
Fターム[4F202AA13]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリスチレン系(←ABS、AS樹脂) (192)
Fターム[4F202AA13]に分類される特許
1 - 20 / 192
ポリエステル系樹脂組成物の熱成形材料と成形方法
細胞培養容器の製造方法
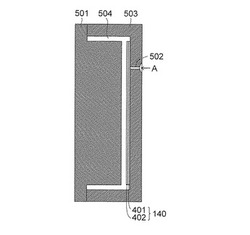
【課題】インモールド成形時に機能性有機化合物層の機能を損なうことなく、安価かつ効率的に細胞培養容器を提供する。
【解決手段】容器本体部材の表面に、細胞及び培地を収容する空間側へ機能性有機化合物層402が向くように機能性基体140が固定されている細胞培養容器の製造方法であって、細胞及び培地を収容する空間に面する容器部の内壁を画定するコア金型501と、容器部の外壁を画定し、樹脂Aの注入孔502を有するキャビティ金型503と、を組み合わせた射出成形型により形成される鋳型空間504において、機能性基体140を、注入孔502を覆うように、かつ基材層401側がキャビティ金型503に接するように配置し、鋳型空間504内に注入孔502から樹脂Aを充填することにより、樹脂Aの流動と共に機能性基体140を、機能性有機化合物層側402がコア金型501に移動させられる。
(もっと読む)
突板インサート用フィルム及びその製造方法、並びに、突板インサート成形品及びその製造方法

【課題】突板のパターンが細かくなった場合でも、突板とベースフィルムとの接着が強固な突板インサート用フィルム及びその製造方法、並びに、突板インサート成形品及びその製造方法を提供する。
【解決手段】突板インサート用フィルムは、ベースフィルムと、ホットメルト接着剤層を介して前記ベースフィルムの一方の面に接着された、所定のパターンを有する突板と、を備え、前記ホットメルト接着剤層は、前記ベースフィルムと前記突板との接着部分の周囲にはみ出したはみ出し部分を有する。
(もっと読む)
高熱伝導性樹脂の射出成形物
【課題】繊維状、棒状などの一般的に普及が予想される形状のフィラーを含む樹脂を用いた成形品を、金型温度や樹脂温度などの制御をしない一般的な成形条件で成形し、同時に、熱伝導率を向上・均一化する。
【解決手段】厚みを有する板の面内方向に対向する樹脂注入口2を設けて射出成形する。該樹脂注入口から注入された樹脂は、該樹脂注入口を中心として放射状に広がり、熱物性に優れ、かつ、成形品1の場所ごとに熱物性のバラつきのない均一な該成形品を得ることができる。
(もっと読む)
積層成形品の成形方法
【課題】積層成形品の表面風合、並びにソフト感を維持することができるようにするとともに、設備の簡素化及び工数の短縮化並びに作業環境の改善ができるようにした積層成形品の成形方法を提供する。
【解決手段】所要形状に成形された樹脂芯材12と該樹脂芯材12の表面に表皮13を貼付してなる積層成形品の成形方法において、成形金型21における上下型23,24のキャビティ26内に熱溶融された樹脂12aを供給し、キャビティ26形状に沿って樹脂芯材12を所要形状に成形する芯材成形工程と、冷却される前の樹脂芯材12を下型24の上に保持して上下型23,24を型開きし、かつ該樹脂芯材12上に、裏面にくもの巣状ホットメルトシートを設けた表皮13を供給して積層する表皮供給工程と、表皮13を樹脂芯材12の外表面に貼り合わせ、かつ冷却させるプレス・冷却工程と、からなる。
(もっと読む)
ブロック共重合体と電気めっき用ハードマスクを用いた、パターニングされた磁気記録ディスクのナノインプリント加工用マスタディスクの作製方法
【課題】 ブロック共重合体と電気めっき用ハードマスクを用いた、パターニングされた磁気記録ディスクのナノインプリント加工用マスタディスクの作製方法を提供する。
【解決手段】 パターニングされた媒体ディスクを作製するためのナノインプリント工程用のマスタディスクの作製方法は、導電基板と、ブロック共重合体の、ブロック共重合体成分の1つの、略半径方向の線および/または略同心円状の輪のパターンを形成する誘導自己組織化を利用する。基板上の、線および/または輪によって保護されていない領域内に金属を電気めっきする。ブロック共重合体成分を除去した後に、残っている金属のパターンをエッチングマスクとして使用して、最終的なマスタディスクまたは、後にマスタディスクの製造に使用される2つの別々のモールドのいずれかを製造する。
(もっと読む)
保温又は保冷容器
【課題】ブロー成形体からなるタンクの周囲を発泡樹脂で包み、その周囲を外装材で押さえた貯湯タンクにおいて、タンクの変形を防止し、長期の使用に耐えられる貯湯タンクを提供する。
【解決手段】いずれもプラスチックのブロー成形体からなる内層タンク1と外層タンク16が、上端の第1ネック部3,19と下端の第2ネック部4,21で密着して、接合されている。硬質発泡プラスチックが内層タンク1と外層タンク16の隙間内で発泡し同隙間内に充填されている。
