
Fターム[4F202AB11]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 充填剤(増量剤、強化剤) (280)
Fターム[4F202AB11]に分類される特許
261 - 280 / 280
金型における冷却構造及び冷却方法

【課題】金型で成形品を成形するに際して、成形品の厚肉部における凝固遅れを解消することのできる冷却構造及び方法を提案する。
【解決手段】金型9のキャビティ15に進退可能に構成されたスライド部材30と、該スライド部材30を摺動可能に挿入したシリンダ31と、該シリンダ内周部であってスライド部材30の摺動により開閉可能となる位置に開口43a・44aを形成した供給回路43及び排出回路44と、供給回路43に冷却媒体を供給する冷却媒体供給手段34と、排出回路44から冷却媒体を排出する冷却媒体排出手段36とを備え、キャビティ15に溶湯を射出したのち型開きよりも前に、スライド部材30をキャビティ15より後退させて成形品Wに空隙Waを形成し、供給回路43及び排出回路44の開口43a・44aを開放して空隙Waに冷却媒体を供給する。冷却媒体を供給後はエアを導通させて冷却媒体を除去する。
(もっと読む)
RTM成形装置および方法

【課題】比較的大型の繊維強化樹脂製品を成形するRTM成形において、ボイドのない高品質の成形品を効率よく短時間で成形可能なRTM成形装置および方法を提供する。
【解決手段】成形型のキャビティ内に強化繊維基材を配置し、該キャビティの外周に配置された樹脂注入ラインから樹脂排出ラインに向けてマトリックス樹脂を注入して該強化繊維基材に樹脂含浸後、加熱硬化させる繊維強化樹脂のRTM成形装置において、樹脂注入ラインが複数に分割形成されていることを特徴とするRTM成形装置、およびRTM成形方法。
(もっと読む)
樹脂成形金型および樹脂成形方法
【課題】コストを上昇させることなく、高い寸法精度と転写性を有する樹脂成形品を成形できる樹脂成形金型を提供すること。
【解決手段】キャビティ3内に溶融した樹脂30を充填して、上記キャビティ3形状のレンズを成形する樹脂成形金型において、上記キャビティ3が設けられる金型本体1と、上記金型本体1の上記樹脂30と接する位置に設けられた通気性を有する多孔質部材5と、上記多孔質部材5を介して上記キャビティ3内に空気を供給する気体供給管6とを具備する。
(もっと読む)
透明な成形品の製造方法
【課題】 表面が平滑で透明性が良好な、ガラス繊維を配合した透明な成形品を効率よく製造する。
【解決手段】 樹脂成分である芳香族ポリカーボネートを80重量%、芳香族ポリカーボネートと屈折率が実質的に一致するガラス繊維を20重量%配合した成形材料を用い、金型1,2の流路6に加熱媒体を供給してキャビティ表面1a,2aを熱変形温度以上、かつ加熱分解温度以下の温度(例えば150℃)に加熱した状態で射出する。そして、射出完了後に金型1,2の流路6に冷却媒体を供給してキャビティ表面1a,2aを成形品が変形しない温度(例えば80℃)まで急激に冷却する、いわゆるヒートサイクル成形法を実施する。これによって、表面にガラス繊維が露出せず表面が平滑である、透明性が高く外観が良好な成形品が短時間で効率よく得られる。
(もっと読む)
長繊維強化熱可塑性樹脂製外装成形体
【課題】
曲げ弾性率、曲げ強さ等の機械的強度、耐薬品性、耐熱性に優れ、軽量化され、製品設計の自由度が高く、充填時の繊維配向による成形体の線膨張係数の異方性を低減した長繊維強化自動車用外装成形体を提供することにある。
【解決手段】
