
Fターム[4F202AA40]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | 硬化性樹脂 (1,178) | ポリイミド(←ポリアミドイミド) (50)
Fターム[4F202AA40]に分類される特許
1 - 20 / 50
無端ベルトおよびその製造方法ならびに無端ベルト形成用金型
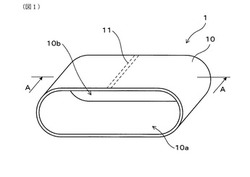
【課題】機械的強度が良好であり、画像形成装置に用いた場合に良好な画像を得ることが可能な無端ベルト、上記無端ベルトの製造に適した製造方法、上記無端ベルトの製造方法に適した金型を提供する。
【解決手段】無端ベルト1は、筒状に形成された樹脂製の基層10を有している。基層10は、繋ぎ目のない状態で形成されており、一方の筒開口側10aから他方の筒開口側10bにわたって筒外方に線状に突出する突出部11を有している。基層10は、金属板材2を接合することによって筒状に形成された筒状金型3の外周面に、基層10を形成するための液状の基層形成材料を塗工する工程を経て形成することができる。突出部11表面の最大高さうねりWzは、1mm以下であることが好ましい。突出部11は、筒軸線方向と交差する方向に形成することができる。
(もっと読む)
芯体、管状体の製造方法

【課題】芯体に塗布された樹脂溶液を加熱することで発生する収縮によるしわと、当該溶液を加熱することで発生するガスによる膨れと、を抑制する。
【解決手段】外周面に塗布された樹脂溶液が加熱により硬化されて管状体が製造される円筒状又は円柱状の芯体本体と、前記芯体本体の軸方向中央部を含む前記外周面に形成された離型層と、前記芯体本体の軸方向一端部及び他端部のそれぞれにおいて前記外周面の周方向に沿って断続的に複数形成され、当該一端部及び他端部のそれぞれにおける前記芯体本体の周方向の全周において当該芯体本体の軸方向のいずれかの箇所に存在し、前記離型層よりも離型性が低下した低下部分と、を備える。
(もっと読む)
材料の成形方法および成形金型
【課題】ポリイミドを含む樹脂で成形され、ソリ等の変形が生じ難い成形品を得る。
【解決手段】上型40のゲート54から溶融材料が供給されつつ、下型42が上型40に対して相対移動させられる。そのため、エアが摺動面から逃がされるため、キャビティ内に溜まり難い。また、ゲート54から供給された溶融材料は、徐々にキャビティ内に充填される。そのため、射出成形における場合のように、高圧、かつ、高速でキャビティ内に充填される場合に比較して、溶融材料に加えられるストレスが小さくなる。以上により、ソリ等の変形が生じ難い成形品110を得ることができる。
(もっと読む)
離型材
【課題】離型性および耐摩耗性に優れる離型材を提供する。
【解決手段】一般式(I)と(II)で表される共重合体(A)からなり、この共重合体(A)のイミド化前の共重合体(B)を繊維に保持させて加熱加圧し、加圧と同時または加圧後に共重合体(B)をイミド化する。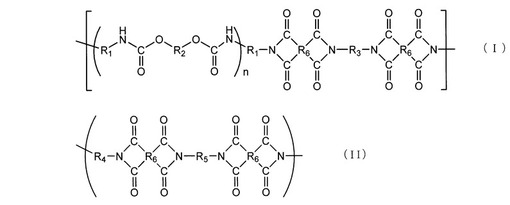 (もっと読む)
(もっと読む)
光コネクタ部材およびその製造方法
【課題】樹脂製として軽量化などを図りながら、広い温度領域(−40℃〜125℃程度)で使用する場合でも光通信の伝達損失を低減できる光コネクタ部材、および、この光コネクタ部材の製造方法を提供する。
