
Fターム[4F202AB03]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 架橋剤・加硫剤・硬化剤 (374)
Fターム[4F202AB03]に分類される特許
1 - 20 / 374
タイヤ内面用離型剤およびそれを用いたタイヤの製造方法
【課題】 生タイヤの加硫成型に複数回使用しても優れた離型性が持続するタイヤ内面用離型剤およびそれを用いたタイヤの製造方法を提供することである。
【解決手段】 タイヤ内面用離型剤は、アルキルシリコーンと、曇点20〜60℃且つ動粘度10〜60cSt(25℃)であるシリコーン系非イオン界面活性剤と、粉体からなる無機成分と、水とを含む。タイヤの製造方法は、このタイヤ内面用離型剤を、生タイヤの内面および/またはブラダーの外面に塗布し、前記ブラダーを加熱膨張させて前記生タイヤを金型に圧入し、加硫成型する第1成型工程と、前記ブラダーを加熱膨張させて別の生タイヤを金型に圧入し、加硫成型する第2成型工程とを含む製造方法である。
(もっと読む)
空気入りタイヤ及びタイヤ成形用金型
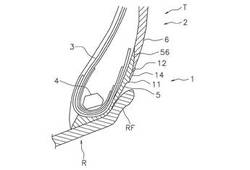
【課題】リムストリップとサイドウォールゴムとの界面及びその付近でのクラック等の製品不良を低減できる空気入りタイヤ及びタイヤ成形用金型を提供する。
【解決手段】リム装着時にリムフランジRFの外周との間隔が一定となるようにタイヤ周方向CDに延びる第1周方向凸条11がビード部1のタイヤ幅方向外側に設けられた空気入りタイヤTにおいて、第1周方向凸条11よりもタイヤ径方向外側又は内側に間隔をおいて、第1周方向凸条11よりも突出高さの低い第2周方向凸条12がタイヤ周方向CDに延設され、かつ第1周方向凸条11と第2周方向凸条12とに連なる第1径方向凸条14がタイヤ径方向に延設されており、リムストリップ5とサイドウォールゴム6との界面56は、第1周方向凸条11と第2周方向凸条12との間でタイヤ外表面に達している。
(もっと読む)
タイヤ加硫機におけるブラダ組立体の交換装置および交換方法

【課題】構造を複雑にすることなくブラダ組立体をロックし、そのロックを解除することができるようにする。
【解決手段】下部クランプリング14にハブ7が嵌った状態において、ピストンロッド6を上昇させると、上部ガイド53がロックピン51を下部クランプリング14側に押し出すことで、ロックピン51の端部51bが溝14aに嵌り、ハブ7と下部クランプリング14とがロックされる。一方、ピストンロッド6を下降させると、段付き部6aにより上部ガイド53がロックピン51よりも下方に押し下げられ、ピストンロッド6側に付勢されたロックピン51の端部51bが溝14aから抜けることで、ハブ7と下部クランプリング14とのロックが解除される。
(もっと読む)
タイヤ剥がし装置
【課題】タイヤがポストキュアインフレータの上型リムに付着する上付き現象を解消することができるタイヤ剥がし装置を提供する。
【解決手段】タイヤに装着される上下一対の上型リムおよび下型リムを有し、タイヤの後加硫を行った後に下型リムを降下させてタイヤを取り出すポストキュアインフレータに付設されているタイヤ剥がし装置であって、上型リムの側方で、上型リムに装着されたタイヤの上方に位置するように配置された押下げシリンダーを備えており、押下げシリンダーを下方に伸長させてタイヤのサイドウォール部を押し下げることにより、タイヤが載置された状態で下型リムが降下するように構成されているタイヤ剥がし装置。
(もっと読む)
タイヤの製造方法および製造装置
【課題】加硫したタイヤを加硫ブラダから抜き出して取出す際に、加硫ブラダを中心機構および加硫したタイヤのビード部に接触させることなく、タイヤを円滑に取出すことができるタイヤの製造方法および製造装置を提供する。
