
Fターム[4F202AA12]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリオレフィン (527) | C4以上のポリマ−系 (60)
Fターム[4F202AA12]に分類される特許
1 - 20 / 60
偏光ビームスプリッタを作製する方法
【課題】本開示は、ポリマー偏光ビームスプリッタを作製する方法を提供する。
【解決手段】代表的な方法には、第1の面と第2の面を備えている偏光フィルムを成型型内に担持させること、前記偏光フィルムの第1の面に隣接させてポリマー材を成型型の中に注入すること、第1のポリマー材を固化させて第1のプリズムを形成させること、及び、第2のプリズムを偏光フィルムの第2の面に固定することが含まれている。別の代表的な方法には、偏光ビームスプリッタの構成要素を射出成形すること、及び、第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理することが含まれている。
(もっと読む)
導光板及び導光板の平面度を向上させる方法

【課題】薄く且つある程度の大きさを有しながら、厚みムラの小さい導光板を提供する。
【解決手段】本発明の導光板は、厚みが0.1mm以上1mm以下であり、画面サイズ(L)と厚み(T)との比(L/T)が70以上の平板状でありながら、レーザー顕微鏡を用いて導光板中心部分の凸部の高さを測定し完全充填されている場合の高さを転写率100%とした場合に、転写率が95%以上になる。本発明の導光板は、例えば、射出加速度制御部、最大射出速度制御部、減速度調整部、型締め力制御部を備える射出成形機を用いて製造することができる。
(もっと読む)
フィルム、前記フィルムの製造方法及びそれを用いたLEDパッケージの製造方法
【課題】
良好な離型性と金型追従性を有するフィルムと、それを製造する手段を提供する。
【解決手段】
4−メチル−1−ペンテン(共)重合体(A)と、熱可塑性エラストマー(B)と、を含むフィルムであって、前記(B)の含有量が(A)と(B)の合計100重量部に対して10〜50重量部であり、かつ前記フィルムについて示差走査熱量計(DSC)により測定される前記(B)に由来する融点TmB2が100℃以下または前記融点TmB2が実質的に観測されないフィルム。
(もっと読む)
金型成形用離型フィルムおよびその製造方法、ならびに樹脂封止半導体の製造方法
【課題】金型構造や離型剤によることなく成形品を容易に離型でき、かつ成形品に皺や欠け等の外観不良を生じさせることのない金型成形用離型フィルムを提供する。
【解決手段】ポリエステル樹脂と、100質量部の前記ポリエステル樹脂に対して1〜30質量部の4−メチル−1−ペンテン系重合体と、を含む樹脂組成物からなる、金型成形用離型フィルム。
(もっと読む)
光硬化性転写シート、及びこれを用いた凹凸パターンの形成方法
【課題】ナノインプリントプロセス法において、中間スタンパの作製に使用できる光硬化性転写シートであり、微細凹凸パターンを有する金型との離型性、凹凸パターンが転写される光硬化性樹脂との離型性が良好であり、且つ転写性に優れた光硬化性転写シートを提供する。更に、それを用いた凹凸パターンの形成方法を提供する。
【解決手段】加圧により変形可能で、ポリマーと光重合性官能基を有する反応性希釈剤を含む光硬化性組成物からなる光硬化性転写層11を有する光硬化性転写シートであって、前記ポリマーが、主鎖に脂環式構造を有する繰り返し単位、及び(メタ)アクリレート繰り返し単位を含む樹脂からなり、且つ前記ポリマー中の脂環式構造を有する繰り返し単位の含有率が15〜70質量%であることを特徴とする光硬化性転写シート10。更に、これを用いた凹凸パターンを形成する方法。