【解決手段】光コネクタ部材1は、異なる光ファイバケーブルの端部にそれぞれ設けられるフェルール2を2つと、これらのフェルール2を円筒内周面3cで同軸に突き合わせて嵌合保持する円筒状のスリーブ3とからなり、フェルール2およびスリーブ3は、それぞれ、充填材を配合した樹脂組成物の成形体であり、少なくともフェルール2とスリーブ3との嵌合保持部分において、フェルール2における充填材Aの配向およびスリーブ3における充填材Bの配向がいずれも軸方向であり、フェルール2とスリーブ3との線膨張係数(−40℃〜125℃における平均線膨張係数)の差が、±5×10-6 /℃以内である。
(もっと読む)
機能部品の製造方法
【課題】補強層と機能層の界面が制御され、製品の均一性が良好な機能部品製造方法を提供する。
【解決手段】機能層と該機能層の一方の面を裏打ちする補強層とを備えた機能部品の製造方法であって、金型のキャビティ内に、少なくとも機能付与成分と熱硬化性樹脂を含む機能層用材料を充填し、前記金型を閉じて加熱加圧して機能層を一次成形する工程と、前記一次成形した機能層を有する金型のキャビティ内に、少なくとも熱硬化性樹脂を含む補強層用材料を充填して、これらの一方を他方の上に積層する工程、前記金型を閉じて加熱加圧して機能層と補強層を一体成形する工程とを含むことを特徴とする機能部品の製造方法。
(もっと読む)
レンズアレイおよびその製造方法
【課題】レンズ面上だけでなく、レンズアレイ本体における光路形成用の互いに位置が近い2つの凹部間の光路近傍にウエルドが発生することを有効に抑制することができるレンズアレイおよびその製造方法を提供すること。
【解決手段】第4の面4eをゲートGT側の面とすることによって、レンズアレイ本体4の成形の際における溶融樹脂材料の合流位置をレンズ面11〜13の形成位置から外し、更に、第3の凹部38の三次元形状によって、レンズアレイ本体4の成形の際に、第1の凹部18と第2の凹部19との間に対応する流路内への第4の面4eに対向する面4f側からの溶融樹脂材料の流入を抑制すること。
(もっと読む)
離型材
【課題】離型性に優れた離型材を提供する。
【解決手段】下記一般式(I)で表される構造単位と、下記一般式(II)で表される構造単位とが共重合されたイミド変性エラストマーからなる離型材である。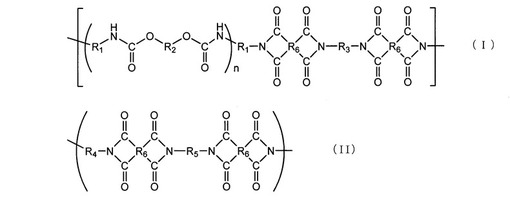 (もっと読む)
(もっと読む)
シームレスベルトの製造装置およびシームレスベルトの製造方法
【課題】シームレスベルトの厚さ精度のばらつきを抑制できるシームレスベルトの製造装置およびシームレスベルトの製造方法を提供する。
【解決手段】円筒状金型1の内面に樹脂溶液が展開された円筒状金型1を回転させて塗膜を均一化するシームレスベルトの製造装置であって、円筒状金型1の両端部を固定する、当該円筒状金型1と同芯上に対向一対に配置される一対の固定手段と、固定手段を円筒状金型1端部に固定するように、円筒状金型1の軸方向に進退可能に移動させる進退駆動手段と、固定手段をその軸回りに回転させる回転駆動手段とを有し、円筒状金型1の回転は、一対の固定手段で円筒状金型1の両端部を固定し、固定手段を回転駆動手段で回転させて、当該円筒状金型を回転させることを特徴とする。
(もっと読む)
射出成形品の製造方法
【課題】成形品作製の際のバリの発生量を抑制し、高結晶化度の成形品を得ることが可能な射出成形品の製造方法を提供する。
【解決手段】ポリアリーレンサルファイド系樹脂組成物の射出成形において、金型内表面に断熱層が形成された金型を用い、100℃以下の金型温度で射出成形する。断熱層は、熱伝導率が5W/m・K以下であるものが好ましい。また、好ましい断熱層としてはポリイミド樹脂を含むものが挙げられる。断熱層は、ポリイミド樹脂を含むものが好ましい。
