
Fターム[4F202AB11]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 充填剤(増量剤、強化剤) (280)
Fターム[4F202AB11]に分類される特許
161 - 180 / 280
自動車用内装部品並びにその製造方法
【課題】発泡樹脂基材と、その裏面側に一体化される樹脂リブとからなる積層構造体を全体、あるいは一部に採用した自動車用内装部品において、樹脂リブ成形時における樹脂漏れをなくす。
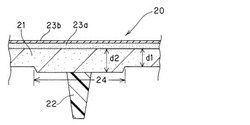
【解決手段】ドアトリム10は、ドアトリムアッパー(積層構造体)20とドアトリムロア(樹脂単体品)30とから構成されている。ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される所定パターン形状の樹脂リブ22との積層構造体から構成され、樹脂リブ22の接合部分における発泡樹脂基材21には、一般部の厚みd1よりも大きな厚みd2を有する段付き取付部24が形成されている。そして、成形下型42の溝部424内に溶融樹脂M1を射出充填して、樹脂リブ22を成形する際、溝部424のコーナー部と凹部427のコーナー部の両コーナー部がシール部A,Bとして作用し、樹脂漏れをなくす。
(もっと読む)
金型の製造方法、及びFRP成形品

【課題】汚染回復性とツヤ消しを両立することのできるFRPの成形品を成形する金型を得る。
【解決手段】汚染回復率が85%以上となるように、ツヤ消し用の梨地エッチング、サンドブラスト処理、ガラスビーズ研磨、バフ研磨、及びメッキ処理を金型の内面に順に施す。これにより、汚染回復率が85%以上のツヤ消しとされたFRP成形品を成形できる金型となる。
(もっと読む)
流体機器用樹脂部品、流体機器用樹脂部品の製造方法、及び、流体機器
【課題】 複雑な形状であっても製品の寸法精度を確保でき、且つ、型の破損を招くおそれが少ない流体機器用樹脂部品の製造方法を提供する。
【解決手段】 消失模型を用いて作成した焼成型に、カルベン構造を持つルテニウムまたはオスミウム錯体触媒の存在下で、メタセシス重合可能なシクロオレフィン類を注入して重合させて、流体機器用樹脂部品を製造する。
(もっと読む)
射出成形回転体
【課題】繊維強化樹脂中の強化繊維の不均一配向に起因する寸法精度の不良を回避し、より真円度を高くできるとともに、得ようとする射出成形回転体の形状に制約がなく、形状を自由に選択できる射出成形回転体を提供することを目的としている。
【解決手段】繊維強化樹脂組成物を複数のゲートからキャビティ内に射出することによって成形される射出成形回転体において、各ゲートが射出成形回転体の回転軸を中心とする1つの円のほぼ円周上にほぼ等間隔で設けられ、ゲート数が7以上の多点ゲートを用いて成形されることを特徴としている。
(もっと読む)
排出ローラの製造方法、排出ローラの金型、排出ローラ、並びに記録装置
【課題】排出ローラによる記録媒体の蹴飛ばし現象を防止することができる記録装置を提供すること。
【解決手段】排出ローラ163の軸部163aを合成樹脂により中空形状に形成する。これにより、従来の排出ローラの断面積よりも大きな断面積を有する排出ローラとすることにより曲げ剛性を高めることができるので、この排出ローラに排出方向とは逆方向側の力が掛かっても、排出ローラのしなり等の変形を規制することができる。したがって、排出ローラによる記録媒体の蹴飛ばし現象を防止することができ、特に全面記録時の記録精度を向上させることができる。
(もっと読む)
型内被覆成形方法及び型内被覆成形品
【課題】植物繊維を強化材とした熱硬化性成形材料の圧縮成形や射出成形において、平滑性に優れ、ヒケの少ない型内被覆成形品を得る成形方法を提供する。
【解決手段】(A)キャビティ内で熱硬化性成形材料の圧縮成形又は射出成形により、植物繊維を強化材とする樹脂成形品を成形する工程、
(B)前記樹脂成形品が熱硬化性樹脂からなる型内被覆用組成物の注入圧力及び流動圧力に耐え得る程度に硬化した後、前記金型温度又は該樹脂成形品の型内被覆する表面側の金型温度を、前記熱硬化性成形材料を硬化させる温度よりは低いが、型内被覆用組成物が十分硬化する温度にする工程、
(C)該樹脂成形品の型内被覆する表面と金型の内壁との間に型内被覆用組成物を注入し、該樹脂成形品の表面上に被膜として硬化させる工程、を含むことを特徴とする、型内被覆成形方法である。
(もっと読む)
繊維質熱可塑性材料の成形方法及び成形装置
【課題】意匠面にシワ及びスケを生じさせることなく成形できる成形体の製造方法及びこの成形を行うための成形装置を提供する。
