
Fターム[4F202AB11]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 充填剤(増量剤、強化剤) (280)
Fターム[4F202AB11]に分類される特許
201 - 220 / 280
表皮材積層発泡樹脂成形品の成形方法及び成形装置
【課題】表皮材のセット性を良好に維持しつつ、コアバックに起因する表皮材の皺発生を容易に抑制することができる方法および装置を提供する。
【解決手段】凹状彫込み32を有する第1型30と、凸状コア42を有する第2型40との間に、縁部51によってコア42の外周と略同形の窓部が形成された額縁状の第3型50を配設し、第3型50の表皮材保持面55に沿って表皮材12を保持し、型締めしてキャビティを形成させつつ、窓部52にかかる表皮材内側部12aを、コア42の前面でキャビティ35内側に押入し、発泡性樹脂92を注入し、コアバックを行いつつ発泡させる表皮材積層発泡樹脂成形品の成形方法において、型締めの開始時点以降かつコアバックの開始時点以前に、表皮材12のキャビティ内側に押入された部分12aと表皮材保持面に沿って保持された部分12bとを自動的に切離させる。
(もっと読む)
熱可塑性樹脂成形品および表面二次加工が施された熱可塑性樹脂成形品
【課題】
ブロンズ現象を解決し、耐候性に優れた熱可塑性樹脂成形品、更に、表面二次加工後の表面外観が良好である表面二次加工が施された熱可塑性樹脂成形品の提供。
【解決手段】
重量平均粒子径が0.1μm以上であるアクリル酸エステル系ゴムを5〜40重量%含有したASA系樹脂(A)を射出成形するに際し、予め、金型のキャビティ表面温度を該ASA系樹脂(A)の熱変形温度以上にまで加熱した金型内に射出充填して得られた熱可塑性樹脂成形品。
(もっと読む)
樹脂成形体加工方法及び樹脂成形体加工装置

【課題】気泡発生を抑制するとともに、圧力歪みを防ぎ寸法安定性に優れ、温度調節が簡単な成形体の加工方法及び加工装置を提供することである。
【解決手段】樹脂成形体Wの表層の全部又は一部に二酸化炭素を含浸させる含浸工程と、前記含浸工程において二酸化炭素が含浸された領域に、所定のパターンを有する金型6を押し付けて、そのパターンを転写する転写工程と、を有し、前記含浸工程及び前記転写工程において、前記樹脂成形体Wの温度、前記樹脂成形体Wに含浸させる二酸化炭素の温度、又は前記金型6の温度の少なくとも1つを、二酸化炭素を含浸させた後のガラス転移温度以上二酸化炭素を含浸する前のガラス転移温度未満にしていることを特徴とする。
(もっと読む)
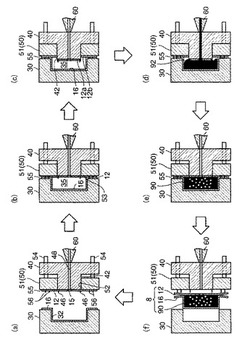
燃料電池用樹脂セパレータ及びその製造方法
【課題】高導電性、かつ高強度の燃料電池用樹脂セパレータ及びその製造方法を提供すること。
【解決手段】グラファイト粉末と熱硬化性樹脂からなり、それぞれ両面に、平行する複数の溝、もしくはジグザグ状のつながった溝を形成した燃料電池用樹脂セパレータであって、セパレータの両面に形成された溝の底部間の薄肉部の熱硬化性樹脂の含有量を、溝の縁部の熱硬化性樹脂の含有量よりも5%以上多くしたことを特徴とする燃料電池用樹脂セパレータを使用する。
(もっと読む)
熱可塑性複合材料の形成方法
【課題】熱可塑性複合材料の形成方法であって、熱可塑性複合材料が、半結晶性ポリマー、好ましくは同じ種類の半結晶性ポリマーから供給されるマトリックス及び強化材の両方を含む熱可塑性複合材料の形成方法を提供すること。
【解決手段】上記方法は以下のステップ:i)マトリックスの融点未満の温度を有する熱可塑性複合材料のスタックを金型に配置するステップと、ii)金型を閉鎖するステップと、iii)少なくとも前記ステップii)の後で前記金型の温度はマトリックスのシール点と強化材の融点との間であり、滞留時間の後に金型を開放するステップと、を含む。
(もっと読む)
樹脂発泡成形体およびその製造方法