成形体中に分散する強化繊維の、含有率が30重量%〜90重量%であって、重量平均繊維長が1.5mm〜10mmであり、成形体の最大投影面積が20000mm2 以上であり、成形時に断面積100mm2 以下の狭流路の流路長が150mm以下であり、しかも、肉厚2mm以上の成形体部分の、最大線膨張係数が5×10-5K-1以下であり、かつ、最大線膨張係数/最小線膨張係数の比が1.8以下であることを特徴とする長繊維強化熱可塑性樹脂製外装成形体。
(もっと読む)
ホイールキャップ及びその製造方法
【課題】外観特性に優れると共に、軽量で剛性を備えたホイールキャップ及びその製造方法を提供すること。
【解決手段】円形状の意匠部10と、意匠部10の裏側面12に設けられた取付爪部2とを有し、取付爪部2を車両のホイールに係合させるよう構成されたホイールキャップである。意匠部10の半径をRとし、その中心から半径0.5Rの基準円を想定した場合に、基準円よりも外側に位置する外周部aが、その内側の内周部bよりも高い発泡倍率で発泡している。外周部aの発泡倍率をA、内周部の発泡倍率をBとした場合、A/Bが1.05以上であることが好ましい。
(もっと読む)
フィルムの製造方法
【課題】 孔径が略均一のハニカム構造フィルムを得る。
【解決手段】 ポリ−ε−カプロラクトンと両親媒性ポリアクリルアミドとを有機溶媒に溶解させて高分子溶液21を調製する。高分子溶液21を流延ダイ25から流延ベルト26上に流延してキャスト膜40を形成する。送風吸引機30から風35をキャスト膜40に送風して結露させ、水滴を生じさせる。流延ベルト26の移動速度に対する乾燥風41の相対速度を並流で5m/minに調整する。キャスト膜40中に乾燥風41の水分が結露して水滴が形成される。キャスト膜40中の有機溶媒が蒸発された後に水滴を蒸発させることでハニカム構造のフィルム12を得ることができる。
(もっと読む)
ガラス板一体樹脂成形方法及び照明器具
【目的】 本発明の目的は、成形時にガラス板が位置ずれせず、且つ割れることなく、ガラス板の周縁部に樹脂枠体を一体成形することができるガラス板一体樹脂成形方法及び照明器具を提供することにある。
【構成】 ガラス板一体樹脂成形方法は、ガラス板10の周囲に略同量の複数のシート状の樹脂材料Xを配置し、当該樹脂材料Xを上下一組の金型110、120により押圧することにより、キャビティ空間α内を流動させ、これによりガラス板10の周縁部に樹脂枠体Xを一体成形するようになっており、樹脂材料Xを配置するに当たり、樹脂材料Xを、ガラス板10を挟んで対向する位置であり、且つ樹脂材料Xの流動力がガラス板10に対して略均一に作用する位置に配置するようにしている。
(もっと読む)
動圧軸受装置
【課題】 この種の動圧軸受装置におけるハウジングを、高耐油性と低アウトガス性を有する樹脂材料で形成することで、軸受装置の清浄度を確保する。
【解決手段】 動圧軸受装置1の内部に充満させる潤滑油としてエステル系潤滑油を使用し、かつハウジング7を、ポリエーテルエーテルケトン(PEEK)、ポリフェニレンサルファイド(PPS)、ポリアミド(PA)、熱可塑性ポリイミド(TPI)、ポリブチレンテレフタレート(PBT)の何れかをベースとする樹脂材料で形成した。
(もっと読む)
樹脂成形品の成形装置および成形方法
【課題】 粉体成形材料を成形板により加圧して樹脂成形品の成形を行う樹脂成形品の成形装置および成形方法において、熱効率が悪く、成形品の冷却時間が長くかかる問題を解決する。
【解決手段】 樹脂成形品の成形装置は、対向する第一の盤2と第二の盤4の少なくとも一方の盤2に取付けられた冷却板7と、直接加熱可能または他から加熱可能であって冷却板7に対して当接および離隔され粉体成形材料Bから成形される樹脂成形品Aの成形面17aを有する成形板15と、第一の盤2と第二の盤4との間で成形板15および冷却板7を介して加圧を行う加圧機構6とが備えられている。
