
Fターム[4F202AB19]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 化学構造を特定したもの (303) | 有機化合物 (48)
Fターム[4F202AB19]の下位に属するFターム
炭化水素 (2)
ハロゲンを含む (1)
S、P、Siを含むもの (6)
不融性の樹脂 (1)
Fターム[4F202AB19]に分類される特許
1 - 20 / 38
複合体及びその製造方法
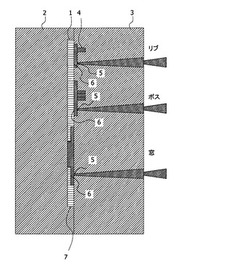
【課題】接着剤を用いずにマグネシウム−リチウム合金と樹脂組成物とを一体化させた複合体及びその製造方法を提供する。
【解決手段】金属部品1と樹脂組成物4の複合体7を次の工程を含む方法で製造する。金属部品1の基材はマグネシウム−リチウム合金である。まず、金属部品1の表面を、数平均内径10〜80nmの凹部で覆われた表面とする表面処理工程。次に、前記表面処理工程がなされた金属部品1を射出成形金型2、3にインサートし、樹脂組成物4に結晶核剤を少なくとも有する添加剤を含有させた上で、インサートされた金属部品1に射出接合させる接合工程。
(もっと読む)
繊維強化プラスチックの成形方法とその成形装置

【課題】開断面をもつ繊維強化プラスチック成形品の成形時の、成形金型として片側の金型だけを使って、金型の製作コストを半減させると同時に、押圧成形の成形コストを低減させる繊維強化プラスチック成形品の成形方法とその成形装置を提供する。
【解決手段】押圧成形用の一対の成形型のうち、一方を従来と同様の金型(2)を使い、他方の成形型を内部に多数の粒体(31)を収容した可撓性袋体(32)からなる変形自在な変形型(3)を使う。側壁部(12)を有するハウジング(1)の床面部(11)に前記変形型(3)を載置し、その上にプリプレグ(4)を載せて、プリプレグ(4)を片側の金型(2)に所定の加重をかけて押圧する。このとき、片側金型(2)のキャビティ面にてプリプレグ(4)の片面を成形し、同時にプリプレグ(4)の他面をプリプレグの片面側の変形に追随させて変形する変形型(3)によって押圧成形する。変形型(3)の変形は内部の粒体(31)の流動によりなされる。
(もっと読む)
射出成形方法、及び射出成形型
【課題】光沢ムラの抑制を図り得る射出成形方法、及び射出成形型を提供する。
【解決手段】射出成形方法は、溶融樹脂を射出成形型12内に射出し、異なる樹脂流F1、F2同士を合流させて射出成形型内に溶融樹脂を充填する充填工程S2を有し、充填工程において、一の樹脂流の流動先端FF1及び他の樹脂流の流動先端FF2の各々は、一の樹脂流の流動方向と交差して配置された一の傾斜面130、及び他の樹脂流の流動方向と交差して配置された他の傾斜面131によって、流動先端同士の間で合流時に形成される会合角βが広がるように流動しながら案内される。
(もっと読む)
有機繊維強化ポリオレフィン樹脂成形体の製造方法
【課題】長い有機繊維を用いて成形体を製造する場合であっても繊維塊の発生を抑制した有機繊維強化ポリオレフィン樹脂成形体の製造方法を提供すること。
【解決手段】残存する有機繊維の重量平均繊維長が4mm以上であり、成形体の厚みが3mm以下の有機繊維強化ポリオレフィン樹脂成形体の製造方法であって、前記有機繊維強化ポリオレフィン樹脂を溶融する溶融工程、溶融された前記有機繊維強化ポリオレフィン樹脂を一対の金型で構成する金型キャビティ内へキャビティクリアランスを変化させながら供給し充填する充填工程、および、前記有機繊維強化ポリオレフィン樹脂を冷却して、前記金型から取り出す取出工程、を含み、上記充填工程において、式(1)を満たす。
0.2≦C/L≦1.0 (1)
Cは、上記充填工程における前記キャビティクリアランスの最大値(mm)を表し、Lは、溶融工程前の前記樹脂中の有機繊維の重量平均繊維長(mm)を表す。
(もっと読む)
樹脂成形体の製造方法および製造システム、樹脂成形体、圧力容器
【課題】高いガスバリア性を有する樹脂成形体を簡便に製造する。
【解決手段】凹型と凸型とを有する金型に形成されたキャビティ内に成形材料を射出する射出工程S102と、金型を冷却し、成形材料が固化した成形中間体を形成する金型冷却工程S104と、金型を型開きし、成形中間体と密着する凸型を凹型から脱離させる型開工程S106と、凸型と成形中間体との間の気密性を維持しつつ、成形中間体の少なくとも一部を凸型から離型させる離型工程S108と、離型させた成形中間体と凸型との間に、凸型の温度よりも高い温度を有する温風を送気して、成形中間体を加熱する温風送気工程S110と、加熱された成形中間体を凸型とともに徐冷する徐冷工程S112と、を含む。
(もっと読む)
車両用内装部品の製造装置
【課題】 本発明は、接着剤を塗布、あるいはラミネートした表皮材の裏面に直接エアを供給し、接着剤の粘着力を弱めて表皮材の離型を容易にする構造を有する車両用内装部品の製造装置を提供する。
【解決手段】 車両用内装部品の樹脂芯材に、接着剤層が形成された表皮材を貼着する製造装置であって、樹脂芯材が装着される成形型17と、成形型17の外周部に沿って設けられ、樹脂芯材に貼着された表皮材の周辺部裏面にエアを供給して離型を促進するエア供給部26と、エア供給部26に接続されるエア供給系と、を備え、エア供給部26は、エア供給系26から供給されたエアを噴出する複数の噴出孔24を有する。