(もっと読む)
モールド用離型シームレスベルト
【課題】金型を用いて半導体パッケージ等を連続的に製造する際に用いる離型部材であって、連続稼動性や経済性に優れ、金型を閉じた際の密着性が高くシワの発生が抑制でき、金型を開いた際の離型性に優れる、高い耐久性を有する離型部材を提供する。
【解決手段】本発明のモールド用離型シームレスベルトは、ポリイミド樹脂を含む内層と、エラストマーを含む外層とを備える。
(もっと読む)
合成樹脂製保持器及びその製造方法、並びに転がり軸受
【課題】従来よりもウエルド部の強度を高めた合成樹脂製保持器、並びに耐久性に優れる転がり軸受を提供する。
【解決手段】キャビティのウエルド位置に一致する位置に設けられた開口に通じる第1の樹脂溜まりと、前記第1の樹脂溜まりに近接して該キャビティに設けられた開口に通じる第2の樹脂溜まりとを備える保持器成形用金型を用い、保持器成形用樹脂組成物を射出成形して転がり軸受用の合成樹脂製保持器を製造する。また、このようにして得られた合成樹脂製保持器を備える転がり軸受を提供する。
(もっと読む)
洗浄用樹脂組成物
【課題】 ポリエーテルエーテルケトン樹脂等のスーパーエンジリアニング・プラスチックを成形加工した後の成形加工機に対して高い洗浄効果を発揮できる洗浄用樹脂組成物の提供。
【解決手段】 融点が270℃以上又はガラス転移点が180℃以上のスーパーエンジリアニング・プラスチックを成形加工した後の成形加工機を洗浄するために用いる洗浄用樹脂組成物であって、前記洗浄用樹脂組成物が、前記スーパーエンジリアニング・プラスチックと相溶性を有するか又は反応性を有する熱可塑性樹脂を含有している、洗浄用樹脂組成物。
(もっと読む)
繊維強化樹脂中空部品の成形方法
【課題】異形断面や曲がり部を持つ繊維強化樹脂中空部品を、十分に軽量化した状態でかつ肉厚もほぼ等しい状態で、容易にかつ低コストで成形することができる繊維強化樹脂中空部品の成形方法を提供する。
【解決手段】予備成形した中空樹脂コア10の外周に強化繊維21とマトリックス用樹脂24とを積層して中空積層体20とする。その中空樹脂コア10内に加圧用バッグ30を挿入配置する。中空積層体20を成形型40内に配置する。次に、成形型内に配置した中空積層体20の加圧用バッグ30内に圧力を付与しながら加熱して樹脂と強化繊維とを一体化する。
(もっと読む)
ブラダー用ゴム組成物およびそれを用いたタイヤ加硫用ブラダー
【課題】加硫回数を経ることによるブラダーの伸びを小さくすることにより繰り返し使用後の硬度の上昇と破断時伸びの低下を抑え、寿命の長いブラダー用ゴム組成物およびそれを用いたタイヤ加硫用ブラダーを提供する。
【解決手段】ゴム成分100重量部に対して、ポリパラフェニレン−テレフタラミド縮合物を0.2〜9.0重量部、有機チオサルフェート化合物もしくはシトラコンイミド化合物を0.1〜5.0重量部含有するブラダー用ゴム組成物、ならびにそれを用いたタイヤ加硫用ブラダー。
(もっと読む)
環状シームレス成形体製造用の連結式金型、該連結式金型を構成する金型ユニット、ならびに環状シームレス成形体の製造方法および製造装置
【課題】環状シームレス成形体の生産性に十分に優れた連結式金型、該連結式金型を構成する金型ユニット、ならびに環状シームレス成形体の製造方法および製造装置を提供すること。