【課題】軽量ながら厚み方向への圧縮力に対して座屈しにくく自動車の内装材として良好な弾性かつ良好な触感を得ることができるとともに、高い吸音性を得ることが可能な樹脂発泡成形体の提供を課題とする。
【解決手段】近接位置L1にあるときの一対の成形型11,12の間の距離を1.0〜10.0mmとし、近接位置L1から離間位置L2までの離間距離を1.0〜50.0mmとして、表面に非発泡のスキン層M16を形成しながら成形型11,12の離間方向D1へ前記離間距離以下で1.0mm以上となるように気泡を連続させて霜柱状に発泡セルM13を伸長させて樹脂発泡成形体M10を成形する。また、キャビティに充填された樹脂成形材料内で前記離間方向とは垂直な方向D2へ該離間方向の温度分布を異ならせて成形型を離間11,12させることにより前記温度分布の異なりに応じた空洞を内部に形成して樹脂発泡成形体を成形する。
(もっと読む)
プライバシーフィルムの製造方法
プライバシーフィルムの製造方法は、一般に、高分子材料を提供する工程と、高分子材料を、特定の幾何学形状をもつほぼ平行な細長い複数のチャネルを含む微細構造の金型上に堆積させる工程と、高分子材料を微細構造の金型のチャネルに流れ込むように誘導する工程と、チャネルの内側で高分子材料を固化させて、高分子ベースシートによって互いに連結された複数の光誘導要素を得る工程と、微細構造の金型からプライバシーフィルムを引き離す工程とを含む。 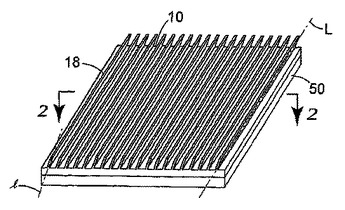 (もっと読む)
(もっと読む)
車両用内装品の成形方法
【課題】 表皮と芯材とを強固に固着することができる車両用内装品の成形方法を提供する。
【解決手段】表皮2が装着された下型11の成形面11aと上型12の成形面12とにより、加熱軟化された薄板状の素材4をその厚さ方向に挟持し、それによって素材4を芯材として成形するとともに、素材4と上記表皮2とを固着する車両用内装品の成形方法において、素材4として、加熱されることによって軟化するとともに、厚さが増大するように膨張するものを用いる。
(もっと読む)
樹脂パネル及びその製造方法
【課題】 外観見栄えが良く、かつ軽量でありながら剛性を確保できる樹脂パネルを提供する。
【解決手段】 パッケージトレイ厚み方向に沿う側面部15及び側面部15と略直交する平面部17にソリッド層からなるスキン層19を形成するとともに、成形時に成形型のキャビティ容積の拡大により熱可塑性樹脂を膨張させることでスキン層19で囲まれる内部に多数の空隙を有する膨張層21を形成する。平面部17に沿って延び長手方向全長に亘って内部に中空部23aを有するソリッド層からなる中空リブ23を両端が側面部15のスキン層19に連続するように膨張層21内に形成する。中空リブ23の中空部23aに連通する開口部19aをスキン層19に貫通形成する。
(もっと読む)
車両用樹脂製部品及びその製造方法
【課題】部品点数を増加させることなくエネルギ吸収性能に優れ、また塗料焼付け時の熱変形も防止できる車両用樹脂製部品を提供する。
【解決手段】車両2を構成する樹脂製フロントフェンダ1であって、車両に組付けた状態において負荷が作用する取り付け部1aに、当該負荷方向に沿って配向した強化繊維を含有する。
(もっと読む)
射出圧縮成形品の成形方法
【課題】寸法安定性に優れると共に、衝撃強度にも優れた大型の樹脂射出成形品の射出圧縮成形法による成形方法を提供することにあり、更に詳しくは、結晶性熱可塑性ポリマーと非晶性熱可塑性ポリマーからなる樹脂組成物、殊に強化フィラーで強化された樹脂組成物において、組成によることなく大型の樹脂射出成形品における耐衝撃性を向上させる方法を提供する。
【解決手段】結晶性熱可塑性ポリマー(a1成分)5〜90重量部、および非晶性熱可塑性ポリマー(a2成分)10〜95重量部の合計100重量部からなる樹脂組成物から最大投影面積が1000cm2以上であり、かつ厚みが0.5〜10mmである射出成形品を得るに当り、射出圧縮成形を採用して成形品の湾曲部における高速面衝撃試験により測定される23℃および−30℃における耐衝撃値を1.1〜1.6倍に向上させることを特徴とする成形方法。
