
Fターム[4F202AB07]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 加工性改善剤(可塑剤、粘着防止剤、滑剤、内部離型剤) (50)
Fターム[4F202AB07]に分類される特許
1 - 20 / 50
離型用フィルム
【課題】金型や成形品との剥離性に優れ、しかも、金型の形状が設計寸法通りに成形品へ転写される型形状転写性に優れるとともに、成形品の表面にゲル状粘着物が残ることなく成形品の表面平滑性が得られ、さらには、耐熱性をも備える離型用フィルムを提供する。
【解決手段】融点が140℃以上のフッ素含有ポリマーからなり、動的粘弾性での140℃における貯蔵弾性率が50MPa以下である離型用フィルム。なお、フッ素含有ポリマーは、テトラフルオロエチレン・ヘキサフルオロプロピレン・ビニリデンフロライド共重合体であることを特徴とする。
(もっと読む)
離型用フィルム
【課題】金型や成形品との剥離性に優れ、しかも、金型の形状が設計寸法通りに成形品へ転写される型形状転写性に優れるとともに、成形品の表面平滑性が得られ、さらには、140℃前後の使用温度における耐熱性も有する離型用フィルムを提供する。
【解決手段】JIS A 硬度が70以上、ビカット軟化温度が100〜180℃であるポリウレタン系エラストマー100質量部に対して、フッ素含有アルコール系化合物とフッ素含有ジオール化合物からなる群から選択される1つ又は複数の化合物を0.1〜5.0質量部の範囲に含有する熱可塑性エラストマー組成物からなっている。
(もっと読む)
微細凹凸構造を表面に有する物品の製造方法
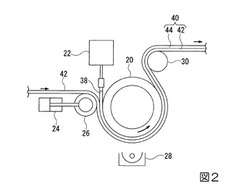
【課題】モールドの微細凹凸構造を繰り返し転写しても、モールドと硬化樹脂層との離型性および転写された微細凹凸構造の形状や表面特性を維持でき、微細凹凸構造を表面に有する物品を安定的に生産性よく製造できる方法を提供する。
【解決手段】(I)モールド離型剤を含む離型処理溶液で、陽極酸化アルミナからなる微細凹凸構造を表面に有するロール状モールド20の表面を被覆する工程、(II)工程(I)の後、重合性化合物と重合開始剤と内部離型剤とを含む活性エネルギー線硬化性樹脂組成物38を、ロール状モールド20とフィルム42との間に挟み、これに活性エネルギー線を照射して硬化させて、微細凹凸構造が転写された硬化樹脂層44をフィルム42の表面に形成し、微細凹凸構造を表面に有する物品40を得る工程を有し、モールド離型剤と内部離型剤とのSP値の差が2.0以下である。
(もっと読む)
樹脂の成形方法

【課題】金属表面の微細凹凸パタンを高度に成形品に転写でき、しかも、生産性及び経済性に優れる樹脂の成形方法を提供すること。
【解決手段】本発明の樹脂の成形方法は、金型表面に設けられた微細凹凸パタンを樹脂表面に転写する樹脂の成形方法であって、あらかじめ二酸化炭素を1MPa〜15MPaの圧力でキャビティに充填してから、0.1重量%以上の二酸化炭素が溶解した液状樹脂をキャビティに充填する充填工程を有し、金型の微細凹凸パタンが、凹みの開口部(11)を楕円で近似した場合に、短軸の長さが3μm以下であり、凹みの深さと前記短軸の長さの比(前記凹み深さ/前記短軸の長さ)が0.5以上、4.0以下であることを特徴とする。
(もっと読む)
導光板の製造方法
【課題】機械的強度、転写性、光線透過率、熱安定性、成形性に優れた導光板の製造方法を提供する。
【解決手段】表面の一部に凹凸部が形成された金型のキャビティ内に溶融樹脂を射出して成形する導光板1の製造方法において、原料樹脂として、粘度平均分子量が13,000〜15,000で且つゲルパーミエションクロマトグラフィーにより測定したポリスチレン換算の重量平均分子量と数平均分子量との比Mw/Mnが1.5〜2.7である芳香族ポリカーボネート樹脂に安定剤および離型剤を配合して成る芳香族ポリカーボネート樹脂組成物を使用し、キャビティ内に溶融樹脂を射出する時の樹脂射出速度を300mm/sec以上の範囲に設定する導光板の製造方法。
(もっと読む)
対物レンズの製造方法
【課題】従来の成形方法では、微細な回折構造を有する対物レンズを安定して成形することができなかった。
【解決手段】青色レーザを用いた光ピックアップ装置に搭載され、表面に微細構造を有する対物レンズの製造方法であって、二酸化炭素の含浸率が0.5〜1.5wt%の樹脂材料を射出成形装置に供給する供給工程と、前記供給された樹脂材料を金型内に射出し、レンズ形状に成形する成形工程と、を備える。このような構成により、微細構造を有する対物レンズを安定して成形することができる。
(もっと読む)
プラスチック成形品の成形方法
【課題】賦形面の微細なパターンを精度よく転写できるとともに、離型性及び生産性を向上させることのできるプラスチック成形品の成形方法の提供を目的とする。