【解決手段】本方法は、意匠面を賦形する第1型と裏面を賦形する第2型との間に、加熱繊維質熱可塑性材料を供給するに際し、材料の少なくとも外縁部の一部を第1型から離間配置する工程と、型締めする工程と、型締めした状態で材料を冷却する工程と、を備える。本装置100は、加熱繊維質熱可塑性材料200を挟んで冷却しつつ、意匠面201を賦形する第1型110及び裏面202を賦形する第2型120と、型締めまでの間、材料の少なくとも外縁部203の一部を、第1型から離間させる離間手段130と、を備える。
(もっと読む)
容器用型枠及びそれを用いた鉢形容器の製造方法
【課題】木材チップの最適な配合及び成型方法を確立することにより、所要の強度を有した見栄えのよい鉢形容器を製造することができる技術を提供すること。
【解決手段】接着剤が混入された木材チップTを型枠内で加圧成型することで、底部11と周壁部12とを有する鉢形容器1を制作するための容器用型枠2であって、基板20上にセットされる円筒状の外型枠21と、基板20上の外型枠21内にセットされる円錐台状の内型枠22と、基板20上の内型枠22と外型枠21との間に配置され、鉢形容器1の上縁部13を成型するリング型枠23とを備える。リング型枠23は、木材チップTに接触する成型面23aが鉢形容器1の上縁部13に丸みを付けるための曲面に形成されている。
(もっと読む)
タイヤ加硫モールドの洗浄方法および装置
【課題】タイヤ加硫モールド12の型付け面13に付着している汚れを効果的に除去する。
【解決手段】タイヤ加硫モールド12の型付け面13に 100度C以下の湿り飽和蒸気を接触させて汚れを膨潤させているが、このとき、タイヤ加硫モールド12が、カーボンブラックのみからなる充填材、または、少なくともシリカからなる充填材が配合されているゴム組成物を用いた未加硫タイヤを加硫するモールドであると、前者では汚れが比較的膨潤し易いため、型付け面13に湿り飽和蒸気を 100秒以上接触させ、後者では比較的膨潤し難いため、 240秒以上接触させる。
(もっと読む)
樹脂モールド金型
【課題】従来使用している樹脂にくらべて金型との密着性が高い樹脂を使用した場合でも、エアベント溝に樹脂が付着して残留することを抑え、エアベント機能が損なわれることを防止し、金型のクリーニングを容易にする。
【解決手段】一端がキャビティ20aに接続し、他端が大気に連通するエアベント溝21を備える樹脂モールド金型20において、前記エアベント溝21に、キャビティ20aに接続する一端側から大気に連通する他端側へ向けて徐々に細く絞られた形状に形成され、エアベント溝に進入した樹脂に樹脂モールド時の樹脂圧による圧縮圧力を作用させるテーパ溝部21aが設けられていることを特徴とする。
(もっと読む)
繊維強化樹脂製円筒成形品の製造方法
【課題】 脱型が困難な円筒状の成形品を、簡易な構成の成形型によって容易に成形し、成形品形状の制約を受けることなく、寸法精度が高く、強度に優れた成形品を得ることを可能にする繊維強化樹脂製円筒成形品の製造方法を提供する。
【解決手段】 抜き勾配を有しない円筒成形型1の外周面に、その肉厚方向の弾性を備えて成形品からの脱型性を高める脱型用緩衝材2を巻回しておき、この脱型用緩衝材2の外周に、成形品5と脱型用緩衝材2との離型性を高める離型シート3を巻回し、この離型シート3の外周に樹脂を含浸させた強化繊維基材を巻き付けて強化繊維基材層4を形成する。そして、硬化した円筒成形品5から円筒成形型1を脱型用緩衝材2の弾性を利用して脱型し、脱型後の円筒成形品5の内周の脱型用緩衝材2および離型シート3を除去することにより円筒成形品5を得る。
(もっと読む)
玉軸受
【課題】合成樹脂製保持器の強度を高めることにより、玉軸受の信頼性を向上させる。
【解決手段】軸方向に対向する2枚の合成樹脂製環状体6,6の対向面にボール3を収容する半球状のポケット7を周方向に間隔をおいて形成し、環状体6の隣り合うポケット7,7の間に形成された結合部8を、他方の環状体6の隣り合うポケット7,7の間に形成された結合部8に結合する合成樹脂製保持器4を有し、その合成樹脂製保持器4で内輪1と外輪2の間に組み込まれたボール3を保持する玉軸受において、結合部8の他方の環状体6の結合部8との合わせ面11とは反対側に、隣り合う一方のポケット7から他方のポケット7に至る壁14を形成する。
(もっと読む)
ラバー成形方法
【課題】ラバー成形型から被成形物に付与される成形圧力を、目標とする所定の圧力に安定して制御でき、目標とする所定形状の成形物を、とくに閉空間を有する形状の成形物であっても、安定して成形できるようにしたラバー成形方法を提供する。
