
Fターム[4F202AC04]の内容
プラスチック等の成形用の型 (108,678) | 材料の状態・形態 (793) | 粉末 (46)
Fターム[4F202AC04]に分類される特許
1 - 20 / 46
パウダースラッシュ成形装置のシール構造
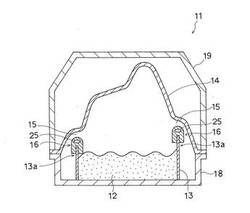
【課題】主に、簡単な構成で金型との間の隙間をなくすと共にシール力を均一化し得るようにする。
【解決手段】パウダースラッシュ成形装置11を構成するリザーバ容器13の開口縁部13aに、金型14に当接してシール可能なシール材16が取付けられたパウダースラッシュ成形装置11のシール構造に関する。そして、シール材16の金型14に当接する部分に、内部に流体を注入することによって風船状に膨らませることのできる膨張可能部25を設けるようにしている。
(もっと読む)
開口部の多い物の内面樹脂被膜形成法

【課題】 流動樹脂粉を使い、開口部が3ヶ所以上ある物を、回転せずに内面に樹脂被膜を形成し、残留樹脂の掃除ができる実用的な方法を得ること。
【解決手段】 開口部の1ヶ所に入口管と出口管を接続し、他の開口部には出口管を接続して、流動樹脂粉を流し内面に樹脂被膜を形成する。
均一な厚さの樹脂被膜を得るために、各開口部から出口管に流れる管路に流量調節弁を設けて流動樹脂粉の流量を調節する。
出口管へ流れた流動樹脂粉は、集塵機で樹脂粉と空気に分離して回収する。
樹脂被膜が形成されたならば流動樹脂粉の流れを止め、今度は空気を入口管から吹込んで残留樹脂粉を掃除する。樹脂粉の堆積がある場合は、これを吹飛ばす空気の吹込管を出口管に設けて堆積樹脂粉を掃除する。
(もっと読む)
樹脂モールド方法および樹脂モールド装置
【課題】所望の成形品質の成形品を得ることのできる技術を提供する。
【解決手段】まず、金型クランプ面23aで開口するキャビティ凹部5の底面に設けられたポット27と、ポット27内で型締め動作に応じて相対的に往復動するように設けられたプランジャ31とを有するモールド金型2を準備する。次いで、ポット27内にポット用樹脂6aを供給した後、キャビティ凹部5内にキャビティ用樹脂6bを供給する。次いで、モールド金型2を型締めすることによって、溶融したポット用樹脂6aおよびキャビティ用樹脂6bを混ぜ合わせるようにプランジャ31で押圧し、キャビティ凹部5内に溶融樹脂6を充填する。次いで、キャビティ凹部5内の溶融樹脂6を所定の樹脂圧で保圧して加熱硬化させる。
(もっと読む)
半導体装置製造用耐熱性粘着シート、該シートに用いる粘着剤、及び該シートを用いた半導体装置の製造方法
【課題】粘着テープを仮固定用支持体として用いた基板レス半導体パッケージの製造方法においては、樹脂封止の際の圧力によりチップが保持されず、指定の位置からずれ、配線とチップの相対的な位置関係もずれる。また、粘着テープを剥離する際に糊残りが発生し、パッケージ表面を汚染して、その後の配線工程で、配線とチップとの接続を妨害することになる。これらの問題点を解決する耐熱性粘着シートを提供する。
【解決手段】基板レス半導体チップを樹脂封止する際に、貼着して使用される半導体装置製造用粘着シート2であって、前記粘着シート2は基材層と粘着剤層とを有し、粘着剤層中にゴム成分およびエポキシ樹脂成分を含み、粘着剤中の有機物に占めるゴム成分の割合が20〜60重量%であることを特徴とする半導体装置製造用耐熱性粘着シートを用いて、基板レス半導体チップを樹脂封止する。
(もっと読む)
金属石鹸ブロックもしくは金属石鹸バーを製造する方法及びそのための装置
【課題】安価で生産性に優れ、クラックやボイドの発生を防止できる金属石鹸ブロックもしくは金属石鹸バーの製造方法を提供する。
【解決手段】ステアリン酸系材料を金型2、3内部のキャビティ4に充填し、複写機、印刷機器、ファックシミリまたはスキャナに用いられる部材として利用するための金属石鹸ブロックもしくは金属石鹸バー1を製造する方法であって、
