹脂成形品の仕上げ加工装置を提案する。
【解決手段】取出しロボット11と、搬送装置13と、の間に、仕上げ加工ユニット12が配設され、該仕上げ加工ユニット12は、前記取出しロボット11から樹脂成形品Wが位置決め状態で移載され、該樹脂成形品Wを前記搬送装置13へと移載する、位置決め装置21a付きの汎用受具ロボット21と、前記樹脂成形品Wが、前記取出しロボット11、又は、前記汎用受具ロボット21、のいずれかに支持されている時間内に、前記樹脂成形品Wのゲートカット処理を行う、ゲートカットロボット31と、で構成される、樹脂成形品の仕上げ加工装置1。
(もっと読む)
撮像装置の製造方法、撮像レンズの製造方法、成形型及び撮像レンズ
【課題】熱硬化性の樹脂組成物を硬化完了前に成形型から取り出しても、所望の光学性能を得る。
【解決手段】撮像装置100の製造方法は、熱硬化性の樹脂組成物を硬化して撮像レンズ16を成形する成形工程、撮像レンズ16をサブ基板10とともに回路基板1上に載置する載置工程、及び、撮像レンズ16と、サブ基板10と、回路基板1とをリフロー処理に供し、撮像レンズ16とサブ基板10とを回路基板1に実装する実装工程、を有する。成形工程では、樹脂組成物の硬化完了前に、撮像レンズ16を成形型から取り出すとともに、取り出し後に樹脂組成物の硬化を完了した場合に当該撮像レンズ16に生じる屈折力変化の見込み量を、予め差し引いて光学設計する。
(もっと読む)
熱可塑性樹脂帯状物のカール矯正方法
【課題】原反表面への損傷を防ぎ、かつ、カール矯正時間を短縮させ生産性を向上させることのできるカール矯正方法を提供する。
【解決手段】非結晶性樹脂からなる層を少なくとも1層以上含む熱可塑性樹脂帯状物の原反又はその切断物を加熱しカールを矯正するカール矯正方法であって、熱可塑性樹脂帯状物を搬送用部材上に載置後、該搬送用部材により熱可塑性樹脂帯状物を張力のかからない状態で連続的に搬送して熱処理を施し、前記非結晶性樹脂のガラス転移点をTg℃とすると、加熱炉内温度が(Tg−30)℃以上Tg℃以下であることを特徴とする熱可塑性樹脂帯状物のカール矯正方法。
(もっと読む)
オーブン、及び高分子フィルムの製造方法
【課題】内槽内の被加熱物の熱履歴を均一にできるオーブンを提供する。
【解決手段】オーブン1は、第1側壁4aに熱風導入口13が形成され、第2側壁に排気口16が形成された内槽4と、内槽を囲む外槽6と、内槽と外槽の間隙にある加熱手段8と、熱風12を熱風導入口から内槽内を通過させ、排気口から内槽と外槽の間隙へ還流させる送風手段9と、熱風導入口の周りにあり、熱風導入口を挟んで熱風の上流側と反対側で熱風に対向する第1集風板18と、熱風導入口の風上側にあり、熱風の循環方向に沿って配置され互いに対向する第2集風板26とを備え、熱風導入口の開口面積が内槽4内の被加熱物100を第1側壁に投影した面積よりも大きく、熱風導入口は、第1側壁に垂直な方向から見て被加熱物全体が熱風導入口の内側に収まるように位置する。
(もっと読む)
異型長尺成形体の熱処理方法
【課題】異型長尺成形体を押出成形等の熱成形した際に成形体に残存する応力を緩和する異型長尺成形体の熱処理方法を提供する。
【解決手段】熱成形された熱可塑性樹脂異型長尺成形体を、異型長尺成形体表面温度が該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃になるまで赤外線ヒータで急速加熱した後、該熱可塑性樹脂のガラス転移温度−20℃〜ガラス転移温度+20℃に設定されている加熱槽に供給しアニールすることを特徴とする異型長尺成形体8の熱処理方法。
(もっと読む)