【解決手段】プラスチック成形品の成形方法は、ガスが含浸され、固化したプラスチック基板6に対して、賦形面51を転写面61に押圧した状態で、転写面61を加熱し、賦形面51の構造を転写面61に転写する工程と、賦形面51を転写面61に押圧した状態で、プラスチック基板6を固化工程と、押圧した状態を解除することによって、加熱によりプラスチック基板6から放出され、押圧した状態により圧縮されていたガスを膨張させ、この膨張するガスを利用して、離型させる工程とを有する。
(もっと読む)
植物系樹脂ペレット及びその製造方法並びに植物系樹脂材料による射出成形装置
【課題】溶融粘度が低く、成形性に優れるとともに、天然木材等に近い良好な外観を付与することが可能で、しかも成形時の変色(焼けこげ)が抑制され、物性に優れる成形品を得ることができる木質樹脂ペレット、植物系樹脂ペレット及びその製造方法を提供する。
【解決手段】この発明にかかる木質樹脂ペレットは、木粉70〜91重量部と、融点を40〜100℃の間に持つワックス材料1〜15重量部とからなり、また、この発明にかかる植物系樹脂ペレットは、植物系粉末70〜91重量部融点と、40〜100℃の間に持つワックス材料1〜15重量部とからなる。
(もっと読む)
タイヤ製造用ブラダーの製造方法
【課題】タイヤ製造時におけるタイヤとブラダーとの離型性能が優れ、その持続性を向上するようにしたタイヤ製造用ブラダーの製造方法を提供する。
【解決手段】ベースゴム層2の外周面側に表面改質ゴム層3を有するタイヤ製造用ブラダー1の製造方法であって、表面改質ゴム層3の未架橋体を、有機過酸化物により架橋可能な変性ブチルゴム組成物(A)又は(B)と、有機過酸化物とを含むゴム組成物から成形したゴム成形体の表面に(メタ)アクリロイル基を有するシロキサン化合物を塗布して構成すると共に、ベースゴム層2を変性ブチルゴム組成物(A)及び(B)とは異なるゴム組成物からなる未加硫体又は加硫体で構成し、このベースゴム層2の外周面側に表面改質ゴム層3の未架橋体を積層して加熱処理するようにしたことを特徴とする。
(もっと読む)
光学成形体の成形型、光学成形体の成形方法、及び、レンズアレイ
【課題】成形されたレンズアレイに損傷を与えることなく離型することができる光学成形体の成形型、光学成形体の成形方法、及び、レンズアレイを提供する。
【解決手段】基板部と、該基板部に形成された1つ又は複数のレンズ部とを有する光学成形体を成形材料で一体に成形する成形型であって、成形型は、成形材料を挟み込むことによって該成形材料を成形する型部材を有し、型部材にレンズ部の形状を転写するためのレンズ転写部が形成され、レンズ転写部を除く部位の少なくとも一部が多孔質部である。
(もっと読む)
離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルム
【課題】離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルムを提供すること。
【解決手段】本発明は、離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルムに関する。本発明においては、幅方向に2m間の配向角差が3°以内であり、複屈折率が0.05以上である離型フィルム用2軸延伸ポリエステルフィルムを提供する。本発明に係る離型フィルム用2軸延伸ポリエステルフィルムは、複屈折率が大きく、且つ、延伸によるボーイング現象の減少により配向角に優れていることから、偏光板を用いた欠点検査時に光漏れ現象や光沢現象を制御することができる。
(もっと読む)
パターン形成方法
【課題】半導体装置等の製造に用いられるインプリントリソグラフィ方法において、パターン欠陥を低減することができるパターン形成方法を提供する。
【解決課題】パターンを有するテンプレートのパターンに選択的に硬化剤を供給し、硬化剤が供給されたテンプレートと被処理基板を接触させ、テンプレートと被処理基板を接触させた状態で光を硬化剤に照射することにより硬化剤を硬化し、硬化剤を硬化後、テンプレートを被処理基板から離して硬化剤パターンを被処理基板上に形成し、硬化剤パターンに基づき、被処理基板を加工することを特徴とするパターン形成方法。
(もっと読む)
塩化ビニル系樹脂組成物の成形加工方法
【課題】高度に安定化された塩化ビニル系樹脂組成物を、赤スジを生じることなく成形可能な塩化ビニル系樹脂組成物の成形加工方法を提供する。
【解決手段】ダイスを用いる塩化ビニル系樹脂組成物の成形加工に際し、塩化ビニル系樹脂100質量部に、(a)カルシウムアセチルアセトネート0.05〜3質量部及び(b)(a)以外のβ−ジケトン化合物0〜0.1質量部を含有する塩化ビニル系樹脂組成物を使用することを特徴とする塩化ビニル系樹脂組成物の成形加工方法である。
(もっと読む)
薄肉成形体の製造方法
【課題】 メタクリル樹脂組成物からなる成形体であって、厚さが1mm以下でありながら、耐衝撃性、とりわけ面衝撃強度に優れる薄肉成形体を作製することができる、薄肉成形体の製造方法を提供する。
