
Fターム[4F201BS10]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | バリ取 (173) | その他 (50)
Fターム[4F201BS10]に分類される特許
1 - 20 / 50
クッションパッドの製造方法及び製造装置
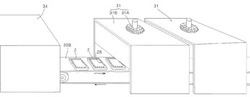
【課題】シート用クッションパッドの製造方法及び製造装置において、製品性能への影響や製造効率の低下を招くことなく、バリ取りの作業性を向上させることができるものを提供する。
【解決手段】クッションパッド2を発泡成形型1から脱型した後、特にはクラッシング装置34を通過した後に、送風冷却装置31中にて、搬送しつつ、クッションパッド2のバリ形成側の面(裏面)に風をあてる。これにより、発泡成形体の平均表面温度(バリ26の根元部)を35℃以下、好ましくは30℃以下に冷却する。このように適度に冷却されると、未だ硬化が完了していないバリ26の根元部は、「粘り気」が低減され、また、硬くもならないので、切断除去の作業性が向上する。一例において、切断除去の時間は、10%低減される。
(もっと読む)
成形材料の成形方法
【課題】成形加工機を使用して成形材料を成形するとき、成形材料1から成形材料2までの置換が容易である成形材料の成形方法の提供。
【解決手段】成形材料1を使用して成形加工機により成形した後、成形材料2を使用して同じ成形加工機により成形するとき、洗浄工程1と洗浄工程2をこの順序で実施して成形加工機内に残留する成形材料1を除去した後で成形材料2を使用して成形する成形材料の成形方法であって、洗浄工程1が、成形材料1と界面活性剤を含む洗浄剤組成物1で成形加工機を洗浄する工程であり、洗浄工程2が、成形材料2と界面活性剤を含む洗浄剤組成物2で前記成形加工機を洗浄する工程である、成形材料の成形方法。
(もっと読む)
成形機

【課題】成形機の動作条件設定に対するアクセス制限の段階的な解除を通じて操作者による誤設定を簡易に防止する機能を備えた成形機を提供すること。
【解決手段】本発明の成形機は、操作者によるアクセスが禁止される設定項目A1〜A5を含む設定画面を表示する表示装置3と、設定項目A1〜A5に対するアクセスの禁止を解除するための解除キーを受け入れる解除キー受入装置2とを備える。設定項目A1〜A5は、成形機の動作条件に関する設定項目である。また、より多数の設定項目に対するアクセスの禁止を解除する上位の解除キーによってアクセスの禁止が解除される設定項目は、より少数の設定項目に対するアクセスの禁止を解除する下位の解除キーによってアクセスの禁止が解除される設定項目の全てを含む。
(もっと読む)
薄板樹脂成形品のバリ処理方法
【課題】薄板樹脂成形品の周縁部に発生するバリを、バリ片を生じさせることなく容易に処理する方法を提供する。
【解決手段】薄板樹脂成型品12bが光吸収する波長のレーザビーム30sを用いて、バリが存在する薄板樹脂成形品12bの端面に前記レーザービーム30sを入射し、前記端面に一様に照射できるように前記レーザービーム30sを走査し、前記レーザービーム30sの光吸収により、前記薄板樹脂成形品12bの端面に存在するバリを溶融収縮させてその端面に固着させることによりバリを処理する。
(もっと読む)
フィルムのカール矯正方法及び装置並びに積層フィルムの製造方法
【課題】積層フィルムのカールを効率よく矯正する。
【解決手段】第1相転移工程ではカールした状態の積層フィルムのうち外側の支持層10sへ水蒸気56を接触させる。支持層10sのガラス転移温度Tgが下がる。支持層10sでは、ガラス状態のゴム状態への相転移が起こる。第2相転移工程では支持層10sへの水蒸気の供給を停止する。支持層10sのガラス転移温度Tgが上昇する。支持層10sでは、ゴム状態からガラス状態への相転移が起こる。相転移により、当初のカールを矯正しうるカールが生じる。第1相転移工程と第2相転移工程とを連続して行うことにより、当初のカールを矯正することができる。第1相転移工程と並行して、ハードコート層10hを冷却する冷却工程を行う。
