
Fターム[4F202AB11]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 機能を特定したもの (1,400) | 充填剤(増量剤、強化剤) (280)
Fターム[4F202AB11]に分類される特許
1 - 20 / 280
炭素繊維強化成形品の製造方法および炭素繊維強化成形品
樹脂成形品製造方法及びフィルム
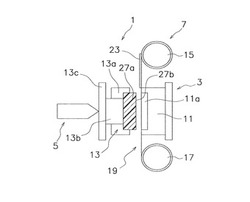
【課題】ガラス繊維強化樹脂を用いて射出成形をする場合に、製品表面の平滑性を向上させる。
【解決手段】樹脂成形品製造法は、以下の工程を有している。ガラス繊維強化樹脂25を射出成形する際に被加飾体27aの第1面27bに転写シート19の非加飾層部分21を対応させた状態で被加飾体27aを製造する。被加飾体27aの第1面27bに図柄27cを付与する。
(もっと読む)
成形構造体のリブ構造

【課題】成形構造体の補強のため、その表面に樹脂の射出成形によってリブが一体成形されて成る成形構造体のリブ構造において、リブの射出成形時に欠肉が生じる可能性のある部位を、リブの構造上、補強機能に影響しない部位に位置させることにより、欠肉が生じてもリブの補強機能が損なわれないようにする。
【解決手段】リブ22は、その両側部の基部221、222が横方向に延びており、その中央側端部で基部221が上方向に屈曲されて第1屈曲部223を成し、基部222が下方向に屈曲されて第1屈曲部224を成している。更に、各第1屈曲部223、224の各端部が共に中央側に横方向に再度屈曲されて第2屈曲部225、226が形成されている。そのため、第2屈曲部225、226同士は縦方向で互いに重なるようにされている。各第2屈曲部225、226の端部で、射出成形時の欠肉が生じても、その位置はリブの補強機能に影響しない位置となる。
(もっと読む)
樹脂プーリ
【目的】軽量でボス部を小形とし且つ強度が確保された樹脂プーリとすること。
【構成】環状部1の外周側面で且つ軸方向中間箇所から直径方向に突出すると共に周方向に沿って突出部2が形成された金属製のブッシュAと、突出部2が内周側にインサートされるプーリボス部3とプーリボス部3を直径中心として形成される円錐形状の椀状部4と椀状部4の外周に形成されたベルト掛部51が形成された外筒部5を有する樹脂プーリ本体Bとからなること。椀状部4の内側面41の延長線Laと、外側面42の延長線Lbとの間の領域に、突出部2の少なくとも一部が位置し、且つ外側面42の延長線Lbと突出部2とは交わらない構成としてなること。
(もっと読む)
高熱伝導性樹脂の射出成形物
【課題】繊維状、棒状などの一般的に普及が予想される形状のフィラーを含む樹脂を用いた成形品を、金型温度や樹脂温度などの制御をしない一般的な成形条件で成形し、同時に、熱伝導率を向上・均一化する。
【解決手段】厚みを有する板の面内方向に対向する樹脂注入口2を設けて射出成形する。該樹脂注入口から注入された樹脂は、該樹脂注入口を中心として放射状に広がり、熱物性に優れ、かつ、成形品1の場所ごとに熱物性のバラつきのない均一な該成形品を得ることができる。
(もっと読む)
射出成形装置
【課題】合成樹脂成形品にフィラーを含有し、穴等の開口を有するものであるにもかかわらず、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくして、前記合成樹脂成形品の外観を良好に仕上げること。
【解決手段】第1ゲート26Aによりフィラー29を含む溶融した熱可塑性の合成樹脂30が射出されて配向ライン27A2、27B2が形成された後において、前記第1ゲート26Aによる前記合成樹脂の射出の停止と同時に、停止前に又は停止後に前記第2ゲート26B、26Bによる前記合成樹脂の射出を開始し、且つ前記第1ゲート26Aによる前記合成樹脂の射出開始時にその上端面が前記可動金型のキャビティ形成面と同じ面一にあった昇降ピン28A、28Bをキャビティ14内に上昇させた後、元の位置に戻るように下降させる。