空気ポンプによりキャビティ4を減圧することにより擬似真空状態とする工程と、キャビティ4に通じるエア抜き孔を閉じ、且つ金型2、3の温度を20℃以上80℃以下もしくは室温以上80℃以下に保った状態で前記材料をキャビティ4に圧入する工程と、材料を圧入する途中もしくは圧入後に、前記エア抜き孔を必要に応じて開放する工程と、充填された材料を自然冷却する工程とを備えることを特徴とする。
(もっと読む)
医療用物品の回転成形
【課題】医療用装置のシェル、または、他の成形物品を成形するためのシステム及び方法の提供。
【解決手段】本システムは、成形型100が内部に取付けられる多軸回転成形機械50を備える。成形型100は、成形されるべき物品の形状のキャビティ60を有している。成形型100は、シールされて真空が保持される。操作において、シリコーンまたは他の成形材料が成形型100に挿入され、成形型100が真空引きされ、成形型100は少なくとも2本の軸A、B回りに回転されて、成形材料が成形型100の内壁を被覆して、シェルまたは医療用物品を形成する、回転成形システム。
(もっと読む)
熱可塑性樹脂粒子組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法
【課題】電磁波照射成形を行う際に、熱可塑性樹脂粒子のキャビティへの円滑な充填を行うと共に、焼け等の不具合の発生を防止することができ、外観、形状、表面精度等の品質及び機械的強度に優れる熱可塑性樹脂成形品を製造すること。
【解決手段】熱可塑性樹脂粒子組成物6Aは、ゴム材料からなるゴム型2のキャビティ22内に充填し、ゴム型2を介して0.78〜2μmの波長領域を含む電磁波を照射して加熱溶融させる用途に用いる。熱可塑性樹脂粒子組成物6Aは、熱可塑性樹脂粒子61と、無機粉体及び滑剤の少なくとも一方である微小粒子62とを含有してなる。熱可塑性樹脂粒子61の数平均粒子径は200〜3000μmであり、微小粒子62の数平均粒子径は0.5〜50μmである。微小粒子62は、熱可塑性樹脂粒子61が100質量部に対して0.1〜10質量部含有されている。
(もっと読む)
熱可塑性樹脂粒子組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法
【課題】電磁波照射成形を行う際に、熱可塑性樹脂粒子のキャビティへの円滑な充填を行うと共に、焼け等の不具合の発生を防止することができ、外観、形状、表面精度等の品質及び機械的強度に優れる熱可塑性樹脂成形品を製造することができる熱可塑性樹脂粒子組成物、並びにこれを用いた熱可塑性樹脂成形品及びその製造方法を提供すること。
【解決手段】熱可塑性樹脂粒子組成物6Aは、ゴム材料からなるゴム型2のキャビティ22内に充填し、ゴム型2を介して0.78〜2μmの波長領域を含む電磁波を照射して加熱溶融させる用途に用いる。熱可塑性樹脂粒子組成物6Aは、粒子径が1〜100μmの小形熱可塑性樹脂粒子62を0.1〜20質量%含有し、残部が粒子径が200〜3000μmの大形熱可塑性樹脂粒子61からなる。
(もっと読む)
インサート成形体の製造方法とインサート成形体の製造装置
【課題】原料の充填を均一に行うことが可能であり、インサート材を変形させることなく、一回の圧縮成形で原料が均一に分布したインサート成形体を容易に製造することができる方法と、その方法に用いられて好適なインサート成形体の製造装置を提供すること。
【解決手段】厚みに対して平板幅が大きく長尺な平板面を持つ平板形状のインサート材6を、キャビティ28内に、平板面が鉛直方向に平行となり、当該インサート材6の長手方向に沿って貫通するように配置する。キャビティ28の原料入口30から平板面に平行な方向に向けて原料を充填する。キャビティ28を閉じる。インサート材6の平板面に対して垂直な方向からキャビティ28内の原料を圧縮して圧縮成形体4を形成する。キャビティ28を外部に開放し、キャビティ28内からインサート材6が一体成形された圧縮成形体4を取り出す。
(もっと読む)
金型冷却配管を備えた発泡成形装置及びこれを用いた発泡成形方法