医療用バルーンの収縮
医療用バルーンは、所望の形状に収縮することを容易にする領域を形成するために、エネルギーにより処理される。 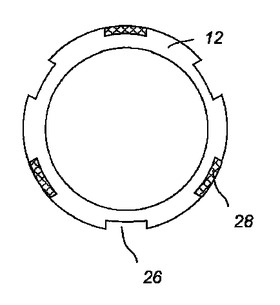 (もっと読む)
(もっと読む)
表面層加熱処理装置、表面層加熱・急冷処理装置
【課題】連続的に加熱処理ができる、エネルギーとスペースに無駄がない、効率的でコンパクト化が可能な表面層加熱処理装置を提供する。
【解決手段】円筒形体の外側面の表面層を加熱処理する加熱処理装置であって、
加熱処理の対象の被処理物を保持する保持手段、被処理物を回転するように保持手段を回転させる回転駆動手段、前記表面層を加熱処理する加熱手段を備えた加熱処理、被処理物を加熱処理室外部から加熱処理室入口、加熱処理室、加熱処理室出口を通り加熱処理室外部へ導く被処理物搬送路、及び、被処理物を被処理物搬送路上で移動させて、加熱処理室内に搬入し、熱処理終了後の該被処理物を加熱処理室外へ搬出する被処理物搬送手段を備えた表面層加熱処理装置において、加熱手段が赤外線加熱源である表面層加熱処理装置。
(もっと読む)
ポリ乳酸系組成物、その組成物からなる成形品
【課題】
本発明は、特定の熱特性、ガスバリア性を有するポリ乳酸系組成物を提供し、さらに、表面平滑性、透明性、耐熱性、靭性に優れたポリ乳酸系延伸フィルム及びその他成形品を成すPLLAとPDLAとのポリ乳酸系組成物を得ることを目的とする。
【解決手段】
DSC測定において250℃で10分経過した後、降温(cooling)(10℃/分)時のピークが30mJ/mg以上であることを特徴とするポリ乳酸系組成物であって、さらに好ましくはDSCの第2回昇温(2nd-heating)時の測定(250℃で10分経た後に10℃/分で降温を行い、0℃から再度10℃/分で昇温)においてTm=150〜180℃のピーク(ピーク1)とTm=200〜240℃のピーク(ピーク2)のピーク比(ピーク1/ピーク2)が0.5以下であることを特徴とするポリ乳酸系組成物。
なし
(もっと読む)
ドームカバーの製造方法、ドームカバーおよびドーム型カメラ
【課題】 製造したドームカバーに部分的な成形むらが生じるのを抑えることのできるドームカバーの製造方法を提供する。
【解決手段】 射出成形用金型11の上型12と下型13との間に、ドームカバー6の形状のキャビティ14を形成し、上型12のドームカバー6の天頂部15に対応する位置に、溶融した樹脂を注入するゲート口16を設け、ゲート口16からキャビティ14に溶融した樹脂を注入し、ドームカバー6を射出成形によって製造する。キャビティ14の中心部(ドームカバー6の天頂部15に対応する部分)から注入された樹脂は、キャビティ14の円周部へ向けて一様に流れる。したがって、キャビティ14内における樹脂の圧力や温度にむらが抑えられ、その結果、製造したドームカバー6の成形むらが抑えられる。
(もっと読む)
樹脂チューブの製造方法
【課題】樹脂チューブ内の残留応力を解消して耐疲労性を向上させた樹脂チューブを得ることのできる樹脂チューブの製造方法を提供する。
【解決手段】樹脂材料を成型して樹脂チューブ1とし、得られた樹脂チューブ1に、その残留応力を除去するための熱処理を施す。かかる熱処理は、好適には、樹脂チューブの樹脂材料の融点以下の温度で一定時間保持した後、常温まで徐冷する処理とする。樹脂チューブの樹脂材料としては、エンジニアリングプラスチック系の高結晶性樹脂、例えば、ポリアセタールまたはポリエーテルエーテルケトンが好適である。
(もっと読む)
1 - 20 / 28
[ Back to top ]