(もっと読む)
インプリント方法に用いる剥離板、モールド構造体及びインプリント方法
【課題】モールドをレジスト層から引き剥がす際にかかる応力を抑制することでレジスト層やモールドの損傷を抑制する剥離板、モールド構造体及びインプリント方法を提供。
【解決手段】本発明のインプリント方法は、加熱すると屈曲する剥離板を備えるモールド構造体を、加工対象物の基板上に形成されたインプリントレジスト組成物からなるレジスト層に押圧して前記モールド構造体に形成された凹凸パターンを転写する転写工程と、剥離板を加熱して第1の金属層を熱膨張させ、前記モールド構造体の端部を押圧方向と反対方向に屈曲させて前記レジスト層と前記モールド構造体とを剥離する工程と、を少なくとも含むことを特徴とする。
(もっと読む)
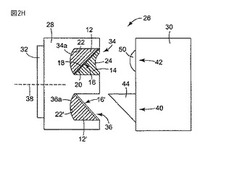
不均一な厚さを有する部品の射出成形
不均一な厚さを有する部品の射出成形が提供される。射出成形装置の1つの開示された実施例は、1つ以上の側壁、側壁と交差し側壁に関して固定された第1の型面、並びに、測定された量の注入された融解された熱可塑性の材料を受け取るように構成されたキャビティを側壁及び第1の型面とともに規定するように側壁と交差する第2の型面を含む。成形プロセス中に、第2の型面の第1の端部が第1の型面に向かって第2の型面の第2の端部より大きな物理的な移動距離を移動するように、第2の型面は第1の型面に向かって移動可能である。  (もっと読む)
(もっと読む)
防眩フィルムの製造方法および防眩フィルム作製のための金型の製造方法
【課題】優れた防眩性能を示しながら、白ちゃけによる視認性の低下が防止され、高精細の画像表示装置の表面に配置したときに、ギラツキを発生せずに高いコントラストを発現する防眩フィルムの製造方法、ならびに、防眩フィルムを得るための金属金型の製造方法を提供する。
【解決手段】ドット径の異なる複数種類のドットを多数ランダムに配置したパターンを用いた、透明支持体上に微細凹凸表面が形成されている防眩フィルムの製造方法であって、平均のドット径が6〜30μmであり、ドット径の変動係数が0.1〜0.5であり、かつ、パターンのエネルギースペクトルが0μm-1より大きく0.04μm-1以下に極大値を持たないことを特徴とする防眩フィルムの製造方法、および防眩フィルム作製のための金型の製造方法。
(もっと読む)
金型の製造方法、成形体及び光学部材
【課題】微細な複数列の溝状の凹凸が均一に形成された金型の製造方法を提供する。
【解決手段】モース硬度9以上の材料からなり、刃先にピッチが1μm以下の凹凸を1つ以上形成された刃1を有する切削工具9の、前記刃先に形成された前記凹凸の軟弱層を除去する予備工程と、表面の材料がビッカース硬度300以下である円筒形状又は円柱形状の金型母材8を前記切削工具を用いて螺旋状に切削する本工程とを少なくとも行って、複数列の凹凸が形成された金型を製造する。
(もっと読む)
薄板の成形方法および薄板の成形システム
【課題】射出成形された薄板に加圧して、生産性を追及しつつ許容範囲内の薄板を成形することができる薄板の成形方法および薄板の成形システムを提供する。
【解決手段】薄板の成形システム11は、射出成形機12により成形された薄板Lを、ゲートカット装置13により射出成形中または射出成形後にゲートカットを行い、積み重ね装置15によりゲートカットした薄板Lを直接または他部材Pを介して複数枚積み重ねし、加圧装置16により加圧した状態で一定時間保持し、反りが許容範囲内の薄板Lを成形する。
(もっと読む)
発泡成形品の成形方法及び発泡成形品
【課題】加工性に優れた熱可塑性エラストマー組成物を発泡成形する発泡成形品の成形方法を提供する。