(もっと読む)
押圧ロールの洗浄方法
【課題】簡単にかつ短時間に残留物を押圧ロールから除去できる洗浄方法を提供すること。
【解決手段】押圧することで樹脂シート30を成形するための押圧ロール14Cの洗浄方法であって、押圧ロール14Cの表面に、ドライアイス42、又は、気体状態、液体状態若しくは固体状態の水を衝突させる工程を有する、洗浄方法を提供する。押圧ロール14Cの表面にドライアイス42等を衝突させることで、残留物50へ物理的衝撃が加わる。この衝撃によって、残留物50が押圧ロール14Cの表面から剥離するため、短時間で簡単に押圧ロール14Cの洗浄ができる。
(もっと読む)
物品の表面構造
【課題】物品の表面に対する触感をより心地よいものとする。
【解決手段】物品1の表面に凹凸3を形成し、さらにこの凹凸3の凸部5の先端に、凹凸3よりも細かい微細凹凸9を形成する。人の指15が物品1の表面に触れるときの単位面積当たりにおける、指15と物品1との接触する面積の割合が、35%〜90%の範囲となるような凹凸形状とする。望ましくは、指15と物品1との接触する面積の割合が、45%〜80%の範囲となるような凹凸形状とする。
(もっと読む)
射出成形金型、射出成形品及び射出成形方法
【課題】高い面精度が要求される高品質要求面の一部のみが、他の部分よりも高い面精度を要求されている射出成形品において、他の部分よりも高い面精度を要求されている部分に発生するヒケを、要求される面精度が低い他の部分よりも抑制すること。
【解決手段】
成形空間へ射出されて固化した溶融樹脂により形成される射出成形品を製造する射出成形金型が備え、射出成形品が有する高品質要求面と対応する高品質要求面形成用入れ子6を、高品質要求面のうち高面精度要求部に対応する第一入れ子部材12と、高品質要求面のうち高面精度要求部よりも要求される面精度が低い部分である高面精度非要求部に対応し、且つ第一入れ子部材12よりも熱伝導率が低い第二入れ子部材14を備える構成とし、第一入れ子部材12と第二入れ子部材14とを連結して、第一入れ子部材12及び第二入れ子部材14を成形空間と対向させる。
(もっと読む)
インモールド加飾方法及び装置
【課題】本発明は、インモールド加飾方法を改善し、この方法を実施するために適した装置を提供する。
【解決手段】インモールド加飾(IMD)とインモールドラべリング(IML)とにより加飾される成形部品(14)を、加飾側金型半部分(12)とコア側金型半部分(11)とを有する射出成形装置(1)を用いて製造する方法及び装置。前記加飾側金型半部分(12)は可動に構成され、前記コア側金型半部分(11)は台架に固定して構成されている。前記加飾側金型半部分(12)にはIMDフィルム(16)が挿入され、前記コア側金型半部分(11)にはIML成形部品が挿入される。
(もっと読む)
空気入りタイヤの製造方法
【課題】インナーライナーとブラダーとの粘着を防止して、インナーライナーとカーカスとの間にエアーイン現象を生じさせない空気入りタイヤの製造方法を提供する。
【解決手段】スチレン−イソブチレン−スチレントリブロック共重合体からなる厚さが0.05mm〜0.6mmの第1層と、エポキシ化スチレン−ブタジエン−スチレントリブロック共重合体からなる厚さが0.01mm〜0.3mmの第2層とからなるポリマー積層体を準備する工程と、前記ポリマー積層体をタイヤ内側にインナーライナーとして貼設した生タイヤを成形する工程と、前記生タイヤを金型に配置し、ブラダーで加圧しつつタイヤを加硫する工程と、加硫されたタイヤを50〜120℃で10〜300秒間冷却する工程とを含む空気入りタイヤの製造方法。
(もっと読む)
成形同時加飾用金型、成形同時加飾品の製造方法、及び成形同時加飾装置
【課題】枚葉加飾シートの金型に対する位置決め精度を向上させる。
【解決手段】成形同時加飾用金型2は、溶融樹脂から射出成形品を形成すると同時に射出成形品の表面に枚葉加飾シートを固着する成形同時加飾に用いられる成形同時加飾用金型である。成形同時加飾用金型2は、第2可動型15と、第2固定型9と、複数のクランプ33(33a)とを備えている。第2可動型15には、枚葉加飾シート41が配置される。第2固定型9は、第2可動型15に対して相対的に接近及び離反可能であり、第2可動型15との間に第1部分キャビティ30を形成できる。複数のクランプ33は、枚葉加飾シート41を第2可動型15に押し付けるための部材であり、互いに分離しており、枚葉加飾シート41が第2可動型15に配置されるときに枚葉加飾シート41への抵抗を減らすクランプ開放位置に少なくとも1個が移動する。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
三次元成形用加飾シート、該加飾シートの製造方法、加飾樹脂成形品及び加飾樹脂成形品の製造方法