(もっと読む)
樹脂フィルムのバリ取り方法及び積層体の切断方法
【課題】樹脂フィルムに切り込みを入れた際に生じるバリを除去する方法を提供する。
【解決手段】カッター2を樹脂フィルム4に圧接させ、カッター2を樹脂フィルム4に対して相対的に移動させることによって、樹脂フィルム4に切り込み6を入れた後、切り込み6を入れた部分を押圧部材で押圧して、切り込み6によって生じたバリ41を押し潰す。ここでバリ41を取り除いた後の樹脂フィルム4aの表面の平面度をより高くする観点からは、押圧部材をローラ部材とし、押圧部材の中心軸を切り込み方向に対して略垂直として、切り込み6の部分を転動させるのが好ましい。ローラ部材の直径としては1〜10mmの範囲が好ましい。
(もっと読む)
成形プラスティック部材の形状修正方法及びプラスティック部材用形状修正装置
【課題】成形金型の修正作業をすることなく、目標形状のプラスティック部材を得ること。
【解決手段】成形プラスティック部材の形状修正方法は、成形されたプラスティック部材10の形状を計測する第1の計測工程と、第1の計測工程の計測結果に基づいて、計測された形状と成形プラスティック部材10の基準形状とのずれ量を算出する算出工程と、算出工程で算出されたずれ量に基づいて、成形プラスティック部材10の所定部位にレーザ光を照射して第1の溝を刻設する第1のレーザ照射工程と、を含む。
(もっと読む)
箔バリ除去装置
【課題】文字等の箔を転写した場合に成形品の側面に生じる箔バリを除去する際に、市販の粘着テープが使用可能で、かつ粘着テープの使用量を大幅に削減することが可能な箔バリ除去装置を提供する。
【解決手段】側面に箔バリが生じた成形品がセットされる治具10が設けられた回転テーブル2、前記成形品を前記治具にセットし、箔バリ除去後の成形品を前記治具10から除去する移動手段3、前記成形品の側面の箔バリを付着させる粘着テープ20を、前記治具10にセットされた成形品の箔バリの前に送り出すテープ供給手段4、およびパッドをスライドさせて前記粘着テープ20を前記成形品に押し付けて箔バリを粘着テープに付着させるスライド機構6を備えた箔バリ除去装置であって、前記成形品は線状の箔バリが水平に位置するように前記治具10にセットされ、前記粘着テープ20が送り出される方向は、水平に位置する箔バリに対して傾斜している。
(もっと読む)
自動車用バンパーのバリ取り方法
【課題】自動車バンパーでのバリ取り方法に関し、特に、ランプ類装着用開口部が形成されている樹脂製バンパー成形時に生じるバリに対して、手軽にバリ取りがおこなえ、バリ取り後の切削面も美しいバリ取り方法を提供する。
【解決手段】バリ連出部分に対して冷却用液化ガスを噴射接触させてバリ及びバリ連出部分を樹脂製バンパー形成部材の低温脆化点より低温に冷却し、この冷却されたバリ連出部分に回転切削体4を作用させて、自動車用バンパー本体1部分からバリを機械的に除去する。
(もっと読む)
成形品の製造方法およびこれに用いる装置
【課題】異物を精度よく判定する。
【解決手段】熱可塑性樹脂材料を貫通したブローピンから気体を注入して該樹脂材料を膨らませることで中空の樹脂部材16を成形するブロー成形工程および中空の樹脂部材16に孔をあける穿孔工程を経て得られるリアスポイラ10の製造過程では、ブロー成形工程または穿孔工程で生じた異物の有無を判定する検査工程が行われる。検査工程では、樹脂部材16を揺動することで、該樹脂部材16の内部で転がるブロー成形工程または穿孔工程で生じた異物の振動を振動測定手段44によって測定し、振動測定手段44で測定した測定振動データと予め設定された基準振動データとの照合により異物の有無の判定を行う。