【解決手段】本発明の発泡成形品の成形方法は、エチレン系共重合体100質量部に対して、第一の鉱物油系軟化材を50〜150質量含む油展エチレン系共重合体(A)と、結晶性ポリエチレン系樹脂(B)と、水添ブロック共重合体(C)と、炭素数3以上のα−オレフィン系樹脂(D)と、を含有し、210℃、引き取り速度2m/分における溶融張力が3.0gf未満の熱可塑性エラストマー組成物を、化学発泡剤、気体、及び超臨界流体からなる群より選択される少なくとも一種により発泡成形する工程を備え、油展エチレン系共重合体(A)のエチレン系共重合体として、デカリン溶媒中135℃で測定した極限粘度[η]が、5.5〜9.0dl/gであり、且つ重量平均分子量(Mw)と数平均分子量(Mn)との比(Mw/Mn)の値が、3以下であるものを用いる。
(もっと読む)
樹脂組成物、樹脂型及び当該樹脂型を使用する成形体の製造方法
【課題】成形時の金型からの離型性および糸引き性が良好である樹脂組成物、剥離性に優れる樹脂型および当該樹脂型を使用する成形体の製造方法を提供する。
【解決手段】脂環式構造含有熱可塑性樹脂と、樹脂組成物100質量部に対して0.02〜0.20質量部の水酸基含有エステル化合物を含有する樹脂組成物の、230℃、せん断速度10000/sでのせん断粘度を20〜50Pa・sとし、かつ、230℃、伸張レート100/sにおける伸張粘度を6〜20kPa・sとする。
(もっと読む)
射出成形金型、導光板ピースの成形方法、および導光板
【課題】導光板を構成するための導光板ピースを変形などゲート仕上げ処理の不要な導光板ピースを成形することができ容易に互いに接合して導光板を構成することができる射出成形金型、導光板ピースの成形方法、および導光板を提供する。
【解決手段】射出成形金型1は、接合面が長手方向に形成され、互いに接合されることにより導光板PPを構成するための導光板ピースPを成形するためのもので、キャビティ2に成形材料を射出充填するためのゲート3が、導光板ピースPの長手方向端部近傍であって導光板ピースPの互いに接合する面Psを除いた面Pr,Pb,Pe1,Pe2と対応する位置に配置されている。さらに、本発明の射出成形金型1は、ゲート3が、導光板ピースPの長手方向の両端部近傍と対応する位置に配置されており、また、キャビティ2がクサビ状の導光板ピースPを成形し得るよう漸次厚さを異ならせた形状に形成されている。
(もっと読む)
レンズ製造方法
【課題】レンズ上の段差構造を全域に亘って均一に高転写させることができるとともに、レンズの巨視的な表面形状を高精度にできるレンズ製造方法を提供すること。
【解決手段】キャビティCVの充填時の樹脂の射出率を1.2cm3/sec以上とするので、キャビティCVの全体にわたって輪帯状の段差構造に対応する微細構造SSに樹脂が十分入りきらない状態で固化することを防止できる。これにより、回折パターンFPの全体的な転写率低下とレンズ透過光量の低下とを抑えることができる。また、射出率を30cm3/sec以下とすることで、キャビティCV内を緩やかに充填して回折パターンFPの転写率が不均一に低下することを防止しつつ、レンズOLを巨視的に見た場合の表面形状精度を向上させることができる。
(もっと読む)
マイクロレンズアレイシート用成形型の製造方法
【課題】高いアスペクト比を有する凹部が複数形成されたマイクロレンズアレイシート用成形型を容易かつ安価に製造する方法を提供する。
【解決手段】マイクロレンズアレイシート形成用成形型の製造方法は、レジスト膜形成工程と、露光・現像工程と、エッチング工程と、レジスト膜の除去工程とを備えている。露光・現像工程は、レジスト膜の複数の凹部の位置に応じた部位に複数の開口を形成する工程である。エッチング工程は、露光・現像工程の後に、レジスト膜の上から母材をエッチングすることにより複数の凹部を形成する工程である。露光・現像工程は、凹部の直径をD1とし、開口の最大径をD2としたとき、212.5≦(D1×100)/D2≦334.6の関係を満たすように、複数の開口を形成する工程である。