【解決手段】閉型したモールド9内部に配置されたグリーンタイヤGの内側に加硫ブラダ2を配置した状態で膨張させてグリーンタイヤGを加硫した後、モールド9を開型して加硫したタイヤTを加硫ブラダ2から抜き出して取り出すまでの間、制御手段10によって加硫ブラダ2の内部の真空引き操作を逐次制御して膨張収縮状態を調整することにより、加硫ブラダ2の内周面が中心機構4に接触することを防止しつつ、加硫ブラダ2の外周面が加硫したタイヤTのビード部Tbに接触することを防止する。
(もっと読む)
タイヤ加硫用ブラダおよびタイヤ加硫装置
【課題】温水加硫またはガス加硫によりグリータイヤを加硫する際に、ブラダの温度差を大幅に小さくできるタイヤ加硫用ブラダおよびタイヤ加硫装置を提供する。
【解決手段】筒状のブラダ2の内壁面に、その円周方向に対して斜めに傾斜して断続した状態または連続した状態で延びる突状部4を備えたことにより、グリーンタイヤGを加硫する時にブラダ2内部に熱媒体Hおよび加圧媒体となる温水、または、熱媒体Hとなる水蒸気と加圧媒体となるガスが注入、充填されると、突状部4に沿って誘導されて環状に膨張したブラダ2の円周方向に流動するとともに、ブラダ2の上下方向に旋回して流動し、この熱媒体Hのブラダ円周方向の円環流とブラダ上下方向の旋回流とが相乗的に作用することによって、ブラダ2の温度差が十分に小さくなる。
(もっと読む)
タイヤ、タイヤの製造方法及びタイヤ成型用金型のブレード
【課題】タイヤ成型用金型に取り付けられてタイヤのサイプを形成するためのブレードの改良により、タイヤのトレッドの踏面にベア不良を生じさせることを防止する。
【解決手段】ブレード10は、タイヤ成型用金型の踏面部に取り付けられ、タイヤの細溝の溝幅に相当する板厚を有する板状であり、この板厚を定める一方の表面11と他方の表面12とを貫通するクロスベント13を備える。このクロスベント13の貫通方向は、板厚方向に対して傾斜している。
(もっと読む)
タイヤ加硫金型
【課題】加硫成形後に金型からタイヤを離型させる際、スピューがベントホール又はベントピースの内周面から受ける抵抗を低減してスピュー切れを抑制できるタイヤ加硫金型を提供する。
【解決手段】タイヤの外表面を成形するタイヤ成形面1aに、加硫成形時にタイヤの外表面とタイヤ成形面1aとの間のエアを排出させるベントホール5が設けられたタイヤ加硫金型において、ベントホール5の内周面、又はベントホール5に嵌入される筒状のベントピース6の内周面に、0.03mm以下のスリット幅のスリット穴が形成されている。
(もっと読む)
タイヤ加硫金型
【課題】ベントホールへ嵌入する際のベントピースの曲がりを抑制できるとともに、スピューの長さを低減できるタイヤ加硫金型を提供する。
【解決手段】タイヤの外表面を成形するタイヤ成形面1aに、加硫成形時にタイヤの外表面とタイヤ成形面1aとの間のエアを排出させるベントホール5が設けられたタイヤ加硫金型において、ベントホール5に鉄系材料からなる筒状のベントピース6が嵌入され、ベントホール5とベントピース6との界面56に、金型本体及びベントピース6よりも軟質の材料からなり、厚みが500μm以下の介在層7が介在されている。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】 突起体の付加により加硫工程におけるサイドウォール部のエア溜まりを効果的に抑制して加硫故障を低減すると共に、その突起体を装飾物として活用することを可能にした空気入りタイヤ及びその製造方法を提供する。
【解決手段】 タイヤ周方向に延在して環状をなすトレッド部1と、該トレッド部1の両側に配置された一対のサイドウォール部2と、これらサイドウォール部2のタイヤ径方向内側に配置された一対のビード部3を備えた空気入りタイヤTにおいて、少なくとも一方のサイドウォール部2の外面に、サイドウォール部2の表面から突出して互いに交差するように結合された複数本の帯状突起部9aを含み、かつ各帯状突起部9の高さを末端側に向かって徐々に小さくした複数の突起体9を形成し、これら突起体9をタイヤ周上の異なる位置に配置する。
(もっと読む)
タイヤ加硫方法、及びタイヤ加硫機
【課題】不活性ガスを循環させるタイヤ加硫方法において、消費エネルギーを減らし、かつ、タイヤの生産性を高くする。