【解決手段】ラバー成形型を、剛体からなる外型の内面に当接させて該外型内に配置するとともに、ラバー成形型のキャビティ内に樹脂を含む被成形物を配置し、ラバー成形型の内面と被成形物の表面との間に所定の隙間を設けた状態にて加熱を開始し、ラバー成形型の内方への熱膨張により、ラバー成形型の内面を被成形物の表面に当接させた後、ラバー成形型による成形圧力を被成形物に加えることを特徴とするラバー成形方法。
(もっと読む)
可塑化部材及びその表面処理方法
【課題】可塑化部材の耐摩耗性及び耐腐食性を高くすることができるようにする。
【解決手段】成形に伴って溶融させられた成形材料と接触させられる可塑化部材に適用されるようになっている。鉄を元素として含有する合金から成る母材と、該母材の表面に形成されたFe−Al金属間化合物とを有する。母材の表面にFe−Al金属間化合物が形成されるので、硫黄を含有する樹脂と接触してもFe−Al金属間化合物は硫化しない。したがって、可塑化部材の耐腐食性を高くすることができる。前記Al−Fe金属間化合物の層の硬度は高いので、可塑化部材の耐摩耗性を高くすることができる。
(もっと読む)
熱可塑性樹脂の表面改質射出成形用金型
【課題】成形機の改造などが不要であり、標準の成形機を用いて、比較的高価な金属錯体などの改質用材料をロスなく、高濃度で、効率的に成形品表面に析出することのできる熱可塑性樹脂の表面改質射出成形用金型を提供する。
【解決手段】この発明による熱可塑性樹脂の表面改質射出成形用金型10は、内部に、溶融状態の樹脂を保持可能で、保持された溶融樹脂2の適宜部分に、高圧ガスまたは超臨界流体に溶解した金属錯体、金属アルコキシドまたはその変性物からなる改質材3を注入・保持可能な溶融樹脂保持部30を備えている。
(もっと読む)
繊維強化熱可塑性樹脂製歯車
【課題】機械的強度が強く、長期間の疲労にも耐え、しかも製造方法が容易で生産コストの経済的な樹脂製歯車を提供する。
【解決手段】繊維強化熱可塑性樹脂製歯車において、歯の部分に重量平均繊維長が0.5mm以上である強化繊維を配向させる。また、強化繊維がガラス繊維、玄武岩繊維又は炭素繊維から選ばれた少なくとも1つの繊維を含み、熱可塑性樹脂がポリアミド樹脂、ポリオレフィン樹脂又はポリウレタン樹脂から選ばれた少なくとも1つの樹脂を含むことを特徴とする。
(もっと読む)
樹脂成形品
【課題】材料コストおよび製造コストの増大を防止しつつ意匠面でのウェルドの発生を抑制できる樹脂成形品の提供。
【解決手段】意匠面11と裏面12とを有する本体部15と、本体部15の裏面12から突出する突出部16とが一体成形される樹脂成型品10であって、突出部16の溶融樹脂流れ方向Xに沿う面部25に肉抜き部35が形成されている。これにより、金型内で、突出部16の形成のための突出部形成キャビティ内に、その面部25の形成側に沿って入り込む溶融樹脂の流れを抑制する。
(もっと読む)
成形金型
【課題】極めて高品質のパルプ成形品を得ることができる実用性に秀れた成形金型を提供する。
【解決手段】成形品5を成形する成形金型であって、該成形金型は対向する一対のキャビ型1とコア型2とから成り、このキャビ型1及びコア型2の対向面3・4には、前記成形品5となる材料が充填されるキャビティ6を形成するキャビ入れ子7とコア入れ子8とが夫々着脱自在に設けられており、前記キャビ型1と前記コア型2には、前記キャビ入れ子7及び前記コア入れ子8と外部とを断熱する断熱部材11・12が夫々設けられているもの。
(もっと読む)
長繊維強化熱可塑性樹脂パイプ成形品及びその製造方法
【課題】
本発明の目的は長繊維強化熱可塑性樹脂成形品を、その特徴である曲げ強度、剛性等をパイプ状成形品に対しても適用させ、更にはパイプ状製品の反りやたわみなどを改善する方法を提供することにある。
【解決手段】
強化繊維がペレットの長さ方向に対して実質的に平行に配列しており、かつペレットの長さが3〜50mmの範囲にあり、強化繊維の含有量が20〜80重量%である長繊維強化熱可塑性樹脂ペレットを射出成形して得られるパイプ成形品であって、長さ方向に2つ以上のウエルドを有する長繊維強化熱可塑性樹脂パイプ成形品とその製造方法を提供することにある。
(もっと読む)
プラスチック成形機洗浄用樹脂組成物
【課題】優れた機内洗浄力および自己排出性を兼ね備え、より安全性で、容易に溶融混練できて均質なペレット化も容易なプラスチック成形機の洗浄用樹脂組成物を提供すること。
【解決手段】メルトマスフローレート0.01〜5g/10分(JIS K−6922−2に準拠して190℃での測定値)の熱可塑性樹脂100質量部、滑剤1〜20質量部、および無機充填剤5〜30質量部からなるプラスチック成形機洗浄用樹脂組成物であって、前記無機充填剤は、煮あまに油吸油量が100〜160ml/100g(JIS K−5101−13−2に準拠しての測定値)の炭酸カルシウムである。
(もっと読む)
161 - 180 / 280
[ Back to top ]