
Fターム[4F201BR08]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 成形品の後処理、後加工 (486) | 熱処理(←火炎処理) (289) | 加熱(←火炎処理) (158) | アニーリング (41)
Fターム[4F201BR08]に分類される特許
1 - 20 / 41
プラスチックレンズの製造方法
【課題】良好な装用感を示す眼鏡を作製可能な高品質なプラスチックレンズを提供すること。
【解決手段】成形型のキャビティへプラスチックレンズ原料液を注入すること、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有するプラスチックレンズ基材を得ること、上記プラスチックレンズ基材を成形型から離型すること、および、離型後のプラスチックレンズ基材をアニールすること、を含むプラスチックレンズの製造方法。前記離型において、成形型を構成する2つのモールドの一方を除去し他方は除去せずモールド成形面とプラスチックレンズ基材の被転写面との密着状態を維持し、かつ、前記アニールを、前記プラスチックレンズ基材を前記離型において除去されず成形面が該プラスチックレンズ基材の被転写面と密着しているモールドを介して載置台上に配置して行う。
(もっと読む)
プラスチックレンズの製造方法
【課題】良好な装用感を示す眼鏡を作製可能な高品質なプラスチックレンズを提供すること。
【解決手段】同一円弧上に配置された突起状の支持部を有するレンズ載置台上に、中心対称な面形状の凹面を有するプラスチックレンズを該凹面を下方に向けて配置し、上記支持部をプラスチックレンズの上記凹面に当接させた状態でプラスチックレンズをアニールすることを含むことを特徴とするプラスチックレンズの製造方法。
(もっと読む)
プラスチックレンズの製造方法
【課題】良好な装用感を示す眼鏡を作製可能な高品質なプラスチックレンズを提供すること。
【解決手段】成形型のキャビティへプラスチックレンズ原料液を注入すること、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有するプラスチックレンズ基材を得ること、上記プラスチックレンズ基材を成形型から離型すること、および、離型後のプラスチックレンズ基材をアニールすること、を含むプラスチックレンズの製造方法。前記成形型を構成する2つのモールドの少なくとも一方は円形モールドであり、前記キャビティは断面の平面視形状が非円形であって、これにより該キャビティ内における硬化反応により得られるプラスチックレンズ基材の前記被転写面は非円形となり、前記アニールを、載置台上に保持された円形モールドの前記成形面と前記プラスチックレンズ基材の被転写面を密着配置した状態で行う。
(もっと読む)
樹脂シートの熱処理装置
【課題】樹脂シートの熱処理による寸法変化の評価を行う樹脂シートの製造装置を提供する。
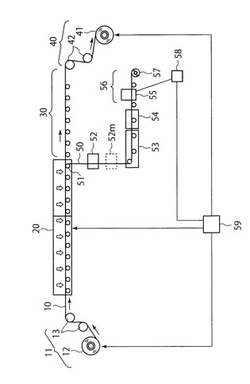
【解決手段】ロール状の樹脂シートを引き出し、熱処理後、再びロール状に巻き取る熱処理装置であって、熱処理後の樹脂シート10から帯状の検査シートを連続的に分離する切断分離部51と、切断分離後の検査シートに所定長さの表示機能を有するマークを付与するマーキング部52と、マーク付与後の検査シートを加熱する検査用加熱部53と、加熱後の検査シートを冷却する検査用冷却部54と、冷却後の検査シートのマークを検出するマーク検出部55と、マーク検出結果と前記所定長さとの関係から検査シートの収縮率を求める演算部58と、検査用冷却部から巻取用のロールまで検査シートを案内する検査シート巻取案内部56と、検査シートの収縮率に基づいて、熱処理部の熱処理条件を制御する制御部59と、を備えたことを特徴とする樹脂シートの熱処理装置である。
(もっと読む)
樹脂シートの熱処理装置

【課題】樹脂シートの熱処理による寸法変化の評価を行う樹脂シートの製造装置を提供する。