(もっと読む)
射出成形装置
【課題】合成樹脂成形品にフィラーを含有し、開口を有するものであっても、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくすること。
【解決手段】ゲート26Aからのキャビティ24内への溶融した合成樹脂30の注入量が増大して来ると、ゲート26Aに面する開口形成体25A、25Bの裏方に配向ライン27A2、27B2が形成される。配向ライン27A2、27B2が発生した後で、保圧が開始される前に、昇降ピン28A、28Bがキャビティ24内に進入した後、可動金型23のキャビティ形成面と同じ面一となる位置に戻る。この上昇の際に、配向ライン27A2、27B2は斜めに変形し、下降により配向ライン27A2、27B2近傍の合成樹脂30内には空間S1が形成され、ゲート26Aからの更なる合成樹脂30の射出により、配向ライン27A2、27B2近傍の合成樹脂30を空間S1内に埋めるように押し流す。
(もっと読む)
光反射成形体の製造方法及び金型
【課題】本発明は、優れた光反射性能及び光拡散性能を有する光反射成形体の製造方法を提供する。
【解決手段】 本発明の光反射成形体の製造方法は、光反射板を金型を用いて熱成形することによって光反射成形体を製造する光反射成形体の製造方法であって、上記金型の成形面には凹凸部が形成されており、上記成形面の凹凸部はその表面粗さRaが1〜20μmで且つ凹凸の平均間隔Smが5〜300μmであり、上記光反射板を加熱しながら上記金型の成形面に押し付けることによって上記金型の成形面に沿って成形すると共に、上記光反射板の表面に上記金型の成形面の凹凸部を転写して、表面粗さRaが1〜20μmで且つ凹凸の平均間隔Smが5〜300μmである凹凸面を有する光反射成形体を製造することを特徴とする。
(もっと読む)
積層成形品の成形方法
【課題】積層成形品の表面風合、並びにソフト感を維持することができるようにするとともに、設備の簡素化及び工数の短縮化並びに作業環境の改善ができるようにした積層成形品の成形方法を提供する。
【解決手段】所要形状に成形された樹脂芯材12と該樹脂芯材12の表面に表皮13を貼付してなる積層成形品の成形方法において、成形金型21における上下型23,24のキャビティ26内に熱溶融された樹脂12aを供給し、キャビティ26形状に沿って樹脂芯材12を所要形状に成形する芯材成形工程と、冷却される前の樹脂芯材12を下型24の上に保持して上下型23,24を型開きし、かつ該樹脂芯材12上に、裏面にくもの巣状ホットメルトシートを設けた表皮13を供給して積層する表皮供給工程と、表皮13を樹脂芯材12の外表面に貼り合わせ、かつ冷却させるプレス・冷却工程と、からなる。
(もっと読む)
ブロック体成形用金型
【課題】簡単な構造でありながら、抜け止め部材を有する管材接続用ブロック体を容易に成形することができるブロック体成形用金型を提供する。
【解決手段】管材接続用ブロック体50は、ケーブル保護管90の端部91を挿着する挿着孔部53が貫通形成されたレジンコンクリート製のブロック本体51を備え、このブロック本体51の挿着孔部53に、管材端部91の抜けを防止する複数の抜け止め部材52・・が取り付けられている。ブロック体成形用金型1は、ブロック本体51の外表面を成形する枠状の外型3と、この外型3の枠内に配置されて、ブロック本体51の挿着孔部53を成形する内型4とを備える。内型4は、複数の分割型材10、11、12を組み付けることによって構成され、1つの分割型材12は、複数の抜け止め部材52・・を支持する略筒状の弾性部材とされている。
(もっと読む)
円環状樹脂製品の製造方法、転がり軸受用樹脂保持器、転がり軸受、及び成形金型