(もっと読む)
廃棄プラスチック及び廃棄木材を利用したコンクリート型枠
【課題】 廃棄プラスチックと廃棄木材を再利用して、その使用後廃棄する必要性がなく廃棄による弊害を防止することができるとともに、地球環境悪化原因である熱帯樹林の伐採を防ぐ為、南洋木材を使用したものに代わる用途に応じた、腐らず何度も使い回しがきき美観と強度のある、廃棄プラスチック製或いは廃棄プラスチックと廃棄木材混合製コンクリート型枠を提供する。
【解決手段】 回収した廃棄プラスチック、廃棄木材を粉砕し、それぞれの熱量に応じた割合の混合品を押出し成形機やプレス成形機や射出成形機に投入・溶融し押出し、射出して所定形状(コンクリート接着面に模様を造型)に成形し冷却などで硬化せしめ、型枠を製造する。またその型枠が使用後廃棄のおりは、回収の後適切な大きさに粉砕した後、適切な熱量を持つエネルギー資源として再利用する。
(もっと読む)
高負荷伝動ベルトおよびその製造方法
【課題】ブロックの走行方向の揺動を抑えて、ベルトの振動、騒音、発熱を防止した高負荷伝動ベルトおよびその製造方法を提供する。
【解決手段】センターベルト3をセンターベルト保持部32にセットした状態で金型30、31内のキャビティに樹脂材料を送り込んでブロック2を成形すると同時にセンターベルト3にブロック2を取り付け、更に隣り合うブロック2とブロック2との間に規制部材6を成形配置することでブロックの動きを規制し揺動を抑制する。
(もっと読む)
樹脂成形体の製造装置及び樹脂成形体の製造方法
【課題】 本発明の目的は、2液混合型の樹脂で樹脂成形体を製造する場合にあっても、製造時間を大幅に短縮でき、樹脂成形体の生産性を高めることのできる樹脂成形体の製造装置および製造方法を提供することにある。
【解決手段】 本発明は、2液混合型の樹脂を樹脂射出機10により金型5内に射出充填し、これを加熱硬化させる樹脂成形体15の製造装置において、前記樹脂射出機10と前記金型5との間に、内部に前記樹脂射出機10と前記金型5との間の樹脂流路を構成する平面状の樹脂流路21を有する加熱装置20を介在せしめたことを特徴とするものである。
(もっと読む)
樹脂成形体の製造装置
【課題】 本発明の目的は、従来から一般的な上下方向に2つ割りされた金型を有する装置であって、内部にボイドのより少ない樹脂成形体を製造できる樹脂成形体の製造装置を提供することにある。
【解決手段】 本発明は、液状の樹脂を樹脂射出機10により上部金型5aと下部金型5bからなる金型5内に射出充填し、これを加熱硬化させる樹脂成形体の製造装置において、前記金型5は一端が金型内斜め上方の位置に開口し、他端が前記上部金型5aと下部金型5bのパーテイングライン16の位置で金型5外部に開口する真空引き用貫通孔14を有していることを特徴としている。
(もっと読む)
成形品の製造方法および浴室用カウンター
【課題】ねじれや反りの発生がない成形品の製造方法および浴室用カウンターを提供する
ことを目的としている。
【解決手段】アクリル樹脂シートを真空成形して得られる成形品の表面形状をした表面材
を、成形品の裏面形状の型面を有する注型用型内にセットし、注型用型の表面材裏面と成
形品の裏面形状の型面との間に不飽和ポリエステル樹脂および充填材を含むスラリーを充
填して、スラリーを硬化させて表面材の裏面に補強層を一体成形する成形品の製造方法に
おいて、前記スラリーが、低収縮剤およびガラス短繊維の少なくともいずれか一方の添加
によってその成形時の収縮度を表面材の収縮度近傍になるように調整されていることを特
徴としている。
(もっと読む)
成形品の製造方法および浴室用カウンター
【課題】補強層の成形作業性がよく、しかも、肉厚の部分的に異なるなど、裏面の形状も