【解決手段】ロール状の樹脂シート10を引き出し、熱処理して、再びロール状に巻き取る、という樹脂シートの熱処理装置であって、熱処理後の樹脂シートから帯状の検査シートを連続的に分離する切断分離部51と、切断分離後の検査シートに所定長さの表示機能を有するマークを付与するマーキング部52と、マーク付与後の検査シートを加熱する検査用加熱部53と、加熱後の検査シートを冷却する検査用冷却部54と、冷却後の検査シートのマークを検出するマーク検出部55と、マーク検出結果と前記所定長さとの関係から検査シートの収縮率を求める演算部58と、検査用冷却部54から巻取用のロール57まで検査シートを案内する検査シート巻取案内部56と、を備えたことを特徴とする樹脂シートの熱処理装置である。
(もっと読む)
ポリプロピレン樹脂製フィルムおよびその製造方法
【課題】フィルム成形後の紫外線吸収剤のブリードが抑制されたポリプロピレン樹脂製フィルムを提供すること。
【解決手段】プロピレン系樹脂とトリアジン系紫外線吸収剤とを含むプロピレン系樹脂組成物を溶融押出することによって得られたフィルムを、50(℃)以上、該プロピレン系樹脂組成物の融解主ピーク温度(℃)以下の温度で熱処理してなるポリプロピレン樹脂製フィルム。
(もっと読む)
プロピレン系樹脂微孔フィルム及びその製造方法、並びにリチウムイオン電池用セパレータ及びリチウムイオン電池
【課題】 本発明は、リチウムイオンの透過性及び機械的強度に優れており高性能のリチウムイオン電池を構成することができ且つデンドライトや衝撃による正極と負極の短絡を防止することができるプロピレン系樹脂微孔フィルムを提供する。
【解決手段】 本発明のプロピレン系樹脂微孔フィルムは、プロピレン系樹脂フィルムを二軸延伸することによって微小孔部が形成されてなるプロピレン系樹脂微孔フィルムであって、上記プロピレン系樹脂は、分子量が5万以下の成分量が25〜60重量%で且つ分子量が70万以上の成分量が19〜30重量%であって重量平均分子量が35万〜50万であると共に溶融張力が1.1〜3.2gであり、更に、上記プロピレン系樹脂微孔フィルムの透気度が40〜400s/100mLで、気孔率が40〜70%で、微小孔部の開口端の最大長径が500nm以下であることを特徴とする。
(もっと読む)
太陽電池モジュール用封止材の製造方法
【課題】真空加熱ラミネートの際の熱収縮が小さい太陽電池モジュール用封止材を提供する。
【解決手段】酢酸ビニル含有量が28質量%以上33%質量以下であるエチレン−酢酸ビニル共重合体樹脂100質量部に対して、0.5質量部以上1.0質量部以下の架橋剤と、0.5質量部以上1.0質量部以下の架橋助剤と、を含有する封止材組成物を成形後、120℃以上140℃以下で、0.5分以上10分以下のアニール処理を行なう。この方法で得られる太陽電池モジュール用封止材は、熱収縮率が10%以下であり、真空加熱ラミネート時の熱収縮が小さいので太陽電池素子の割れを防止できる。
(もっと読む)
樹脂部品のアニール方法および装置
【課題】主に、構成を簡略化すると共に効率的に樹脂部品を熱処理し得るようにする。
【解決手段】樹脂部品1を熱媒体2を介して熱処理することにより、樹脂部品1から成形による残留応力を除去する樹脂部品1のアニール方法である。熱媒体2に液状熱媒体3を用いて、加熱した液状熱媒体3中に樹脂部品1を浸漬することにより、熱処理を行うようにする。更に、液状熱媒体3に高沸点洗浄液4を用いて樹脂部品1の洗浄を同時に行うようにする。
(もっと読む)
太陽電池裏面封止用二軸配向ポリエステルフィルム
【課題】耐加水分解性に優れ、収縮率の低い太陽電池裏面封止用二軸配向ポリエステルフィルムを提供する。
【解決手段】(A)温度23℃のフェノール/テトラクロロオエタン(質量比50/50)中での極限粘度が0.65dl/g〜0.90dl/g、(B)末端カルボキシル基量が0当量/t〜26当量/t、及び(C)リン元素の含有量が0ppm〜170ppm、であるポリエステルからなる二軸配向ポリエステルフィルムであって、150℃にて30分間熱処理後の長手方向の収縮率が0.8%以下である、太陽電池裏面封止用二軸配向ポリエステルフィルム。
