
Fターム[4F202AB27]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 形状 (277) | 鱗片状物 (18)
Fターム[4F202AB27]に分類される特許
1 - 18 / 18
射出成形装置
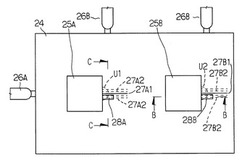
【課題】合成樹脂成形品にフィラーを含有し、穴等の開口を有するものであるにもかかわらず、ゲートに面する開口形成体の裏方に形成される配向ラインを外側から極力見えなくして、前記合成樹脂成形品の外観を良好に仕上げること。
【解決手段】第1ゲート26Aによりフィラー29を含む溶融した熱可塑性の合成樹脂30が射出されて配向ライン27A2、27B2が形成された後において、前記第1ゲート26Aによる前記合成樹脂の射出の停止と同時に、停止前に又は停止後に前記第2ゲート26B、26Bによる前記合成樹脂の射出を開始し、且つ前記第1ゲート26Aによる前記合成樹脂の射出開始時にその上端面が前記可動金型のキャビティ形成面と同じ面一にあった昇降ピン28A、28Bをキャビティ14内に上昇させた後、元の位置に戻るように下降させる。
(もっと読む)
合成樹脂の射出成形方法

【課題】成形金型の構造が複雑でなく、ウエルドマークの発生を防止し、製品の外観、強度および応力割れが発生しないようにすると共に、メタリックな色調を出す製品においてウエルドマークの影響を少なくしてその外観が損なわれないようにした合成樹脂の射出成形方法を提供する。
【解決手段】射出成形する合成樹脂15を、金型のキャビティ内に射出し、金型内の複数の溶融合成樹脂の流れの衝突によりウエルドマークを発生する位置の溶融合成樹脂部分を押圧圧縮させて、複数の流れの溶融合成樹脂15を融合させてウエルドマークの発生を防止させる。
(もっと読む)
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善すると共に、光輝性顔料、更には染顔料を配合して光輝感、更には着色を付与した樹脂組成物であって、成形品表面の光沢感に優れ、ウェルド部の外観不良の問題がなく、更には表面硬度も高い芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部と、光輝性顔料(D)0.01〜10質量部と、染顔料(E)0〜5質量部を含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
芳香族ポリカーボネート樹脂組成物及びそれからなる成形品
【課題】ガラス強化材の配合で機械的物性を改善した芳香族ポリカーボネート樹脂組成物であって、透明性に優れ、かつ表面硬度も良好な芳香族ポリカーボネート樹脂組成物を提供する。
【解決手段】質量平均分子量が15,000〜40,000の芳香族ポリカーボネート樹脂(A)60〜85質量%と、芳香族(メタ)アクリレート単位(b1)とメチルメタクリレート単位(b2)の質量比(b1/b2)が5〜50/50〜95で、質量平均分子量が5,000〜30,000である(メタ)アクリレート共重合体(B)15〜40質量%とからなる樹脂成分100質量部に対し、Eガラス強化材(C)1〜100質量部を含有する芳香族ポリカーボネート樹脂組成物。
(もっと読む)
樹脂成形体及びその製造方法、並びにリレー
【課題】粉塵の発生を十分に抑制することが可能な樹脂成形体及びその製造方法、並びに樹脂成形体を容器として用いたリレーを提供する。
【解決手段】熱可塑性樹脂に無機フィラーを混合させて造粒した樹脂組成物から成形を行う場合、樹脂成形体の剛性が向上する。樹脂組成物の流動開始温度を温度T1(℃)、樹脂組成物を金型へ注入する際の金型の温度をT2(℃)、とした場合、関係式:T2(℃)≧T1(℃)−120℃を満たすことが好ましい。この関係式が満たされる場合には、樹脂成形体からの粉塵の発生を著しく抑制することができる。樹脂成形体を容器として用いたリレーは、低粉塵であるため、リレーの接点間に粉塵が詰まることがなく、良好な接点の接触を維持することができる。
(もっと読む)
異方性粒子を使用したアクリル系材料における装飾的外観の調製方法
アクリル系材料における装飾的外観は、アスペクト比3を有する異方性粒子を含有する流動性の架橋可能なアクリル系材料を収縮性支持材に塗布し、続いて架橋して固体物品を形成することによって得られる。 (もっと読む)
樹脂成形品および金型
【課題】ウェルドラインの視認性を抑えることができる樹脂成形品および金型を提供する。