【解決手段】供給配管21を介してタイヤTの内部空間にガス(不活性ガス)を供給する供給工程と、戻り配管31を介してタイヤTの内部空間からガスを排出する排出工程と、回転式の循環装置60により戻り配管31を流れるガスを供給配管21へ供給する循環工程と、循環装置60を介して循環するガスを加熱装置52により加熱する加熱工程と、内圧出口ガス温度センサTC31(出口ガス温度センサ)により戻り配管31を流れるガスの温度を検出する出口ガス温度検出工程と、回転数減少工程とを備える。回転数減少工程は、内圧出口ガス温度センサTC31の検出温度が回転数減少温度T1(第1温度)以上の場合、内圧出口ガス温度センサTC31の検出温度が回転数減少温度T1未満の場合よりも、循環装置60の回転数をコントローラ70により減らす工程である。
(もっと読む)
ブラダーおよびそれを用いたタイヤ製造方法
【課題】カーカス層のスプライス部の存在に起因してサイドウォール部において発生する凹凸構造(バンピーサイド故障)を低減する空気入りタイヤの提供。
【解決手段】タイヤ成形時に使用するブラダーのカーカススプライス部が当接する部分に凹部を形成する。タイヤ成形時にブラダーに設けたこの凹部にカーカススプライス部を配置し、このカーカススプライス部にブラダーの凹部を、インナーライナー層を介して当接した状態で、ブラダー内部から加圧流体を供給しブラダーをインフレートして、グリーンタイヤを加硫する。このブラダー凹部は少なくともタイヤサイドウォール部内面に当節する範囲のブラダー部位に配置される。ブラダー凹部のサイズに関しては、タイヤ周方向長さはカーカススプライス長さの1〜5倍であり、凹部の最大深さはカーカス層厚さの0.5〜3倍であることを特徴とする。
(もっと読む)
タイヤ加硫機
【課題】エネルギーロスを少なくして加硫時間が短縮化することにより生産性を向上させることができるタイヤ加硫機を提供する。
【解決手段】金型とブラダーとを備え、ブラダー内部に熱圧媒体を供給することにより、ブラダーをタイヤの内面全体に密着させて加硫を行うタイヤ加硫機であって、ブラダーに熱圧媒体を供給する供給管と、ブラダーから熱圧媒体を排出する排出管と、排出管に設けられて熱圧媒体に含まれるドレンを熱圧媒体から分離するドレントラップとを備えており、ブラダーから排出された熱圧媒体は、ドレントラップでドレンと分離された後、供給管に戻される一方、ドレンは、外部に排出されるタイヤ加硫機。
(もっと読む)
タイヤ用加硫金型および自動二輪車用タイヤ
【課題】金型強度を確保し、ショルダー部根元付近やサイドウォール部でのクラックの発生を抑制することができ、さらに、走行性能の低下を抑制することができるタイヤ用加硫金型および自動二輪車用タイヤを提供する。
【解決手段】自動二輪車用タイヤを製造するためのトレッドセグメントと一対のサイドプレートとに分割されたタイヤ用加硫金型であって、前記自動二輪車用タイヤのショルダーブロックとサイドウォール部との間につなぎ部が形成され、かつタイヤ外側に凸となるようにトレッド部の溝底ラインを湾曲させるキャビティーを有し、トレッドセグメントとサイドプレートとの割り位置が、つなぎ部の外表面上に位置し、さらに、所定の条件を満足するように形成されているタイヤ用加硫金型。
(もっと読む)
微細凹凸構造を表面に有する物品の製造方法
【課題】モールドの微細凹凸構造を繰り返し転写しても、モールドと硬化樹脂層との離型性および転写された微細凹凸構造の形状や表面特性を維持でき、微細凹凸構造を表面に有する物品を安定的に生産性よく製造できる方法を提供する。
【解決手段】(I)モールド離型剤を含む離型処理溶液で、陽極酸化アルミナからなる微細凹凸構造を表面に有するロール状モールド20の表面を被覆する工程、(II)工程(I)の後、重合性化合物と重合開始剤と内部離型剤とを含む活性エネルギー線硬化性樹脂組成物38を、ロール状モールド20とフィルム42との間に挟み、これに活性エネルギー線を照射して硬化させて、微細凹凸構造が転写された硬化樹脂層44をフィルム42の表面に形成し、微細凹凸構造を表面に有する物品40を得る工程を有し、モールド離型剤と内部離型剤とのSP値の差が2.0以下である。