(もっと読む)
インサートモールド部品
【課題】
樹脂部位にクラックが発生することなく、しかも、ウェルドの発生を防止できるインサートモールド部品を提供することにある。
【解決手段】
2つのインサート部材4A,4Bの一部が外部に露出して、2つのインサート部材の中央にたすき状に樹脂2aaを橋渡して、周囲の樹脂と一体的に連結し、インサート部材4A,4Bを保持固定する。モールド成形する金型の開閉方向の面Xに対して垂直な面Yであって、インサート部材4A,4Bの間の延長方向のインサート部材の側面の位置Gに、樹脂を鋭角に充填するトンネルゲート8bを設け、このトンネルゲートから樹脂を充填して、たすき状の樹脂2aaを形成し、インサート部材4A,4Bを保持固定する。インサートモールド部品2は、トンネルゲート8bから充填された後、スプールランナーの切り離し時の楕円形状のゲート痕8bbを有する。
(もっと読む)
成形用金型及び半導体ウェーハ用ダイシングフレーム
【課題】 成形材料を使用した射出成形により高強度等のフレームを製造する際、成形材料の合流部における強度低下を抑制することのできる成形用金型及び半導体ウェーハ用ダイシングフレームを提供する。
【解決手段】 ゲート7から溶融して供給された成形材料の充填により中空のフレーム21を形成するキャビティ8と、キャビティ8における複数の成形材料合流部9にそれぞれ連通して設けられる複数の成形材料貯留部10とを備え、パターン描画された半導体ウェーハを隙間をおいて収容包囲する半導体ウェーハ用ダイシングフレームのフレーム21を射出成形する。成形材料貯留部10に成形材料が流入することにより、成形材料合流部9で繊維状のフィラーが混合されて強度を増大させる。
(もっと読む)
複合体の製造方法
【課題】 樹脂組成物を金属製部材の表面に射出し、この金属製部材に対して高い接着強度を有する樹脂成形部が接着形成されてなる複合体を効率よく製造することができる複合体の製造方法を提供する。
【解決手段】 本発明は、内壁面の少なくとも一部に断熱層(212)が配設された金型の、断熱層(212)の表面に金属製部材(11)を配置し、その後、溶融した樹脂組成物をキャビティ空間(23a及び23b)に注入して、金属製部材と、この金属製部材の表面に接合された樹脂成形部とを有する複合体を製造する方法である。
(もっと読む)
半導体ウェーハのダイシング用フレーム
【課題】 粘着剤がダイに付着したり、フレームに残存するのを抑制防止し、しかも、例え大きな圧力を加えてもフレームからダイシング層がずれたり、外れるのを防ぐことのできる半導体ウェーハのダイシング用フレームを提供する。
【解決手段】 12インチの半導体ウェーハを収容包囲する中空のフレーム1と、フレーム1の裏面に貼着されて収容された半導体ウェーハを着脱自在に粘着保持する可撓性のダイシング層20とを備え、フレーム1を射出成形用金型により射出成形する。フレーム1の内周面2と裏面とに、実質的に丸みを有しない半径0.2mm以下のナイフエッジ形状のコーナ部5を形成させ、かつ90°以下、好ましくは45〜89°の角度θを形成させる。EVA系のダイシング層20を用いても、コーナ部5でダイシング層20の滑ることがないので、エキスパンド作業時にフレーム1からダイシング層20がずれたり、分離することがない。
(もっと読む)
樹脂成形体及びその製造方法並びに自動車のドア
【課題】 突出部の剛性を適度に高めて軽量でありながら衝撃エネルギーを効率良く吸収し得る樹脂成形体を提供する。
【解決手段】 パネル状のプレート本体17表面に荷重受け部19を一体に突設する。基端側突出部20と、基端側突出部20の頂面20aから起立して突出した先端側突出部22とで荷重受け部19を構成する。基端側突出部20及び先端側突出部22を共に、表面層を構成する樹脂密度の高いスキン層21と、スキン層21で覆われかつ多数の空隙を有しスキン層21に比べて樹脂密度の低い膨張層23a,23bとで構成するとともに、基端側突出部20及び先端側突出部22の各々の膨張層23a,23bを互いに連続して一体にする。先端側突出部22の膨張層23bの膨張率を基端側突出部20の膨張層23aの膨張率よりも大きく設定する。