【解決手段】 メタクリル樹脂組成物からなる厚さ1mm以下の薄肉成形体の製造方法であって、前記メタクリル樹脂組成物を溶融した後、1〜15mL/秒の射出速度で金型に射出することを特徴とする。前記メタクリル樹脂組成物は、該組成物総量に対し、40〜90重量%のメタクリル樹脂と10〜60重量%のゴム粒子とを含むものであることが好ましい。
(もっと読む)
モールドの製造方法
【課題】離型剤をモールド本体の表面に十分に定着させることができるモールドの製造方法を提供する。
【解決手段】(イ)表面に微細凹凸構造が形成されたモールド本体16を作製する工程と、(ロ)モールド本体16の微細凹凸構造が形成された側の表面に、表面の官能基(A)と反応し得る官能基(B)を有する離型剤で処理する工程と、(ハ)工程(ロ)の後、該モールド本体16を加熱加湿処理する工程とを有するモールドの製造方法。
(もっと読む)
薄肉成形体の製造方法
【課題】 メタクリル樹脂組成物からなる成形体であって、厚さが1mm以下でありながら、耐衝撃性、とりわけ面衝撃強度に優れる薄肉成形体を作製することができる、薄肉成形体の製造方法を提供する。
【解決手段】 メタクリル樹脂組成物からなる厚さ1mm以下の薄肉成形体の製造方法であって、前記メタクリル樹脂組成物が、該組成物総量に対し、40〜90重量%のメタクリル樹脂と10〜60重量%のゴム粒子とを含むものであり、前記メタクリル樹脂組成物を260℃以上の射出温度で金型に射出することを特徴とする。
(もっと読む)
肉薄容器及びその射出成形方法
【課題】ポリ乳酸樹脂の生分解性を損なうことなく、装飾性を備える肉薄容器及びその射出成形方法を提供する。
【解決手段】肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸してなるポリ乳酸の溶融樹脂を射出成形してなり、ゆず肌の外表面を備える。肉薄容器Wは、0.45〜0.7mmの範囲の厚さを備えることが好ましい。肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸させたポリ乳酸の溶融樹脂を射出する方法により得ることができる。キャビティ29は、ゲート32とキャビティ29の先端部との間に、ゲート32の周辺部よりも肉厚である肉厚部29aを備えることが好ましい。金型12に複数のキャビティ29が配設されている場合には、各ゲート32の開閉を電磁開閉弁により行うことが好ましい。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、前記プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対してガラス転移温度が90℃以下であるテルペン樹脂(C)0.1〜20重量部と、有機ポリマービーズ(D)0.1〜20質量部と、を含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に発泡剤として二酸化炭素を溶解して発泡成形して得られる。
(もっと読む)
熱可塑性樹脂発泡成形体及びその製造方法
【課題】外観に優れ、セル構造を均一にし、発泡セルの微細性に優れた熱可塑性樹脂発泡成形体を提供する。
【解決手段】プロピレン系重合体(A)40〜99質量%と、エチレン−α−オレフィン共重合体(B)1〜60質量%(ただし、プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計を100質量%とする)と、前記プロピレン系重合体(A)とエチレン−α−オレフィン共重合体(B)の合計100質量部に対して、前記エチレン−α−オレフィン共重合体(B)以外の重合体であって、下記の要件(1)〜(5)を全て満たすプロピレン−エチレン−α−オレフィン共重合体(C)5〜20重量部と、有機ポリマービーズ(D)0.1〜20質量部と、を含むプロピレン系樹脂組成物を溶融し、この溶融状態のプロピレン系樹脂組成物に物理発泡剤として二酸化炭素を溶解して発泡成形して得られる。
(もっと読む)
含フッ素高分岐ポリマーを用いた界面接着性制御
【課題】マトリクス樹脂に対する混合、分散性に優れ、マトリクス樹脂中で凝集を起こさず、しかも従来の線状高分子からなる剥離剤と比べて、該組成物の成形加工工程における混合・成形機械や金型への離型性、或いはフィルム等の他の樹脂成形品に対する剥離性等に優れる内部剥離剤並びに該内部剥離剤を用いることによる樹脂成形品の界面接着性の制御方法を提供すること。
【解決手段】本発明は、第1観点として、分子内に2個以上のラジカル重合性二重結合を有するモノマーAと、分子内にフルオロアルキル基及び少なくとも1個のラジカル重合性二重結合を有するモノマーBとを、該モノマーA及び該モノマーBの合計モルに対して、5モル%以上200モル%以下の重合開始剤Cの存在下で重合させることにより得られる、含フッ素高分岐ポリマーからなる内部剥離剤並びに該内部剥離剤を用いる樹脂成形品における界面接着性の制御方法。
(もっと読む)
1 - 20 / 50
[ Back to top ]