(もっと読む)
樹脂成形品の製造方法
【課題】アニール処理された樹脂成形品を切断して製品化する場合において、切断面に再び発生した残留応力を除去ないし低減し、高品質で歩留りの良い樹脂成形品の製造を可能にするとともに、生産性の向上を図り、他の部品との結合に適正な切断面を確保することを課題とした。
【解決手段】アニール処理された熱可塑性樹脂成形品の所定の切断箇所の切断工程後において、切断したことにより生じるその切断端面の残留応力を低減させるために、樹脂成形品の切断面に樹脂の塗布による樹脂コーティング処理を施す工程を設けた。
【効果】熱可塑性樹脂の塑性変形の性質を利用する押出成形や射出成形等の成形を行い、これによる成型部材を切断することにより製品化する場合において、その切断が原因として切断部に残留応力が発生したとしても、それを低減する樹脂成形品の切断面に樹脂の塗布による樹脂コーティング処理を施す工程により、クラックや歪みが発生しない高品質で歩留りの良い樹脂成形品の製造を可能にするとともに、簡単な処理工程で生産性の向上を図り、他の部品との結合に適正な切断面を確保できる。
(もっと読む)
樹脂板の製造方法
【課題】積層樹脂板の製造時に出る端材をリサイクル利用することができると共に、着色が十分に抑制された樹脂板を製造することのできる製造方法を提供する。
【解決手段】この発明の製造方法は、透明樹脂(A)を含有してなる基層の少なくとも片面に、透明樹脂(B)を含有してなる表面層を積層して積層板を得た後、該積層板の周縁部の少なくとも一部を裁断して端材として分別する端材取得工程と、透明樹脂(A)と前記端材を混合して得られた樹脂組成物又は前記端材を原料に用いて樹脂板を製造する工程と、を包含し、前記透明樹脂(A)のSP値と前記透明樹脂(B)のSP値の差の絶対値を「Δδ」とし、前記透明樹脂(A)の屈折率と前記透明樹脂(B)の屈折率の差の絶対値を「Δn」としたとき、Δδ×Δn≦0.42の関係式が成立することを特徴とする。
(もっと読む)
スクリュピース引抜き治具及び方法
【課題】本発明は、スクリュピースの外周に、二つ割状の第1、第2凹型を係合させて、スクリュピースをスクリュ軸から容易に引抜くことを目的とする。
【解決手段】本発明によるスクリュピース引抜き治具及び方法は、スクリュ軸(20)に設けられたスクリュピース(22)の外面(22b)を転写して形成された二つ割の第1、第2凹型(31,32)の両方に吊り環(34)とワイヤフック掛け部(35)を設け、このワイヤフック掛け部(35)を用いてスクリュピース(22)をスクリュ軸(20)から引抜く構成と方法である。
(もっと読む)
バリ処理方法
【課題】 合成樹脂部材同士を溶着又は接着によって接合するに当たって、確実に適切なバリ処理を行なうことができるバリ処理方法を提供する。
【解決手段】 第1の合成樹脂部材1は、合成樹脂部材1,2同士が接合される本接合面13と、本接合面13に沿って設けられ第1の合成樹脂部材1の表面Fから突出した第1の削代部11とを備えている。前記本接合面13と第1の削代部11の一側面14とで第1の合成樹脂部材1の接合面12が構成されている。また、第2の合成樹脂部材2は、上記第1の合成樹脂部材1と同様の構成を備えている。このような第1の合成樹脂部材1と第2の合成樹脂部材2とが溶着又は接着された際に発生するバリBを、第1の削代部11及び第2の削代部21と共に除去するようにした。
(もっと読む)
樹脂製品製造システム、製造方法、樹脂成形装置、及び金型
【課題】射出成形等において、バリの無い完成品を簡単に製造できる樹脂製品製造システム、製造方法、樹脂成形装置、及び金型を提供する。
【解決手段】樹脂成形機101で中間製品を成形し、該中間製品のバリをバリ除去装置で除去して完成品を製造する樹脂製品製造システムにおいて、前記樹脂成形機101が、合わせ面153Aにオーバーフロー樹脂130Aを収容する収容部153Bを有した金型155を備え、該金型155により前記オーバーフロー樹脂130Aを一体化した中間製品を成形すると共に、前記バリ除去装置が、前記中間製品と一体化した該オーバーフロー樹脂130Aを前記バリと共に切除して完成品を製造する。