(もっと読む)
含フッ素樹脂成形体の製造方法
【課題】低温、短時間のアニールによって、機械強度および寸法安定性に優れた含フッ素樹脂成形体を得ることができる含フッ素樹脂成形体の製造方法を提供する。
【解決手段】次の工程a)およびb)、a)含フッ素樹脂または該含フッ素樹脂を含む混合物を成形して含フッ素樹脂成形体中間物を得る工程と、b)得られた含フッ素樹脂成形体中間物中の含フッ素樹脂100質量部に対して良溶媒を25〜500質量部含浸させてアニールをする工程と、を少なくとも有する含フッ素樹脂成形体の製造方法である。
(もっと読む)
光学素子の製造方法及び光ピックアップ装置用の光学素子
【課題】反射防止膜の形成後においても、その反射防止膜の樹脂成形品への密着性を維持し、光利用効率が低下するのを抑制する。
【解決手段】NA≧0.8の対物レンズOBJの製造方法が開示されている。この製造方法は、シクロオレフィン樹脂を成形して光学面に光路差付与構造を有する成形品を形成する工程と、前記成形品を、その樹脂のガラス転移温度(JIS K7121に基づく示差走査熱量分析法により昇温速度10℃/minで測定された温度)より10℃以上低い温度でアニールする工程と、アニール後の前記成形品の前記光路差付与構造が設けられた光学面に反射防止膜を形成する工程と、を備える。
(もっと読む)
ブロックコポリマーの自己組織化促進方法及びそれを用いたブロックコポリマーの自己組織化パターン形成方法
【課題】半導体装置の製造プロセス等のパターン形成に用いられるブロックコポリマーのアニーリングによる自己組織化のスループットを向上できる方法を提供する。
【解決手段】基板101の上に、第1の膜であるブロックコポリマー膜103を形成する。続いて、該ブロックコポリマー膜103を不活性ガス雰囲気、例えばネオン雰囲気、あるいは湿度が30%以上の加湿雰囲気でアニーリングすることで、ブロックコポリマーの自己組織化を促進させる。
(もっと読む)
太陽電池用接着シートの製造方法
【課題】 本発明は、加熱による収縮の小さい太陽電池用接着シートを生産性良く製造することができる太陽電池用接着シートの製造方法を提供する。
【解決手段】 本発明の太陽電池用接着シートの製造方法は、エチレン系共重合体と有機過酸化物とを含有する樹脂組成物を押出機に供給して溶融混練し、上記押出機に取り付けた金型から樹脂シートを押出し、この樹脂シートを上記エチレン系共重合体の融点よりも25〜50℃高い温度にて冷却ロールの表面に載せ、上記樹脂シートを上記冷却ロールの表面に載せた状態で搬送しながら冷却し、上記樹脂シートを上記エチレン系重合体の融点よりも20℃低い温度以上で且つ上記エチレン系重合体の融点よりも15℃高い温度以下に冷却した状態で上記冷却ロールとエンボスロールとの間に供給して上記樹脂シートにエンボスを形成することを特徴とする。
(もっと読む)
偏肉樹脂シートの製造方法
【課題】従来よりさらにアニール処理を短くして、生産性を向上させることができる偏肉樹脂シートの製造方法を提供することを目的とする。
【解決手段】溶融した樹脂をダイ12からシート状に押し出す押出工程100と、押し出した溶融樹脂シート14aを型ローラ16とニップローラ18で挟み、型ローラ16の表面の加工形状を転写し、樹脂シート14を成形するシート成形工程114と、樹脂シート14を剥離ローラ20から剥離する剥離工程115と、樹脂シート14を加熱装置22で加熱しながら搬送する搬送工程と、樹脂シートの幅方向における表面の最高温度が(Tg−40)℃以上Tg以下の温度で、樹脂シート14を切断する切断工程124と、樹脂シート14を、(Tg−40)℃以上Tg℃以下の温度で連続的にアニール処理を行うアニール処理工程126と、を有することを特徴とする偏肉樹脂シートの製造方法である。
(もっと読む)
偏肉樹脂シートの製造方法
【課題】反りの発生を低減した偏肉樹脂シートの製造方法を提供することを目的とする。