【課題】2つの円環部を有する転がり軸受用樹脂保持器において、一方の円環部におけるウェルドレス化を実現しつつ、他方の円環部におけるウェルド部の強度を改善することが可能な転がり軸受用樹脂保持器を提供する。
【解決手段】転がり軸受用樹脂保持器53は、第1円環部62と、第2円環部64と、第1及び第2円環部62,64を連結し、周方向に所定の間隔で配置された複数の柱部66と、を有し、強化繊維を添加した溶融樹脂を射出することによって成形される。第1円環部62には、ウェルド部Wが形成されず、第2円環部64には、ウェルド部Wが形成され、第2円環部64は、ウェルド部Wにおいて配向が乱された強化繊維を有する。
(もっと読む)
複合材長尺部材用の複合材成形型の製作方法
【課題】プリプレグ材を使用した複合材の成形型を製作する方法を提供する。
【解決手段】まず、プリプレグシートを連続プルトルージョン成形して長尺の二次元形状の半硬化状態の成形型の素材200を製作する。
次に、この半硬化状態の素材200を成形装置100のベースプレート112上に立設した複数枚テンプレート131、132、133、134、135上に載置して三次元形状に塑性変形させ、成形装置100全体を加熱・加圧して完全硬化した成形用の型を製作する。
(もっと読む)
軸受用樹脂製保持器及びその製造方法、並びに転がり軸受
【課題】ウェルド部における強度を改善しつつ、樹脂溜まりと周方向にオーバーラップする位置においても強度を維持することが可能な軸受用樹脂製保持器を提供する。
【解決手段】キャビティ40の内周側周縁部44には、キャビティ40内のウェルド部Wが形成される位置と周方向にオーバーラップする位置に設けられ、ウェルド部Wが形成された後に溶融樹脂が流入する第3樹脂溜まり80と、第3樹脂溜まり80から周方向にオフセットした位置に設けられ、当該第3樹脂溜まり80に溶融樹脂が充填された後に溶融樹脂が流入する第1樹脂溜まり60と、第1及び第3樹脂溜まり60、80から周方向にオフセットした位置に設けられ、第1樹脂溜まり60に溶融樹脂が充填された後に溶融樹脂が流入する第2樹脂溜まり70と、が設けられている
(もっと読む)
複合成形体およびその製造方法
【課題】インサート成形における、予備成形体としての繊維強化樹脂と供給樹脂との接着性およびその信頼性、ならびに、その外観にも優れる、複合成形体およびその製造方法を提供する。
【解決手段】予め成形した、マトリックス樹脂が熱可塑性樹脂からなる繊維強化樹脂Aを予備成形体として型内に配置し、該型内の前記繊維強化樹脂A周りに液状化した樹脂Bを供給して前記繊維強化樹脂Aをインサート成形する複合成形体の製造方法であって、前記繊維強化樹脂Aの前記樹脂Bに接触する側面として、互いに異なる角度で凹型に傾斜する少なくとも2つの傾斜面を有する形状の側面を、インサート成形前に形成しておくことを特徴とする複合成形体の製造方法、およびその方法により製造された複合成形体。
(もっと読む)
繊維状フィラー入り樹脂からなる射出成形品の製造方法
【課題】板状の射出成形品の板面方向の特性の等方性を確保できると共に十分な特性を得ることのできる繊維状フィラー入り樹脂からなる射出成形品の製造方法を提案すること。
【解決手段】射出成形品1は四層の樹脂層2〜5が板厚方向に積層された断面構成となっており、各樹脂層2〜5ではそれぞれ繊維状フィラー6の配向方向2a〜5aが揃っており、各樹脂層2〜5の間ではそれぞれの配向方向2a〜5aが異なる方向となっている。各樹脂層に対応する個数のゲートから繊維状フィラー入り溶融樹脂を金型キャビティに注入して充填することで各樹脂層における繊維状フィラー入り溶融樹脂の流れ方向を制御して各樹脂層2〜5において繊維状フィラー6の配向方向2a〜5aを揃えている。
(もっと読む)
樹脂成形品
【課題】 放熱性を付与するための加工工数や組み付け工数が少なく、かつ、放熱特性の良好な樹脂成形品を提供する。
