
Fターム[4F202AB11]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 充填剤(増量剤、強化剤) (280)
Fターム[4F202AB11]に分類される特許
81 - 100 / 280
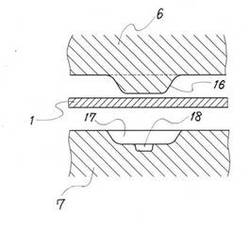
シートの圧縮成形用金型及びシートの製造方法
【課題】
解決しようとする課題は、加熱軟化させた繊維強化熱可塑性樹脂製シートを圧縮成形するに際し、冷却固化が不十分だと離型後のシートの膨張によって取付け座面の板厚が不均一となって所望の板厚精度が得られず、逆に所望の板厚精度を得るために冷却固化を十分に行うと成形サイクルが長大となりコストの増大を引き起こすという点である。
【解決手段】
シートの圧縮成形用金型の該相手部品取付け座面の中央近傍の相手部品取付け用下孔に相当する箇所の金型クリアランスを、相手部品取付け座面に相当する箇所の金型クリアランスより大きくすることにより前記課題を解決した。
(もっと読む)
容器

【課題】
解決しようとする課題は、従来の熱可塑性樹脂のブロー成形により形成される容器に高温の液体を満たすと、高温によって樹脂は軟化する上にブロー成形により形成される成形物の宿命ともいうべきピンチオフ部分の融着部位の強度的な弱点が露呈して、液体の自重による内圧力によりピンチオフ部分の裂けた箇所から高温の液体が噴き出すという極めて危険な事故を完全には防ぐことができないという点である。
【解決手段】
容器の成形用金型のパーティングラインに沿って少なくとも該容器の設置状態における側方および下方に該パーティングラインの全長の4分の3以上の長さを持つフランジを有し、且つ該容器の設置状態における水平面にほぼ平行で該フランジ3との干渉によって部分的に途切れる箇所を除き該容器の周囲の2分の1以上の範囲に複数の溝状凹部を設けることにより前記課題を解決した。
(もっと読む)
医療用物品の回転成形
【課題】医療用装置のシェル、または、他の成形物品を成形するためのシステム及び方法の提供。
【解決手段】本システムは、成形型100が内部に取付けられる多軸回転成形機械50を備える。成形型100は、成形されるべき物品の形状のキャビティ60を有している。成形型100は、シールされて真空が保持される。操作において、シリコーンまたは他の成形材料が成形型100に挿入され、成形型100が真空引きされ、成形型100は少なくとも2本の軸A、B回りに回転されて、成形材料が成形型100の内壁を被覆して、シェルまたは医療用物品を形成する、回転成形システム。
(もっと読む)
積層成形体の成形方法並びに成形装置
【課題】積層成形体の成形方法並びに成形装置であって、表皮の搬送工程、セット工程を自動化することで、作業性を高め、かつ精度の良い形状出しを可能にするとともに、絞転写性を高め成形サイクルを短縮化する。
【解決手段】表皮投入位置Aから成形待機位置Bまで表皮30を搬送する搬送用コンベア80を両側の搬送ベルト83で構成し、内部にアシストモデル70の上下動を許容するスペースを設定する。そして、搬送用コンベア80の成形待機位置Bに位置決めされた表皮30に対してアシストモデル70を上昇操作することで自動的にアシストモデル70の表皮ホルダ用プレート75で表皮30を保持し、成形上下型50,60内にアシストモデル70を投入して、表皮30をセットすることにより、表皮30のセット作業を自動化でき、かつ表皮30の加熱後、迅速に成形を可能とすることで、絞模様の転写を良好に行ないシャープな形状出しを可能にする。
(もっと読む)
金型、及びこれを用いた燃料電池セパレータの製造方法、燃料電池セパレータ
【課題】複雑な形状の燃料電池セパレータを製造するにあたって、その製造コストを低下させる。