(もっと読む)
結像素子の射出成形金型および結像素子の製造方法
【課題】
射出成形における成形サイクルタイムの短縮と、スプル詰まり現象の抑制に好適な金型とこれを用いた結像素子を得るための射出成形方法の提供。
【解決手段】
射出成形用ノズルからキャビティ内に溶融樹脂を注入する際に樹脂導入路となるスプルを形成するスプルブッシュを備え、前記スプルブッシュのキャビティ側の端面(D)は楕円形状の開口部を有し、かつ該楕円形状の長半径Daと短半径Dbの比Da/Dbが1.1≦Da/Db≦2.0であり、前記スプルの断面の最大短半径bmが2.5mm〜7.5mmである、結像素子の射出成形用金型。
(もっと読む)
眼科用器具製造のための金型
目の中または上で用いる少なくとも一つの眼科用器具製造用の金型組立品が開示される。金型組立品は、結合可能な一対の金型部品を含み、金型部品の少なくとも一つが、少なくとも、酸素吸収性金型材料と、(i)ポリマー主鎖とそのポリマー主鎖に共有結合した1以上の置換または非置換環式オレフィン基を含む酸素捕捉性ポリマーおよび(ii)酸素捕捉触媒量の遷移金属触媒を含有する酸素捕捉組成物とを含む。 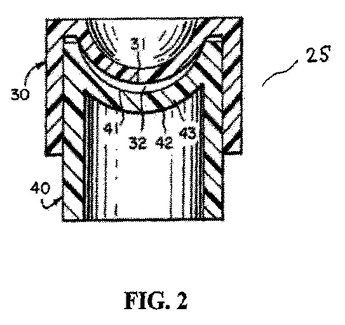 (もっと読む)
(もっと読む)
透明スタンパ
【課題】本発明の目的は、複数回の使用可能な多層記録媒体の製造用に用いられる透明スタンパにおける、ヒート型レジストに凹凸パターンを形成するための露光する照射時間を短縮できるような透明スタンパのスタンパ基材を提供するものである。
【解決手段】上記課題を解決するため本発明は、透光性を有する基板上に透光性を有する凹凸パターンが形成された無機レジストが形成された、多層光記録媒体に用いられる透明スタンパであって、基板に用いられる材料が、フッ素系樹脂、COP樹脂、ソーダライムガラスであることを特徴とする透明スタンパである。
(もっと読む)
導光板の成形金型
【課題】 射出成形では導光板の板厚に略等しい薄いキャビティに高速で樹脂を射出充填するために、スプルの直径を太くして溶融樹脂の流動損失を小さくする必要と、キャビティとスプルに保圧をかける必要があり、その結果、スプルが完全に冷却固化されるまでに時間がかかり過ぎるという問題を解消する。
【解決手段】 容積可変に設けられたキャビティ形成部16a,42aに対してランナ形成部32,54を介して接続され、注入孔44cの直径P1aが1.6〜2.6mmでありランナ接続部44dの直径P1bが3.6mm以下であって中心線に対する抜き勾配を有する内孔44aを備えるとともに周囲に独立した冷却媒体流路51とが備えられたスプルブッシュ44を有する導光板の成形金型11により、成形品容積が7.8cm3以下の導光板P,Pを成形する。
(もっと読む)
導光板の製造方法
【課題】金型の転写性が良く、恒温恒湿環境下での寸法安定性に優れた導光板の製造方法を提供する。
【解決手段】脂環式構造含有重合体を用いて射出成形により導光板を製造する方法において、前記導光板がその光出射面又は光反射面の少なくとも一方に微細な凹凸パターンを有し、該脂環式構造含有重合体に酸素除去処理を行った後、射出率250cm3/s以上で金型キャビティ内へ供給し、前記微細な凹凸パターンは、三角プリズム形状であり、当該三角プリズム形状の傾斜表面の算術平均粗さ(Ra)が150nm以下である導光板の製造方法。
(もっと読む)
1 - 20 / 60
[ Back to top ]