(もっと読む)
重合体粒子及びその製造方法
【課題】重合体粒子を懸濁重合で簡便に製造する方法を提供することを課題とする。
【解決手段】重合性ビニル系モノマーと重合開始剤とを含むモノマー混合物を、懸濁安定剤としてのコロイダルシリカとの存在下に、水系懸濁重合させることで重合体粒子を得る方法であって、前記モノマー混合物が、前記重合性ビニル系モノマー対し水酸基を有するモノマーを、前記重合性ビニル系モノマー100重量部に対し、0.5〜30重量部の範囲で含むことを特徴とする重合体粒子の製造方法により上記課題を解決する。
(もっと読む)
配向成形体及びその製造方法
【課題】より汎用性の高い配向成形体及びその製造方法を提供することにある。
【解決手段】配向成形体は、磁場配向により形成され、かつ配向方向の異なる複数の配向部を備えている。また、配向成形体は、配向状態を同じくする3つ以上の領域に区分された少なくとも一つの断面を含む。
(もっと読む)
熱硬化性樹脂への粒子分散設計支援装置、支援方法及びプログラム
【課題】熱硬化性樹脂中へ粒子を配合する工程での粒子の攪拌挙動を迅速かつ高精度に予測する。
【解決手段】熱硬化樹脂への粒子分散の設計支援装置がモデル作成部12と流動解析部13から構成され、モデル作成部12は各版容器と液状樹脂部の形状を定義し、流動解析部13内のクラスター内粒子数解析部14では液状熱硬化性樹脂中に投入されたクラスター内粒子数の時間変化率を計算し、微小時間経過後の前記クラスター内粒子数の増分あるいは減分を近似的に求め、新しい時刻におけるクラスター内粒子数を逐次求めていく。流動解析部13内の熱硬化性樹脂粘度解析部15では粘度算出式を用いてクラスター内粒子数解析部14中の粘度を計算する。また、流動解析部13内の温度、せん断速度解析部16では樹脂の温度、せん断速度分布を算出してクラスター内粒子数解析部14に代入し、攪拌層内のクラスター内粒子数の分布と時間変化を逐次計算する。
(もっと読む)
表面処理された埋め込み可能アーティクルおよび関連方法
表面処理された埋め込み可能アーティクルおよび関連する方法が開示される。表面処理された埋め込み可能アーティクルは実質的にバリを含まないか、1つ以上の丸められた端を含むか、または高められた光学的透明さを含むことが可能であり、それらの1つまたは全ては研磨することによって製造され得る。研磨することは、埋め込み可能アーティクルが拡大状態に膨潤されているとき、埋め込み可能アーティクルを研磨メディアに繰り返し衝突させることを含み得る。研磨工程は、涙小管に挿入可能な涙管インプラントを滑らかにすることに特に有用であり得る。  (もっと読む)
(もっと読む)
ゴミ袋製造管理装置並びにゴミ袋製造管理システム
【課題】 ゴミ袋を不正に製造していないことの確認、製造ロス分の確認ができ、製造の公明性を証明できるようにしたゴミ袋製造管理システムの提供。
【解決手段】 ゴミ袋製造ラインLの印字装置4aによりゴミ袋1枚毎に製造シリアル番号Aを付し、成形部2、シール部4、巻取部5、計量部6に配設させたカメラKにより製造状態及び撮影日時を映像として記録させて録画装置7によって録画させ、計量部にロール状ゴミ袋の1本毎の重量及びその計量日時を表示する第1計量機6aと、ケース毎の重量及びその計量日時を表示する第2計量機6bと、製造ロス分の重量及びその計量日時を表示するロス計量機6cを設け、各計量機で計量した重量データ及び計量日時を製造履歴記録装置8の計量記録部8aに記録させ、主原料2aや副原料2bや着色剤2c等の原料資材に関する重量及び種類を原料データ記録部8bに記録させる。
(もっと読む)
1 - 20 / 50
[ Back to top ]