【解決手段】例えば、自動車の内装であるコントロールパネルに配置されたダイヤルノブなどの外観を構成する樹脂成形品であって、樹脂と鱗片状光輝材とを有する材着樹脂材料を用いて射出成形され、取付時に外部から視認される意匠面2と、それ以外の非意匠面3とが設けられる樹脂成形品であって、非意匠面3における材着樹脂材料の流れの会合部6の少なくとも一部分には、凹部4が形成されていることを特徴とする。
(もっと読む)
メタリック調樹脂成型品、その製造方法及び金型
【課題】成型品の意匠面に矩形の溝部があるものであっても、当該溝部による意匠性と、塗装と同様の高いメタリック感による意匠性とを両立させる。
【解決手段】熱可塑性樹脂100重量部に対して、光輝材を0.1から4重量部添加し、アスペクト比をYとし、意匠面での矩形を含む溝部の深さをXd [mm] としたとき、Y ≧ 30とXd ≧ 0.3と Y ≦ -100 Xd + 80との条件を満たす範囲内とした。
(もっと読む)
ボンド磁石の製造方法および当該製造方法に使用する射出成形用金型
【課題】冷熱衝撃による割れを生じない、十分な強度のボンド磁石を得る。
【解決手段】円環状のキャビティ1内へ周方向の複数位置に設けたゲート2から薄細片状の磁性粉を含む溶融樹脂材4を射出してリング状ボンド磁石を製造する方法において、各ゲート2から射出される溶融樹脂材4を、キャビティ1の同一周方向へ向けて射出するようにする。上記ゲート2はキャビティ1の周方向と直交する方向から20度〜45度の範囲で傾斜させてある。
(もっと読む)
取付部を有する樹脂部品
【課題】取付孔を有する取付部においてウエルド部での亀裂を防止する。
【解決手段】本体部と射出成形により一体成形された板状の取付部20は、射出成形時に取付孔221の樹脂流れ下流側に生ずるウエルドラインL上で取付部20の端縁23aから延びて突出した突部としての三角突起24を有している。この三角突起24は、射出成形時にウエルドラインLで衝突して合流した合流樹脂が流れ込んで凝固することで形成されたものである。取付孔221を起点として延びるウエルドラインLの端末は、三角突起24の先端まで延びていない。このため、三角突起24により、ウエルド部で発生する亀裂を効果的に抑えることができる。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】自動車用内装部品としての発泡射出成形品の外観を向上させるとともに、製造コストを低減する。
【解決手段】固定型11と、可動型12と、この可動型12に備えられる可動治具16と、を有する射出成形装置10を用いてドアトリム基材40を製造する。先ず、前記固定型11と前記可動型12との間に形成されるキャビティ13内に非発泡樹脂41を射出して固化させる。次に、前記可動治具16により前記非発泡樹脂41が前記固定型11に接触した状態を保持しながら前記可動型12を退避させる(選択図)。次に、前記可動治具16を前記固定型11から退避させ、前記可動型12及び前記可動治具16の退避により形成される空間内に発泡樹脂を射出する。その後、可動型12と可動治具16を退避させることにより発泡樹脂を膨張させ、非発泡樹脂41と一体成形する。
(もっと読む)
剪断流動発生部付き射出金型装置
本発明は、剪断流動発生部付き射出金型装置に関する。これは、所定ピグメントが混合された溶融樹脂が満たされる内部空間を備えた射出金型と、前記射出金型に設けられて、その一部が前記内部空間に露出し、内部空間に注入される溶融樹脂に接して、外部動力を印加されて動作し、その表面に接している溶融樹脂を粘性で剪断流動させることによって、溶融樹脂内のピグメント位置を調節する剪断力発生部と、前記剪断力発生部を動作させる駆動部、を含むことを特徴とする。上記のような本発明の射出金型装置は、射出金型内部のウェルドライン(Weld line)発生区域に位置した溶融樹脂内に、粘性流動を生じることによって、当該区域の溶融樹脂内に混合されているピグメントの位置を調節することができるため、ウェルドライン周辺におけるピグメントの配向不良及び含量不足による問題を解決し、高品質の成型品を制作することができる。 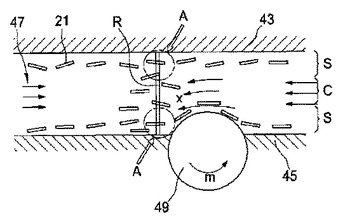 (もっと読む)
(もっと読む)
樹脂発泡成形体およびその製造方法
【課題】軽量ながら厚み方向への圧縮力に対して座屈しにくく自動車の内装材として良好な弾性かつ良好な触感を得ることができるとともに、高い吸音性を得ることが可能な樹脂発泡成形体の提供を課題とする。