【解決手段】軸方向で互いに連結/切り離し可能な2個以上の金型ユニット1を連結させてなり、表面に樹脂溶液を塗布されて、環状シームレス成形体を製造するための連結式金型であって、金型ユニット1が軸方向について一方の端部の樹脂溶液塗布面に隆起した段差部5を有し、隣接する金型ユニット間において段差部を有する端部と段差部を有しない端部とが連結されている連結式金型、および該連結式金型を構成する金型ユニット。上記連結式金型に対して一端側から樹脂溶液を連続的に塗布する環状シームレス成形体の製造方法であって、個々の金型ユニットにおいて段差部を有する端部が樹脂溶液塗布方向の下流側になるように樹脂溶液を塗布する環状シームレス成形体の製造方法。上記連結式金型を有する環状シームレス成形体の製造装置。
(もっと読む)
環状シームレス成形体製造用の連結式金型、ならびに環状シームレス成形体の製造方法および製造装置
【課題】膜厚が比較的均一で、かつ破損のない成形体を十分に生産性よく製造できる環状シームレス成形体製造用の連結式金型、ならびに環状シームレス成形体の製造方法を提供すること。
【解決手段】軸方向で互いに連結/切り離し可能な2個以上の金型ユニットを連結させてなり、一端側から表面に樹脂溶液を連続的に塗布されて、環状シームレス成形体を製造するための連結式金型であって、樹脂溶液の塗布の際に金型ユニット間のつなぎ目に樹脂溶液を進入させないような構成とした連結式金型。上記連結式金型に対して一端側から樹脂溶液を連続的に塗布する環状シームレス成形体の製造方法。
(もっと読む)
環状シームレス成形体製造用の連結式金型、該連結式金型を構成する金型ユニット、ならびに環状シームレス成形体の製造方法および製造装置
【課題】膜厚が比較的均一で、かつ破損のない成形体を生産性よく製造できる環状シームレス成形体製造用の連結式金型、ならびに環状シームレス成形体の製造方法および製造装置を提供すること。
【解決手段】表面に樹脂溶液を塗布されて、環状シームレス成形体を製造するための金型であって、軸方向で互いに連結/切り離し可能な2個以上の金型ユニット1を連結させてなる連結式金型10。上記連結式金型10に対して一端側Aから樹脂溶液4を連続的に塗布する環状シームレス成形体の製造方法。上記連結式金型10を有する環状シームレス成形体の製造装置。
(もっと読む)
成形用芯体、シームレス管状物およびその製造方法、画像形成装置
【課題】シームレス管状物成形体の膨れ抑制および成形用芯体からの脱型性の信頼性向上を図る。
【解決手段】成形用芯体10は、円筒状の基材11と、基材11の表面に形成される離型層と、を有し、基材11の端部12a,12bにおける水接触角が90°以上であり、かつ端部以外の部分14の水接触角が30°から80°であり、上記成形用芯体10の表面に、端部の一部分18a,18bと端部以外の部分14に樹脂を含有する溶液を塗布する塗布工程を有する。
(もっと読む)
成形用芯体、シームレス管状物およびその製造方法、画像形成装置
【課題】シームレス管状物の膨れ抑制および成形用芯体からの脱型性の信頼性向上を図る。
【解決手段】成形用芯体10は、基材11と、基材11の表面に形成される離型層14とを有し、離型層14には、水接触角が30°以上50°以下である低水接触領域領域12が複数設けられ、低水接触領域領域12の1つ当たりの面積が0.05cm2以上3.0cm2以下であり、かつ、低水接触領域領域12の総面積が離型層14の全面積の3%以上30%以下である。
(もっと読む)
1 - 20 / 50
[ Back to top ]