(もっと読む)
プレス成形型の設計方法、プレス成形型および繊維強化複合材料成形品、ならびに、繊維強化複合材料製品の製造方法
【課題】FRPのプレス成形において、外観にボイドやかすれのない製品を生産性良く得ることができるFRP製品の製造方法、ならびにFRPプレス成形型を提供することを目的とする。
【解決手段】熱硬化性樹脂をマトリックス樹脂とするプリプレグまたはその積層体をプレス機により加圧すると同時に加熱硬化して板状の複数の製品を一方向に、または、縦横に平面状に、連結した繊維強化複合材料成形品を得るホットプレス成形に用いるプレス成形型の設計方法であって、複数の製品対応部と、該製品対応部の間に連結部を配置し、該連結部の内部には気泡誘導部を配置することを特徴とするプレス成形型の設計方法。前記ホットプレス成形に用いる成形型であって、製品対応部を含むプレス部と、製品対応部の間に位置しプレス部よりも成形型間のクリアランスが大きい気泡誘導部を有することを特徴とする繊維強化複合材料のプレス成形型。
(もっと読む)
樹脂成形体及びその製造方法並びに自動車のドア
【課題】 突出部の剛性を適度に高めて軽量でありながら衝撃エネルギーを効率良く吸収し得る樹脂成形体を提供する。
【解決手段】 パネル状のプレート本体17の表面に荷重受け部19を一体に突設する。表面層を構成する樹脂密度の高いスキン層21と、スキン層21で覆われかつ多数の空隙を有しスキン層21に比べて樹脂密度の低い膨張層23とをプレート本体17の一部及び荷重受け部19に形成する。プレート本体17及び荷重受け部19の膨張層23の膨張率をほぼ同等に設定する。荷重受け部19のスキン層21の厚みt1をプレート本体17のスキン層21の厚みt2よりも大きく設定する。
(もっと読む)
液状低温射出成形方法
本発明の成形方法は、外側を加熱した金型を用いる低温且つ、液相の射出成形プロセスである。この成形プロセスは、比較的低コストの金型を使用することが可能であるので、限られた量の成形品生産には理想的に適している。本発明で使用される成形材料はキャリアおよびバインダの成分と粉末状ポリエチレンの成分との混合物である。キャリアおよびバインダの成分は非常に低い密度のポリエチレン、ワセリン、蝋状の炭化水素、液状炭化水素のオイル、あるいはそれらの混合物である。粉末状ポリエチレンの成分とは、微細に細分化されたポリエチレンで、好適には、少なくとも30以下の低い融解指数を有する超高分子量のものである。キャリアおよびバインダの成分は、典型的には、成形プロセスの射出温度において30,000センチポアーズに達する攪拌状態での粘度を有する、粘稠度のある練り歯磨き状のものでチクソトロピー(揺変性)混合物を生成するのに十分な量が使用される。そのプロセスは、外側が加熱された金型を用いるので、金型中心部を最小限に加熱するよう制御可能であり、それにより、成分中の温度感応要素にダメージを与えることなく金型内において当該成分を組み込むことを可能にする。 (もっと読む)
ゴム製筒体の製造方法
【課題】ゴム製筒体の生産性、外観及び寸法精度を高めることができるゴム製筒体(ゴムホース)の製造方法の提供。
【解決手段】筒状の内型4の外周側に未加硫ゴム筒7を配置する。内型4の外周面を円錐台の側面から構成する。内型4をシャフト6に中心軸方向にスライド自在に外嵌する。筒状の外型5の大径側に内型4の小径側を挿入する。外型5の内周面を円錐台の側面から構成する。内型4を外型5に小径側に向けて押し込む。内型4の大径側端部の中心軸方向の移動を外型5に対して規制する。加硫成形用の熱によって内型4を小径側に熱膨張させる。内型4が外周側の未加硫ゴム筒7を外型5の内周面に押圧する。これによる加圧と加熱により未加硫ゴム筒7をゴムホース1に加硫成形する。
(もっと読む)
201 - 220 / 280
[ Back to top ]