【解決手段】図5(c)に示されるように、上型40を加圧することにより、セパレータ原料50の成形を行う。この際、加圧した状態においても、上型40の上型端部下面42と外枠上面33とは当接しない構成とされる。その後、図5(e)に示されるように、外枠30に対して上側から力を加えると、バネ60が縮み、枠部31と下型端部上面22とが当接する。この際、外枠上面35は、下型上面21の上面と同じ高さ、あるいはこれよりも低くなる構成とする。また、ピン34の上面も、下型上面21の上面と同じ高さ、あるいはこれよりも低くなる構成とする。これにより、成形後のセパレータ原料50を図5(e)中の黒矢印の方向に押し出し、取り出すことができる。
(もっと読む)
粉末射出成形法及び該方法に用いる射出成形金型
【課題】成形材料から発生するガスのガス抜きを有効に行うことが可能であり、充填不良、ガス焼け、シワなどの成形不良の発生を有効に防止可能で、外観の優れる成形体を得ることが可能な粉末射出成形法を提供する。
【解決手段】無機粉末が熱可塑性樹脂中に分散された射出成形材料を、該熱可塑性樹脂の溶融下で射出成形金型内に形成されたキャビティ5内に射出充填し、該金型内で冷却固化することにより射出成形を行う粉末射出成形法において、前記射出金型として、真空引き用流路11を介してキャビティ5と連なる材料溜め空間13が形成され且つ材料溜め空間13が真空引き孔19に連なっている構造を有するものを使用し、真空引き孔19からの真空引きにより、樹脂溜め空間13から真空引き用流路11を介してキャビティ5内を真空引きしながら、キャビティ5内に射出成形材料を射出充填することを特徴とする。
(もっと読む)
フィルムインサート成形品及びその製造方法並びにこれを備えた液晶表示装置
【課題】 本発明の目的は、フィルムをある程度撓むように、またフラットな状態にすることができるフィルムインサート成形品の製造方法を提供すること。
【解決手段】 透明乃至半透明フィルムの片面の所定領域に開口領域を形成するために印刷を施して印刷層を形成するする印刷工程S1と、印刷層の表面側にバインダー層を形成するバインダー層形成工程S2と、印刷層及びバインダー層が形成されたフィルムを所定形状にフォーミングするフォーミング工程S4と、フォーミング工程後のフィルムに抜き加工を施して中間フィルム品を形成する化粧抜き工程S5と、化粧抜き工程S5の後に凹状成形型内に中間フィルム品を装着し、凸状成形型の凸状部に開口領域に対応する枠部材を装着した後に、凹状成形型と凸状成形型とを合わせてキャビティ内に溶融樹脂を流し込んで樹脂成形を行うインサート成型工程S6と、を含むフィルムインサート成形品の製造方法。
(もっと読む)
防振装置、及び、防振装置の製造方法
【課題】簡易な構成でブラケットと外筒との締結力を確保することの可能な防振装置、及び、この防振装置の製造方法を提供する。
【解決手段】外筒14は、射出成形で形成されており、樹脂の注入部分である樹脂注入口14Hを有している。樹脂注入口14Hは、円筒部14Aの内側に1点のみ構成されている。外筒14は、ブラケット12内に圧入されている。
(もっと読む)
多層成形体の製造方法
【課題】熱可塑性樹脂材料からなる成形体の機械物性及び表面外観の両方を十分優れたものとすることができるとともに、このような成形体を効率的に製造する方法を提供すること。
【解決手段】本発明に係る多層成形体10の製造方法は、成形型100のキャビティV内に基材層1を配置する工程と、基材層1とこれに対向するキャビティ面21aとの間に形成されるクリアランスCに溶融状態の第2の熱可塑性樹脂材料を射出速度500mm/秒以上で供給し、基材層1の表面に被覆層2を形成する工程とを備え、第2の熱可塑性樹脂材料がメルトフローレート5〜400g/10分のポリオレフィン系樹脂と、無機充填材とを含有し、被覆層2の厚さが0.5mm以下であることを特徴とする。
(もっと読む)
樹脂成形体の製造方法、樹脂成形体
【課題】複数のインサート体を成形するとき、インサート体の位置ズレやインサート体と保持体の貼り合わせ作業を削減すると同時に、成形品のひけや残留エアーの防止する製造方法を提供する。
【解決手段】インサート体11を表面に表出させた樹脂成形品の製造方法において、複数のインサート体11を一体に形成し、下型体の上面に配置するとともにそのインサート体11上に押さえ部材14を配置し、下型体32に対向する上型体を互いに近接させることにより押さえ部材14を介してインサート体11を押圧しつつ、熱硬化性樹脂からなる基材12を下型体と上型体の間隙へ注入し、その後押さえ部材14が弾性変形するまで下型体及び/又は上型体により押圧する。