精密な構造とすることができるとともに、耐衝撃強度に優れた成形品を提供することを目
的としている。
【解決手段】アクリル樹脂シートを真空成形して得られる成形品の表面形状をした表面材
を、成形品の裏面形状の型面を有する注型用型内にセットし、注型用型の表面材裏面と成
形品の裏面形状の型面との間に不飽和ポリエステル樹脂および充填材を含むスラリーを充
填して、スラリーを硬化させて表面材の裏面に補強層が一体成形されている成形品におい
て、補強層と、表面材との間に繊維強化プラスチック層が設けられていることを特徴とし
ている。
(もっと読む)
燃料電池セパレータの製造方法およびその製造用金型
【課題】セパレータの品質向上と生産性向上、製造コスト低減を同時に実現する燃料電池セパレータの製造方法およびその製造用金型を提供する。
【解決手段】金型10は、圧縮成形タイプであり、下金型16には、成形されるセパレータに形成されるガス通路とされる孔28に対応する位置に孔20が形成される。この孔20に挿脱可能にピン24が挿入される。粉体等の流動性を有する材料を供給する前は、ピン24を、製品を成形する箇所18から後退させて孔20の内部に収容しておき、あるいは、ピン24の先端部を、製品を成形する箇所18に突出させておく。材料26の供給を開始した後、材料26内にピン24を進入させて材料26に孔28を形成し、成形を行う。
(もっと読む)
熱可塑性ポリエステルをベースとする改良された流動性を有する成形用組成物
本発明は、熱可塑性ポリエステルと、少なくとも1種のオレフィンと脂肪族アルコールの少なくとも1種のメタクリル酸エステルまたはアクリル酸エステルとを含む少なくとも1種のコポリマー(ただし、コポリマーのMFIは100g/10分以上である)と、をベースとする改良された流動性を有する熱可塑性成形用組成物と、これらの成形用組成物の調製方法と、さらには、電気産業、電子産業、通信産業、自動車産業、もしくはコンピューター産業向けの、スポーツにおける、家庭内における、医療における、または娯楽産業向けの、成形品を製造するための、これらの成形用組成物の使用と、に関する。 (もっと読む)
炭素発泡体複合ツールおよび炭素発泡体複合ツールを使用するための方法
複合形成材料から複合部品を形成するツールに関し、そのツールはツール本体を具備し、そのツール本体は、少なくとも部分的に炭素発泡体を備え、炭素発泡体の表面はツール面を備えることができ、またはツール面の材料を支持する。本発明のツールは、複合部品の製造に使用される従来のツール、特に炭素複合体の製造に使用される従来のツールよりも、製造および/または使用するのに、軽く、かつ耐久性が高く、しかも安価であり得る。加えて、このようなツールは、再使用と修理が可能であり得るうえに、通常のツールより容易に改変可能であり得る。 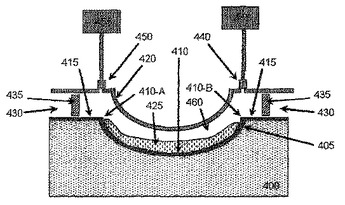 (もっと読む)
(もっと読む)
形状可変性能を有する合成樹脂成形体の製造方法および成型体
【課題】 形状可変性能を有する合成樹脂成形体の製造方法およびそれによる成型体を提供する。
【解決手段】 ポリアミド系熱可塑性樹脂粉にTi粉または酸化Ti粉の粉末を混入してなる原料により成形ペレットを作成する工程と、該成形ペレットをポリアミド系熱可塑性樹脂成形母材に10〜20vol%混入して成形原料とする工程と、該成形原料を80℃、4〜12hrs加熱乾燥する工程と、該加熱乾燥後直ちに成形温度260〜290℃、金型温度80〜120℃にて成形体の成形をする工程とを備えたことを特徴とする形状可変性能を有する合成樹脂成形体の製造方法、およびそれによる眼鏡フレーム、身体障害者用スプーンまたは製靴用型。
(もっと読む)
261 - 280 / 280
[ Back to top ]