【解決手段】 電気配線用金属部材1の一部1Aを第1熱可塑性樹脂2からなる第1樹脂成形部3内に直接埋設し、さらに、第1樹脂成形部3の一部を第1熱可塑性樹脂より熱伝導率の低い第2熱可塑性樹脂からなる第2樹脂成形部9内に埋設して、電気配線用金属部材1、第1樹脂成形部3及び第2樹脂成形部9を一体化する。第1樹脂成形部3は第2樹脂成形部9に埋設されずに外部に露出した箇所を有し、当該箇所の露出表面3Bから電気配線用金属部材1に至るまでの第1熱可塑性樹脂により形成された熱可塑性樹脂層3Aの厚みtを0.4〜1mmとする。
(もっと読む)
軸受用樹脂製保持器、及びその製造方法
【課題】軸受用樹脂製保持器の十分な強度を必要とする部分においてウェルド部の形成を抑制し、且つ、ウェルド部の強度を向上することが可能な軸受用樹脂製保持器、及びその製造方法を提供することにある。
【解決手段】キャビティ40の外周側周縁部42又は内周側周縁部44には、キャビティ40内にウェルド部Wが形成される前に、溶解樹脂Gが流入する少なくとも1つの第1樹脂溜まり部60と、キャビティ40内にウェルド部Wが形成された後に、溶解樹脂Gが流入する少なくとも1つの第2樹脂溜まり部70と、が設けられる。第1樹脂溜まり部60は、該第1樹脂溜まり部60を設けない場合にキャビティ40内の前記ウェルド部が形成される位置W´ならびにゲート50と、周方向にラップしない位置においてキャビティ40の外周側周縁部42又は内周側周縁部44に設けられる。
(もっと読む)
熱プレス装置およびそれを用いた回路基板の製造方法
【課題】熱プレス装置の熱盤間の相対移動量を測定し一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造する。
【解決手段】隣合う2つの熱盤に熱盤間の相対移動量の測定手段が取り付けられていることを特徴とする熱プレス装置を提供し、その熱プレス装置を用いることにより、全方向に変形可能な柔軟性の高い材料を熱盤間に配置し、常温状態で加圧しながら熱盤間の相対移動量を測定することで相対移動量の調整が容易となり一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造し提供する。
(もっと読む)
モールドバスバーの製造法及びモールドバスバー
【課題】 通電金属部材であるバスバーに樹脂成形部をモールドするモールドバスバーの製造において、バスバーをモールド型内に保持するために、バスバーに当接する保持ピンを使用せず後加工も必要としないで、バスバーの十分な絶縁性を確保する。
【解決手段】 モールド型3内に配置した通電金属部材8に、その一部を覆う樹脂成形部6をモールドするに当り、通電金属部材8とモールド型3内面との間に樹脂製スペーサ7d,7eを介在させる。樹脂製スペーサの一方端面が通電金属部材8に当接し他方端面がモールド型3内面に当接することにより、通電金属部材8を保持する。そして、通電金属部材8と樹脂製スペーサ7d,7eの周囲に樹脂成形部6をモールドする。樹脂製スペーサ7d,7eは、樹脂成形部6との界面となる外面に段部を有する。
(もっと読む)
タブレット成形金型、ならびにタブレット、光半導体素子搭載用基板の製造方法および光半導体装置。
【課題】本発明は、熱硬化性光反射用樹脂組成物をタブレットに成形する際に、タブレット表面が黒く着色することを防止するのに適切なタブレット成形金型を提供することを目的とする。
【解決手段】少なくとも充填材と熱硬化性樹脂とを含有する熱硬化性光反射用樹脂組成物をタブレットに成形するためのタブレット成形金型であって、少なくとも上記樹脂組成物と接する成形金型の内表面がセラミック系材料またはフッ素系材料から構成され、特定の硬度を有することを特徴とするタブレット成形金型。
(もっと読む)
1 - 20 / 280
[ Back to top ]