【課題】耐候性、耐傷付き性及び加工性などに優れる三次元成形用加飾シート、及び該加飾シートを用いて、前記性状を有する加飾樹脂成形品を製造する方法を提供する。
【解決手段】ベースフィルム上に、少なくとも絵柄層、プライマー層(a)、プライマー層(b)及び表面保護層を順に有する加飾シートであって、該表面保護層が電離放射線硬化性樹脂組成物の硬化物からなる層であり、かつ前記プライマー層(b)が、反応性官能基Aを有するヒンダードアミン系光安定剤の重合物を含む層である三次元成形用加飾シート、及び該加飾シートを用いて、射出成形同時加飾法又はインサート成形法により、加飾樹脂成形品を製造する方法である。
(もっと読む)
多層樹脂成形品成形用の金型構造
【課題】第2樹脂成形部材の端末部にアール部等の形状を有する多層樹脂成形品(2色成形品)を外観見栄え良く成形し得る金型構造を提供する。
【解決手段】基材11上にパッド13を一体に成形してなるコンソールリッドアウター7を成形する金型装置101において、コア型103及び第1キャビ型105の第1キャビティC1端部外側には、型閉め状態で型抜き方向Aに移動可能に互いに接するシール面部111a,111bの端部から型抜き方向Aと交差する第1キャビティC1外方に広がり型閉め状態で互いに突き当たる突き当て面部113a,113bとでパーティング面が構成されている。コア型103の突き当て面部113aには、パッド13の端末部に対応する凹形状部115がシール面部111aに連続するように凹設されている。第2キャビ型107の型成形面107aは、型閉め状態でコア型103の凹形状部115の外側縁115aに連続している。
(もっと読む)
射出成形方法
【課題】 製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】 本発明によれば、意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ面に、樹脂をコーティングしたりする等して、樹脂が離型しやすくなるように表面加工する。この状態の金型で、樹脂の射出完了後に型締力を低下させて、短時間で金型内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂を短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。なお、前述の射出完了後に反意匠面側の金型キャビティ面にガスを注入すれば、前述の発明の効果が更に高まる。
(もっと読む)
光輝材を有する熱可塑性樹脂の射出成形体の製造方法、及び射出成形体
【課題】光輝材を有する熱可塑性樹脂を成形する場合において、リブやボスを有するような、比較的複雑な形状であっても光輝材の配向乱れが抑制された射出成形体を得ること。
【解決手段】リブ12やボス13を有する部位14の厚みを、有しない部位15の厚みよりも0.1mmから3.0mm厚く設計した金型を用い、平均粒径が120μm未満の光輝材を有する熱可塑性樹脂を成形する射出成形体の製造方法において、前記金型の温度をキャビティ内の前記熱可塑性樹脂温度が荷重たわみ温度以上を保てるような温度に上げる工程と、前記金型のキャビティ内に溶融した前記熱可塑性樹脂を射出して流し込む工程と、前記金型の温度を下げて前記熱可塑性樹脂を硬化させる工程とを含む。
(もっと読む)
プラスチック成形品における部分収縮補正の方法
【課題】部分収縮補正が行われたプラスチック成形品の製造方法およびこの方法によって製造されたプラスチック成形品を提供する。
【解決手段】(A)プラスチックフィルム2を少なくとも1種の熱可塑性プラスチックで一方の側にバック射出し、該プラスチックフィルムの1以上の部分領域がバック射出されない工程、(B)上記工程(A)で得られたプラスチック成形品を冷却する工程、を包含するプラスチック成形品の製造方法であって、(C)工程(B)で得られたプラスチック成形品の少なくともバック射出されていないそれらの領域を次いで再加熱することを特徴とするプラスチック成形品の製造方法。
(もっと読む)
樹脂成形体およびその製造方法
【課題】床材、壁材、柱、間柱、根太、または構造用合板に従来のねじを用いて容易かつ確実に弛み無く固定できる発泡体を内装した樹脂成形体およびその製造方法を提供する。
【解決手段】樹脂成形体100は発泡体122を内装している。発泡体122にはその厚み方向に中空孔を有するねじ受け材125が挿入されている。該ねじ受け材の中空孔105には内面に突出する段部103を有する。該ねじ受け材は、該樹脂成形体の表面材を成す一方の樹脂壁内面と他方の樹脂壁内面に溶着するフランジ104を両端に備える。該ねじ受け材は、略円筒状の胴部を有しており、胴部には放射状に突出した回転止めが形成されている。
(もっと読む)
1 - 20 / 192
[ Back to top ]