(もっと読む)
直鎖状ポリプロピレン系樹脂組成物、射出発泡成形体およびその製造方法
【課題】表面外観、射出発泡成形性および剛性などの物性に優れ、大幅な軽量化が可能で、リサイクル性にも優れた直鎖状ポリプロピレン系樹脂組成物、射出発泡成形体およびその製造方法を提供。
【解決手段】特性(i)〜(vi)を有する直鎖状プロピレン・エチレンブロック共重合体(A−1)とプロピレン系重合体(A−2)からなるポリプロピレン系樹脂(A)と、発泡剤(B)を含有することを特徴とする直鎖状ポリプロピレン系樹脂組成物等。
特性(i):直鎖状プロピレン重合体部分のMFRが150g/10分以上。
特性(ii):直鎖状ランダム共重合体部分の成分A−1に対する割合が2〜50重量%。
特性(iii):直鎖状ランダム共重合体部分の固有粘度[η]が5.3〜10.0dl/g。
特性(iv):MFRが100g/10分を超える。
特性(v):ダイスウエル比が1.2〜2.5。
特性(vi):180℃伸張粘度測定において歪硬化性を示す。
(もっと読む)
外枠およびその製造方法
【課題】外部表面に良好なしわおよび質感を有し、また製造した外枠の内壁の構造部品の接合強度が強固である外枠およびその製造方法を提供する。
【解決手段】外枠1は、繊維強化熱硬化性高分子マット12および繊維強化熱可塑性高分子マット16を含む。該繊維強化熱硬化性高分子マット12は型取りされ、所定形状を有する。該所定形状は曲面を呈する内部表面124を含む。該繊維強化熱可塑性高分子マット16は該繊維強化熱硬化性高分子マット12の該内部表面124に成型され、該内部表面124の曲面形状と一致する。
(もっと読む)
複合成形品およびその製造方法
【課題】軽量、薄肉、高剛性で、かつ表面外観に優れたものであり、これらの特性が要求される用途に適した複合成形品を提供する。
【解決手段】板状部材の少なくとも外縁の一部に樹脂部材を接合してなる複合成形品であって、前記樹脂部材を接合して形成された境界線より樹脂部材側に0.01〜0.50mm離れた位置から、前記板状部材の少なくとも一方の表面より樹脂部材を0.01〜0.20mm高く設けたことを特徴とする複合成形品。
(もっと読む)
半導体封止装置の製造方法および半導体封止装置
【課題】離型シートを利用して半導体装置を樹脂封止する際に、封止用樹脂成分による金型汚れを抑えることにより、生産性の向上を可能とする半導体封止装置の製造方法およびこれにより得られる外観が良好な半導体封止装置を提供することを目的とする。
【解決手段】成形用金型内の所定位置に配置された半導体装置の被封止面と前記被封止面と対向する前記成形用金型内面に配置された離型シートとの間に、エポキシ樹脂成形材料を注入封止する工程を少なくとも含む半導体封止装置の製造方法であって、前記エポキシ樹脂成形材料として、(A)ビフェニルエポキシ樹脂、(B)軟化点が70℃以上であるフェノールアラルキル樹脂、(C)硬化促進剤および(D)無機質充填剤を必須成分として含有するエポキシ樹脂成形材料を用いることを特徴とする半導体封止装置の製造方法およびこれにより得られる半導体封止装置。
(もっと読む)
圧縮賦形装置および圧縮賦形方法、ならびにこれらを用いて製造された繊維強化複合材料
【課題】長尺の梁部材を賦形するにあたり、その長手方向で積層体の厚みが変わっても同一の金型にて賦形できる積層体の圧縮賦形装置およびプリフォームの製造方法およびプリプレグ成形体の製造方法を提供する。
【解決手段】強化繊維を含むシート材の積層体を長手方向に対して間欠におよび/または連続して搬送しながら金型で圧縮賦形する圧縮賦形装置であって、前記金型には前記積層体が搬送される長手方向に2つの平面と該平面が交差して成す稜線部が曲面形状を有したコーナー部が設けられ、前記コーナー部には金型から分離することなく移動可能な可動部材が設けられたことを特徴とする圧縮賦形装置。
(もっと読む)
樹脂成形方法および樹脂成形品
【課題】樹脂成形品の強度を向上させることができる樹脂成形方法を提供することを課題とする。