【課題】 金型交換時に金型の形状に応じた専用の冷却配管を採用することなく、金型取付フレーム内での金型冷却配管を金型支柱等の配置箇所を避けながら簡単に配管することができると共に、金型全体の均一な冷却を可能にした金型冷却配管を備えた発泡成形装置を提供する。
【解決手段】 金型取付フレーム1Aの上側枠部の下面に沿って主管7を配設すると共にこの主管7に、長さ方向に小間隔毎に冷却水噴出孔9を設けている可撓性を有する複数本の枝管8を、その上端開口部を主管7に連通させた状態で一定間隔毎に垂設してあり、冷却水噴出孔9から冷却水を噴出させて金型を冷却する際に、その噴出圧の反力等によって可撓性を有する枝管8を左右に振動させて金型全面に均一に噴射させ、また、金型交換時には金型支柱6を迂回するように枝管8を湾曲させて該支柱6の先端面をバックプレート4の内面に受止させるように構成している。
(もっと読む)
被成型品の成型方法および成型装置
【課題】簡素な工程で被成型品を成型することができると共に、被成型品Wの厚さを変更することも容易な被成型品の成型方法を提供する。
【解決手段】第1の面P1Aを備えた第1の部材P1と、第2の面P2Aを備え第1の部材P1に対して接近・離反する方向で相対的に移動位置決め自在な第2の部材P2とを用いる被成型品Wの成型方法において、第1の面P1Aと第2の面P2Aとが第1の距離だけ離れているときに、成型前の被成型品Wを第1の面P1Aに設置し、この設置後に、第1の面1Aと第2の面P2Aとの間の距離が第2の距離になるように、第2の部材P2を相対的に移動位置決めし、この移動位置決め後に、被成型品Wを硬化する。
(もっと読む)
回転成形体およびその成形方法
【課題】気泡の発生しないポリカーボネート樹脂製回転成形体を提供する。
【解決手段】ポリカーボネート樹脂粉粒体を回転成形してなる回転成形体であって、該ポリカーボネート樹脂粉粒体は、Tyler篩による標準篩法で得られた60メッシュより大きい粒子の割合が20〜100重量%であり、且つ60メッシュより大きい粒子の長径が、長径と直行する粒子の幅である短径の1.0〜2.5倍であることを特徴とする回転成形体。
(もっと読む)
樹脂成形方法
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、樹脂成形品の形状、表面精度等の品質を効果的に向上させることができる樹脂成形方法を提供すること。
【解決手段】樹脂成形方法は、ゴム材料からなるゴム型2のキャビティ22内に、粒子状態の熱可塑性樹脂6Aを投入する投入工程と、ゴム型2を介してキャビティ22内における粒子状態の熱可塑性樹脂6Aに、0.78〜2μmの波長領域を含む電磁波を照射し、この粒子状態の熱可塑性樹脂6Aを加熱して溶融させる粒子加熱工程と、キャビティ22において残された空間220に、溶融状態の熱可塑性樹脂6を充填する充填工程と、キャビティ22内の熱可塑性樹脂6を冷却して樹脂成形品を得る冷却工程とを含む。
(もっと読む)
パウダースラッシュ成形装置用型構造
【課題】主に、樹脂成形品をパウダースラッシュ成形型から容易且つ効率的に脱型させ得るようにする。
【解決手段】加熱されたパウダースラッシュ成形型2に樹脂パウダーを供給することにより、パウダースラッシュ成形型2に樹脂パウダーを溶融付着させて樹脂成形品3を成形可能とすると共に、冷却固化された樹脂成形品3をパウダースラッシュ成形型2から引き剥がすことにより、脱型を行わせ得るよう構成されたパウダースラッシュ成形装置用型構造であって、樹脂成形品3の不要部位8に対応するパウダースラッシュ成形型2の不要部位成形部分9に、樹脂成形品3を部分的に剥離させるための剥離用エア11を吹出可能な剥離用エア吹出部12を設けると共に、剥離用エア吹出部12に対して、剥離用エア11を供給可能なエア供給回路部13を設けるようにしている。
(もっと読む)
分割ケース金型を使用して部品を圧縮成形する方法および装置と、それによって製造される部品