(もっと読む)
軽量化プラスチック靴型の処方とその製造方法
【課題】本発明は、軽量化プラスチック靴型の処方とその製造方法を提供する。
【解決手段】80乃至85重量%の高密度ポリエテンと、5乃至7.4重量%の炭酸カルシウムと、5乃至7.4重量%のマグネシウム塩ひげ結晶と、微量元素と、が含有され、これにより、材料を節約だけではなく、工程が短縮され、また、完成品が軽量化でき、省力化でき、そして、産出量が向上され、リサイクルができる。
(もっと読む)
離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルム
【課題】離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルムを提供すること。
【解決手段】本発明は、離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルムに関する。本発明においては、幅方向に2m間の配向角差が3°以内であり、複屈折率が0.05以上である離型フィルム用2軸延伸ポリエステルフィルムを提供する。本発明に係る離型フィルム用2軸延伸ポリエステルフィルムは、複屈折率が大きく、且つ、延伸によるボーイング現象の減少により配向角に優れていることから、偏光板を用いた欠点検査時に光漏れ現象や光沢現象を制御することができる。
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
メタクリル樹脂組成物、並びに成形体およびその製造方法
【課題】 表面にナノオーダーの凹凸構造を複数有する金型を使用して成形するにあたり、良好に剥離でき、得られる成形体表面にナノオーダーの微細な凹凸構造を良好に形成しうるメタクリル樹脂組成物を提供する。
【解決手段】 本発明のメタクリル樹脂組成物は、表面にナノオーダーの凹凸構造を複数有する金型を使用した成形に用いられるメタクリル樹脂組成物であって、230℃、3.8kg荷重で測定した時のMFRが0.1〜50であるメタクリル樹脂(A)と、高級脂肪酸エステル、高級脂肪族アルコール、高級脂肪酸、高級脂肪酸アミド、高級脂肪酸金属塩からなる群より選ばれる少なくとも1種(B)とを含有し、前記(B)の含有量が前記(A)100重量部に対して0.2〜0.5重量部である。
(もっと読む)
透明熱可塑性樹脂組成物、並びにこれを用いた透明熱可塑性樹脂成形品及びその製造方法
【課題】曇価が20%以下である熱可塑性樹脂成形品を、電磁波照射成形によって迅速に成形することができる電磁波照射成形用の透明熱可塑性樹脂組成物、並びにこれを用いた透明熱可塑性樹脂成形品及びその製造方法を提供すること。
【解決手段】透明熱可塑性樹脂組成物6Aは、ゴム材料からなるゴム型2のキャビティ22内に充填し、ゴム型2を介して0.78〜2μmの波長領域を含む電磁波を照射して加熱溶融させるためのものである。透明熱可塑性樹脂組成物6Aは、透明熱可塑性樹脂成形品としたときの曇価が20%以下となるよう、透明熱可塑性樹脂100質量部に対して、赤外線吸収剤を0.0005〜0.1質量部含有してなる。
(もっと読む)
樹脂製キャップ
【課題】成形加工時に発生する外観不良を低減した、光輝性を有する樹脂製キャップを提供する。
【解決手段】本発明は、熱可塑性樹脂100質量部に対し、光輝剤0.1〜5質量部と、該光輝剤とは異なる着色剤0.01〜1質量部とを配合した熱可塑性着色樹脂組成物を成形してなる樹脂製キャップであって、該樹脂製キャップ表面の表色値が、CIE1976(L*a*b*)表色系による2度及び/又は10度視野等色関数である明度指数(L*)において、外観不良部最大値をL*1、外観良好部平均値をL*2とするとき、下記式(1)を満たすことを特徴とする樹脂製キャップである。
0.01≦ΔL*=|(L*1)−(L*2)|≦5 (1)
(もっと読む)
タイヤの製造方法
【課題】耐久性の向上を図りながらタイヤの転がり抵抗を低減する。
【解決手段】金型内に装填した生タイヤのタイヤ内腔内に、高温の加熱媒体を充填して前記生タイヤをタイヤ内腔側から加熱する内側加熱と、前記金型を加熱して前記生タイヤをタイヤ外面側から加熱する外側加熱とからなる加熱工程を含む。加熱工程中において、金型の温度T1を、140〜165℃の範囲に制御する金型温度制御と、ベルトコードの表面からの距離が3mm以内であるコード近傍領域Yにおけるトッピングゴムの最高温度T2を140〜165℃の範囲に制御するコード近傍温度制御とを行う。ベルト層のトッピングゴムは、変性ブタジエンゴム及び/又は変性スチレンブタジエンゴムを10〜45質量%含むゴム成分100質量部に対して、カーボンブラック及び/又はシリカからなる補強剤を25〜55質量部含有させた。
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】可塑剤を用いなくても、優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法を提供すること。