【解決手段】溶融した樹脂をシート状に押し出す押出工程100と、押し出した溶融樹脂シート14aを型ローラ16とニップローラ18で挟み、型ローラ16表面の加工形状を溶融樹脂シート14aに転写し、冷却固化するシート成形工程112と、引取ローラ24で樹脂シート14を引き取って搬送する搬送工程115と、を有し、搬送工程115では、樹脂シート14の最厚部の表面温度がTg以下になる前に、樹脂シート14の剥離ローラ20に接していた側から加熱装置22cで加熱して、樹脂シート14における幅方向の厚み分布の最薄部の表面温度を最厚部の表面温度より高くし、樹脂シート14が切断されるまで幅方向の表面温度分布が30℃以内になるように徐冷することを特徴とする偏肉樹脂シートの製造方法である。
(もっと読む)
反りを低減可能な樹脂積層板及びその製造方法
【課題】耐熱性及び切削加工性に優れるとともに、低吸水性及び低線膨張性にも優れ、なお且つ反りの小さな樹脂積層板及びその製造方法を提供する。
【解決手段】 ポリアリールケトン系樹脂(A)と、ガラス転移温度が180℃以上350℃以下の熱可塑性樹脂(B)とを、(A)/(B)=95/5〜5/95の質量比で含有する樹脂組成物(C)からなる少なくとも2枚以上の原反シート(X)を溶融積層する、溶融積層工程と、溶融積層工程の後に、溶融積層された原反シート(X)を、樹脂組成物(C)のガラス転移温度をTgCとして、TgC以上TgC+30℃以下の温度範囲で10分以上保持する、保持工程と、保持工程の後に、溶融積層された原反シート(X)を、100℃以下まで冷却する、冷却工程とを経て樹脂積層板を製造する。
(もっと読む)
芳香族ポリカーボネート樹脂成形品の処理方法
【課題】芳香族ポリカーボネート樹脂より形成される成形品において、太陽光や室内の蛍光灯の下において観察される虹色の線状会合部を解消する方法を提供する。
【解決手段】芳香族ポリカーボネート樹脂より形成され、該射出成形品を2枚の偏光板に挟み、透過光を照射することによって虹色の線状会合部を観察することができる射出成形品の処理方法であって、該処理方法を実施することにより、該虹色の線状会合部に対して直交するように設定した仮想基準線に沿って、虹色の線状会合部と仮想基準線の交点を中心として300mmの範囲を測定間隔5mmで測定した透過方向の複屈折をもとにBrewsterの法則に従って得られた各測定点における主応力をS(i)(i=1、2、3・・・、61)とし、さらに隣接する主応力S(i+1)との差を測定間隔(5mm)で除することによって得られる主応力の勾配の絶対値[|S(i)−S(i+1)|/5]をG(i)としたときの、G(i)+G(i+1)+G(i+2)の値が0.4未満に低減されることを特徴とする射出成形品の処理方法。
(もっと読む)
長手状成形品の製造方法
【課題】長手状成形品の温度による収縮問題を解決する製造方法を提供する。
【解決手段】樹脂を押出し成形し、冷却した後、所定寸法にカットするようにした所定長
の長手状成形品の製造方法において、長手状成形品を冷却後に所定温度を加えてアニール
することにより長手状成形品を製造し、樹脂が管状に押出し成形されてチューブとして成
形されアニールは長手状成形品をカット後に行い、アニールは約60℃以上で約1時間以
上加熱し、アニールは炉中に投入することで加熱するようにした長手状成形品の製造方法
。
(もっと読む)
偏肉樹脂シートの製造方法及び積載方法並びに積載物
【課題】複数の偏肉樹脂シートをまとめてアニール処理することができ、且つ、偏肉樹脂シートの変形を抑制することができる偏肉樹脂シートの製造方法および積載方法を提供する。
【解決手段】偏肉の樹脂シートSは、積載装置34によって厚み方向に重ねて積載された後、アニール処理装置60によってアニール処理される。積載装置34は、樹脂シートSのみを重ねた際に形成される空隙にクッション材41を入れて積載する。
(もっと読む)
1 - 20 / 41
[ Back to top ]