分割ケース金型(60)は、粉末を圧縮成形するのに使用され、金型部品(61、62)は、加圧軸(77)の方向に対して平行でない方向に移動可能である。そのような分割ケース金型(60)によって製造される部品は、加圧軸(77)に対して垂直でない方向を向いた分割ライン跡(30)を有する外側面を有する。 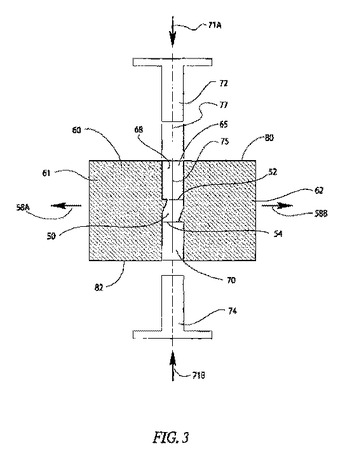 (もっと読む)
(もっと読む)
粉体成形方法とそれに用いる粉体成形用金型
【課題】簡素な金型構成で、加圧の解放時や取出し時に割れや欠けの発生させることのない粉体成形方法とそれに用いる金型を提供する。
【解決手段】金型を組合せて直方体の空隙14を形成し、この空隙に粉体を供給した後、前記空隙の側面を、前記金型を介して加圧することで、矩形の断面を有する長尺の粉体成形物を成形する方法であって、前記加圧は、空隙の六側面を一定時間加圧する第一の加圧工程と、六側面の内、対向する二側面の加圧を先に解放して前記金型の一部を移動させた後、残りの四側面の加圧を解放する第二の加圧工程とした。
(もっと読む)
圧縮成形金型
【課題】圧縮成形金型の金型構造を簡略化する。
【解決手段】キャビティ140内に投入した粉状樹脂150を圧縮して成形を行う予備成形金型100であって、対向する上下金型102、104と、該上下金型102、104にてクランプすることにより対向方向と直交する方向に変形可能な弾性変形部材106Bと、を備え、弾性変形部材106Bがキャビティ140の一部を構成し、当該弾性変形部材106Bの変形によって、キャビティ140の容積を減少させる。
(もっと読む)
電子部品の圧縮成形方法及び装置
【課題】基板6に装着した電子部品5を圧縮成形する場合に、離型フィルム13を被覆した下型4のキャビティ10内に顆粒樹脂7を均一な厚さで効率良く供給し得て、製品(樹脂成形体12)の生産性を効率良く向上させる。
【解決手段】まず、離型フィルム13に下型キャビティ10の形状に対応したフィルム凹部14を設けて凹部付フィルム15を形成すると共に、フィルム凹部14に所要量の顆粒樹脂7を投入して振動させることにより、顆粒樹脂7を平坦化して均一な厚さに保形して平坦化樹脂載置フィルム16を形成し、次に、平坦化樹脂載置フィルム16をインローダ2に係着すると共に、インローダ2にて平坦化樹脂載置フィルム16におけるフィルム凹部14をキャビティ(凹部)10に合致・嵌装(嵌合セット)することにより、凹部付フィルム15を被覆したキャビティ10内に平坦化顆粒樹脂7を供給セットする。
(もっと読む)
パウダースラッシュ成形装置
【課題】主に、エアフィルターの目詰まりを防止・低減し得るようにする。
【解決手段】粉体材料2を収容可能なリザーバ容器3の開口縁部4に、加熱した金型5をシール状態で被着し、リザーバ容器3と金型5とを回転させることにより、金型5の表面に粉体材料2を溶融付着させて成形を行うようにしたパウダースラッシュ成形装置1であって、リザーバ容器3に空気孔11が設けられ、空気孔11にエアフィルター12が取付けられると共に、空気孔11が、リザーバ容器3の回転中心と交差する側面21における、回転によって粉体材料2が滞らない位置23に形成され、エアフィルター12が、空気孔11の内方端側に取付けられるようにしている。
(もっと読む)
パウダースラッシュ成形装置の金型温度測定装置
【課題】主に、測定精度の向上を図り得るようにする。
【解決手段】粉体材料4を収容可能なリザーバ容器3の開口縁部に、加熱した金型1をシール状態で被着し、リザーバ容器3と金型1とを回転させることにより、金型1の表面に粉体材料4を溶融付着させて成形を行うようにしたパウダースラッシュ成形装置21に対し、金型1の温度を測定可能な金型温度測定手段22が設けられたパウダースラッシュ成形装置21の金型温度測定装置であって、金型温度測定手段22が、接触式温度センサー23とされると共に、接触式温度センサー23が、金型1の表面(成形面24)側に配置されるようにしている。
(もっと読む)
1 - 20 / 46
[ Back to top ]