(もっと読む)
加硫モールドの分解組立装置および、それの使用方法
【課題】割りモールドと称される加硫モールドの、加硫機外で行う分解および組立作業を、モールドへの損傷のおそれなしに、容易にかつ短時間で行うことができ、加硫モールドの分解および組立の作業性を大きく向上させることのできる、加硫モールドの分解組立装置および、それの使用方法を提供する。
【解決手段】この発明の加硫モールドの分解組立装置は、支持台1と、支持台1上に設けられて、配置された加硫モールド20を昇降変位させる昇降テーブル2と、昇降テーブル2の周囲に配設されて、セクターモールド21を外周側から支持して該セクターモールド21を拡縮径変位させるモールド拡縮手段3とを具えてなる。
(もっと読む)
グリーンタイヤの保持装置
【課題】横倒し状態で一時的にグリーンタイヤをストックする際に、グリーンタイヤの変形を防止する膨張収縮体を、グリーンタイヤの内部に円滑にセットできるグリーンタイヤの保持装置を提供する。
【解決手段】グリーンタイヤGが横倒し状態で載置されるタイヤ載置台2と、タイヤ載置台2の上方に設置されるベースプレート4と、ベースプレート4の外周側に突出して、平面視で放射状に取り付けられる3枚以上の折畳み板5と、折畳み板5の上に載置されるゴム製の膨張収縮体7とを備え、折畳み板5の一端部をベースプレート4に回転可能に連結して、折畳み板5をベースプレート4の外周側に突出した横倒し状態にして、その上に載置されている膨張している膨張収縮体7を、収縮させるとともに折畳み板5を立ち上げることにより押圧して、ベースプレート4の中心側に向かって収容する。
(もっと読む)
マスターモデルの製作方法
【課題】複数の分割モデルからなるタイヤ成形用金型のマスターモデルを簡易に組み立てる。
【解決手段】複数の分割モデル10を組み合わせて、マスターモデル1を製作する。複数の分割モデル10は、タイヤ周方向に並べて配置する。固定治具を複数の分割モデル10に取り付ける。固定治具は、隣り合う分割モデル10の位置を合わせて分割モデル10を拘束する。固定治具により複数の分割モデル10を固定して、マスターモデル1を組み立てる。
(もっと読む)
空気入りタイヤの加硫方法および加硫装置
【課題】加硫工程でのインナーライナの擦れ故障を防止し、加硫モールド閉型時のグリーンタイヤのゴム噛みを防止する空気入りタイヤの加硫方法及び加硫装置を提供する。
【解決手段】グリーンタイヤ15の内部に最終シェーピング圧力を負荷した際に、レーザ変位計13によりグリーンタイヤ15の最大外径DTを逐次計測し、計測した最大外径DTと、予め把握している加硫モールドにおけるグリーンタイヤ15の最大外径に相当する位置の内径DMとを制御部10により比較して径寸法差dを算出し、算出した最大外径DTが予め把握している加硫モールドの内径DMよりも小さく、かつ、径寸法差dが予め設定されている許容範囲内になるように、制御部10により制御弁14を制御して最終シェーピング圧力を逐次調整する。
(もっと読む)
プレキュアトレッドの製造方法、プレキュアトレッドの加硫成型モールド、タイヤ
【課題】プレキュアトレッドの貼付面を形成するためのモールド接触表層ゴムの削り取り作業を不要とできるプレキュアトレッドの製造方法等を提供する。
【解決手段】本発明に係るプレキュアトレッドの製造方法は、台タイヤのトレッド貼付面に加硫接着される貼付面となる貼付予定面を有した未加硫のトレッドゴムを加硫成型してプレキュアトレッドを製造するプレキュアトレッドの製造方法において、2つの未加硫のトレッドゴム8;8の貼付予定面7;7同士を互いに接触させた状態で加硫成型し、加硫成型された一方のプレキュアトレッドゴム13aの貼付予定面8aと他方のプレキュアトレッドゴム13bの貼付予定面8bとの境界に沿って切断して分割することによって、当該切断面が貼付面6;6として形成されたプレキュアトレッド5;5を製造した。
(もっと読む)
1 - 20 / 374
[ Back to top ]