【解決手段】樹脂成形方法は、金型1を締め、成形機のノズルの下流側に配置されるゲート25と、ゲート25の下流側に配置されるキャビティ292と、を備える樹脂流路90を形成すると共に、樹脂流路90に邪魔部材221D、221Uを配置する型締め工程と、ノズルから、樹脂流路90に、相対粘度が2.3以上4.5以下の液体の母材と、母材に分散される異方性の固体の充填材と、を備える溶融樹脂を注入し、溶融樹脂の流れを邪魔部材221D、221Uが邪魔することにより、邪魔部材221D、221Uの下流側にウェルド部WLを形成する注入工程と、金型1を開き、溶融樹脂が固化して形成される樹脂成形品70を取り出す型開き工程と、を有することを特徴とする。
(もっと読む)
断面の異なる複合材型材の連続成形方法
【課題】断面が異なる複合材型材を連続成形する方法を提供する。
【解決手段】中央部110に比べて両端部120、130の表面の寸法が小さいC型の移動金型100を用意して、両端部120、130及び中央部110に全体が同一面を形成するように予めプリプレグシートを積層する。ロール210、220からプリプレグシート300を引き出し、予備成形装置230を通過させて均一な断面を有するC型材310を予備成形する。予備成形品310に移動金型100を重ね合わせてホットプレス装置を通過させ、アフターキュア炉260で熱硬化を完了させ、移動金型100をとり外して成型品を完成させる。
(もっと読む)
射出成形装置
【課題】合成樹脂中にガラス等のフィラーが入っている場合に、このフィラーが成形品の表面側に浮き出てこないようにし、均一な転写を得ること。
【解決手段】キャビティS内への合成樹脂の注入前に、固定金型部6の熱媒体通路35内に熱い蒸気を供給して固定金型部6のキャビティ形成面側を合成樹脂の軟化点温度以上に昇温させるが、パーティング面に段差40を設けることにより、パーティング面に最も近い熱媒体通路35をキャビティSの下端部の近くに設けて極力パーティング面の高い面26A、6Aに近づけることができるので、キャビティSに近いパーティング面も固定金型部6のキャビティ形成面側の中央部等の温度と同等に昇温することができる。しかも、固定金型部6のキャビティ形成面側の加熱された熱が外気流通路38により温度が低い可動金型部26へと熱伝達されにくく熱を奪われにくいから、パーティング面においても昇温が十分となる。
(もっと読む)
円筒状成形品の射出成形用金型、射出成形方法及び成形品
【課題】円筒状成形品を良好な寸法精度で得ることができる射出成型用金型を提供する。
【解決手段】
本願発明の射出成形用金型は、固定側金型および可動側金型を有し、固定側金型および可動側金型の少なくとも一方が、成形品の内面を形成するコアピンを有し、コアピンの全長が、上記コアピンを有する側の金型の厚みの10〜80%である。また、上記コアピンが、キャビティを形成する他の部材を構成する材料よりも10〜99%低い熱伝導率を有する材料で構成された金型も提供する。また、上記コアピンが断熱部分を有する金型も提供する。
(もっと読む)
二色成形品の成形方法並びに成形装置
【課題】キャビティ内に仕切りプレートを昇降させてキャビティを区画、あるいは連通させ、各分割キャビティ内に異なる色彩の溶融樹脂を射出充填して成形する二色成形品の成形方法並びにその成形装置であって、金型構造の簡素化し、かつ一般部の厚みと縦壁部の厚みを均一に制御する。
【解決手段】成形上下型50,60間のキャビティCを区画する仕切りプレート70は、成形下型60に収容される膨張・収縮チューブ80に支持され、膨張・収縮チューブ80の膨張時、仕切りプレート70を成形上型50の型面に当接するまで上昇させるとともに、膨張・収縮チューブ80の収縮時、仕切りプレート70を下降させてキャビティ同士を連通させる。更に、見切りライン11の左右縁部において、仕切りプレート70、膨張・収縮チューブ80を一般部10aと縦壁部10bに分割し、動作方向を相違させることで、一般部10aと縦壁部10bとの厚みを均一に制御する。
(もっと読む)
81 - 100 / 280
[ Back to top ]