【解決手段】以下の工程(1)及び工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。工程(1):ポリ乳酸樹脂と、カルボヒドラジド類、メラミン化合物、ウラシル類及びN−置換尿素類からなる群から選ばれる少なくとも1種の有機結晶核剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程、工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法を提供すること。
【解決手段】以下の工程(1)及び工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。工程(1):ポリ乳酸樹脂と、(a)C=Oと、NH及びOから選ばれる官能基とを分子内に有する環状化合物、(b)C=Oを分子内に有する環状化合物と、NH、S及びOから選ばれる官能基を分子内に有する環状化合物との混合物、(c)置換されていてもよく、金属を含んでいてもよいフタロシアニン化合物、及び(d)置換されていてもよいポルフィリン化合物からなる群から選ばれる少なくとも1種の有機顔料を含む有機結晶核剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程、工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
粒子材料を結合させることによる物品の製造方法
粒子材料を結合させて連続するパネルまたはシートなどの物品を製造するための方法および装置を提供する。粒子状の供給材料が熱硬化性の結合剤と混合され、混合物21が金型25へと供給され、圧縮される。混合物は電極28、29の間に圧縮されて保持され、結合剤を誘導的または誘電的に加熱して硬化させるために、高周波(RF)場が電極間に印加される。金型25への進入に先立ち、混合物は最初に取り入れ領域32へと供給され、金型における混合物の形状と実質的に同じ形状に成形される。その結果、取り入れ領域32における混合物の加熱に起因する結合剤の硬化が、混合物が所望の最終形状にある状態で生じる。取り入れ領域の形状および寸法、混合物の前進の距離など、作業パラメータも開示される。 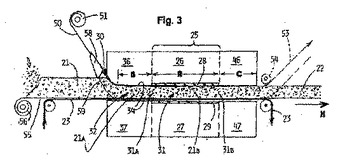 (もっと読む)
(もっと読む)
成形用中子
【課題】FRP成形時における樹脂付着を防止できると共に離型性(非粘着性)を備え、成形品から容易に引き抜くことができる成形用中子を提供する。
【解決手段】成形用中子10は、細長形状に形成されている。成形用中子10は、粘弾性を有する材料で形成された中子本体11と、中子本体11と一体成形されて中子本体11の表面を被覆するように設けられた表面被覆フィルム12と、を備える。表面被覆フィルム12がフッ素フィルムで構成されている。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】コアバック法を用いた発泡樹脂成形において、成形キャビティ内に可動コアのコアバック方向に略沿った成形型の縦壁部を存在させ、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させるに際し、前記縦壁部に隣接する樹脂部が反縦壁部側に引き込まれることを防止する。
【解決手段】成形キャビティ30内に可動型31のコアバック方向に略沿って型の縦壁部34wを存在させると共に、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させる発泡樹脂成形品の成形方法であって、可動型のコアバックにより前記縦壁部近傍の樹脂部が反縦壁部側に引き込まれることを抑制する抑制手段12,12pを講じた状態で、前記可動型をコアバックさせる、ことを特徴とする。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】コアバック法を用いた発泡樹脂成形において、成形キャビティ内に可動コアのコアバック方向に略沿った成形型の縦壁部を存在させ、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させるに際し、前記縦壁部に隣接する樹脂部が反縦壁部側に引き込まれることを防止する。
【解決手段】成形キャビティ30内に可動型31のコアバック方向に略沿って型の縦壁部34wを存在させると共に、該縦壁部に隣接する発泡性樹脂も可動型のコアバックに伴って発泡させる発泡樹脂成形品の成形方法であって、前記縦壁部近傍の樹脂部を他の樹脂部に比して高温に設定した状態で、可動型をコアバックさせる、ことを特徴とする。
(もっと読む)
発泡樹脂成形品の成形方法及び成形装置
【課題】実質的にソリッドな加圧取付部を発泡樹脂成形品の発泡本体部から一体的に突出するように成形するに際して、相手部材への取付時の加圧力によって、発泡本体部の加圧取付部に連続する部分が発泡本体部側へ沈み込むことを防止する。
【解決手段】成形型21,25内に充填された発泡性樹脂によりワーク10の発泡本体部11を発泡成形すると共に、加圧されることにより相手部材に取り付けられるソリッドな加圧取付部13を前記発泡本体部から一体的に突出するように成形するに際して、前記成形型内に充填された発泡性樹脂内へ、該発泡性樹脂が固化する前に、前記加圧力を受けるソリッドな受圧部12を埋入することを特徴とする。
(もっと読む)
1 - 20 / 38
[ Back to top ]