【解決手段】近接位置L1にあるときの一対の成形型11,12の間の距離を1.0〜10.0mmとし、近接位置L1から離間位置L2までの離間距離を1.0〜50.0mmとして、表面に非発泡のスキン層M16を形成しながら成形型11,12の離間方向D1へ前記離間距離以下で1.0mm以上となるように気泡を連続させて霜柱状に発泡セルM13を伸長させて樹脂発泡成形体M10を成形する。また、キャビティに充填された樹脂成形材料内で前記離間方向とは垂直な方向D2へ該離間方向の温度分布を異ならせて成形型を離間11,12させることにより前記温度分布の異なりに応じた空洞を内部に形成して樹脂発泡成形体を成形する。
(もっと読む)
加飾用積層シ―ト及び被覆成形品の製造方法
【課題】 表面層を有する加飾用成形シートであって、成形直前の高温加熱により硬化反応が進行しすぎず、成形時の伸び率が高く(真空成形法で300%以上の展開倍率を有する。)、得られる被覆成形品の外観や表面光沢に優れる加飾用積層シートを提供する。
【解決手段】 表面層(A)と透明又は半透明の熱可塑性樹脂層(B)とインキ層(C)と支持基材層(D)とがこの順に積層された加飾用積層シートであって、前記表面層(A)は、2級水酸基を含有し酸価が1.0(KOHmg/g)以下でありガラス転移温度が30〜100℃の熱可塑性樹脂と、ポリイソシアネート化合物とを含有し、イソシアネート反応率20〜80%の範囲で半硬化させた層である加飾用積層シート、及び、金型表面に前記加飾用積層シートを密着させる際のシート温度が100℃以上である被覆成形品の製造方法。
(もっと読む)
高強度高機能樹脂成形品およびその製造方法
【課題】メッシュを埋設した樹脂成形品の強度を増し、しかも軽量化をはかる。
【解決手段】成形品の内面側に位置する片側端面に沿わせてメッシュをインサートして一体に埋設してなる。これにより外面からの衝撃を受けて成形品が局所的かつ瞬間的に内面側に膨出しようとする応力に対して内面側に一体に埋設されたメッシュが放射方向に引っ張り力を発揮して対応し、上記した外面からの衝撃を強力に跳ね返すべく作用する結果、成形品の破損を防止することができ、しかもその分だけ成形品の肉圧を軽減することができ、軽量化をはかることができるばかりでなく、樹脂材使用量の節約が可能となりコストの低減化をもはかることができる。
(もっと読む)
燃料電池用セパレータの製造方法および製造装置
【課題】 ゲート部除去とセパレータ形状加工を1つの工程で行うことができる燃料電池用セパレータの製造方法および製造装置の提供。
【解決手段】 射出成形用金型を用いてセパレータ中間品18Mを成形する第1の工程と、ついでセパレータ中間品18Mからセパレータ非製品部分44を除去してセパレータを製造する第2の工程とを有する燃料電池用セパレータの製造方法であって、第1の工程で、射出成形用金型にセパレータ非製品部分44に対応する金型部位にゲート46を配置しておき該ゲート46から金型内成形用空間に成形材料を射出してセパレータ中間品を成形し、第2の工程で、セパレータ中間品18Mからセパレータ非製品部分44を除去する際に、セパレータ中間品のゲート対応部分をセパレータ非製品部分44とともに除去するようにした、燃料電池用セパレータの製造方法、および製造装置。
(もっと読む)
樹脂製リング形状品の射出成形型
【課題】 樹脂製リング形状品を射出成形する場合にウェルドラインの発現を抑制して、成形されたリング形状品の意匠性を向上させる。
【解決手段】 ファンゲート25をキャビティ15に向かって扇状に広がるように形成する。型閉じ状態でファンゲート25の先端部を、キャビティ15に対し中央が大きく臨むとともに両端に行くに従って次第に小さく臨むよう円弧状に構成する。光沢材を含有する熱可塑性樹脂をキャビティ15内にファンゲート25から射出して樹脂製リング形状品を成形する。
(もっと読む)
熱伝導性成形品
【課題】 厚さ方向に高い熱伝導性を有した放熱性の優れた成形品を得る。
【解決手段】 熱伝導率が5W/m・K以上、アスペクト比が5以上で、長辺が0.2〜6mmの繊維状および/又は板状の熱伝導材を1〜70質量%含有する熱可塑性樹脂組成物を成形品1個当たりゲートが2点以上の型を用いて成形したことを特徴とする熱伝導性成形品である。好ましい態様は、成形品1個当たりゲートの数が3点以上であることを特徴とする前記の成形品であり、また、成形品の厚さ方向に測定した熱伝導率が1.5〜25W/m・K以上であることを特徴とする前記の成形品である。
(もっと読む)
1 - 18 / 18
[ Back to top ]