
Fターム[4F202AD11]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | シート状 (892) | 塗膜(←ゲルコート材) (74)
Fターム[4F202AD11]に分類される特許
1 - 20 / 74
細胞培養容器の製造方法
【課題】インモールド成形時に機能性有機化合物層の機能を損なうことなく、安価かつ効率的に細胞培養容器を提供する。
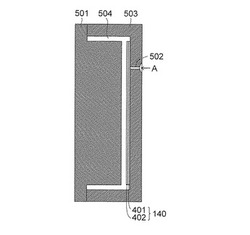
【解決手段】容器本体部材の表面に、細胞及び培地を収容する空間側へ機能性有機化合物層402が向くように機能性基体140が固定されている細胞培養容器の製造方法であって、細胞及び培地を収容する空間に面する容器部の内壁を画定するコア金型501と、容器部の外壁を画定し、樹脂Aの注入孔502を有するキャビティ金型503と、を組み合わせた射出成形型により形成される鋳型空間504において、機能性基体140を、注入孔502を覆うように、かつ基材層401側がキャビティ金型503に接するように配置し、鋳型空間504内に注入孔502から樹脂Aを充填することにより、樹脂Aの流動と共に機能性基体140を、機能性有機化合物層側402がコア金型501に移動させられる。
(もっと読む)
金型内塗装用金型及び金型内塗装方法

【課題】意匠面端部に意匠面に連続するアンダーカット形状部を有する樹脂成形品であっても、該アンダーカット形状部が塗装される金型内塗装用金型及び金型内塗装方法を提供する。
【解決手段】共通金型と第1金型とが組み合わされて成形される1次成形体と、1次成形体が保持された共通金型と組み合わされて形成される第2キャビティに、1次成形体と溶着しない第2樹脂を射出充填させて成形される2次成形体11の1次成形体と当接する部分においてアンダーカット形状部10Cを成形させる第2金型と、1次成形体及び2次成形体11が保持された共通金型と組み合わされて、2次成形体の意匠面との間の少なくとも1部に塗料を注入させるための第1隙間が形成される第3金型と、第3金型に配置され、前記1次成形体には密着しない第1塗料を注入させる第1塗料注入機と、を備えたことを特徴とする金型内塗装用金型によって達成される。
(もっと読む)
型内被覆成形方法及び型内被覆成形用金型
【課題】 型内被覆成形において成形品の表面側から注入した塗料を側面から裏面側に周り込ませて塗装する場合でも、効果的に塗料の漏れを防止する技術を提供する。
【解決手段】 本発明に係わる型内被覆成形用金型では、製品キャビティの金型割面に隣設した補助キャビティに突起部を配して金型開閉方向に伸びる壁部を形成するとともに、該壁部を形成する金型部分に対して、金型開閉方向に直交する方向に伸びる微小突起を成形するための溝部を形成した。本発明は、前述の構成により、成形時において金型を微小に開くことにより塗料を注入するための隙間を確保するとともに、微小突起が溝部から外れて金型のキャビティ面に強く押し付けられるので漏れを防止するためのシール部を形成する。従って、本発明によれば、樹脂成形品の表面側から注入した塗料を側面から裏面側に周り込んで広げて塗装する場合においても、塗料の漏れを効果的に防止できる。
(もっと読む)
射出成形方法
【課題】製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ15に射出充填した樹脂の熱量でガス化する材料Cを塗布する。樹脂の射出完了後に型締力を低下させて、短時間で金型10内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂の間で、ガスを発生させて反意匠面側の樹脂を金型キャビティ15から短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。
(もっと読む)
樹脂成形品の製造方法
【課題】成形サイクルを長くすることなく、耐久性に優れたコート層を形成することができる、コート層を有する樹脂成形品の製造方法を提供すること。
【解決手段】射出成形用金型のコアプレート(110a)のキャビティ面に熱硬化型のコーティング剤(120)を塗布する。このとき、コアプレート(110a)の温度Tmを、コーティング剤(120)の熱硬化温度Tcよりも低くする。その後、射出成形用金型のキャビティに熱可塑性樹脂(130)を注入する。このとき、コアプレート(110a)のキャビティ面の最高温度Tpが、コーティング剤(120)の熱硬化温度Tc以上となる。これにより、コーティング剤(120)は、熱可塑性樹脂(130)の熱により硬化する。
(もっと読む)
金型内塗装用金型及び金型内塗装方法
【課題】 2色の樹脂から構成され透明状のクリヤ塗装で覆われた外観性に優れた樹脂成形品を、効率的に製作できる金型とその成形塗装方法である。
【解決手段】 共通金型と第一成形金型を閉じ合わせ、間に形成される第一キャビティ内に溶融状態の樹脂を射出充填し、冷却固化して、第一成形品を成形する。共通金型と第一成形金型を開き、共通金型が第一成形品を保持した状態で、共通金型と第二成形金型とを閉じ合わす。共通金型と第二金型と第一成形品との間に形成される第二キャビティ内に、溶融状態の樹脂を射出充填し、冷却固化して、第一成形品と固着した第二成形品を成形する。第二成形金型を開き、第二成形金型と第一成形品およびと第二成形品との間に隙間を形成し、隙間内に塗料注入機から塗料を注入する。注入完了後、第二成形金型を型閉じ方向に前進させ塗料に型締力を負荷しながら硬化させる。
(もっと読む)
型内被覆用金型
【課題】 インモールドコート法を実施するための被覆材を流す空間を必要な箇所に確保することができる型内被覆用金型を提供する。
【解決手段】 縁部2およびその周辺の裏面4にも被覆材5をコーティングする樹脂製品1を成形する型内被覆用金型において、樹脂製品1の縁部2近傍の裏面4にアンダーカットリブ9を成形するためのアンダーカット形状の溝部11をコア7に設けた。
(もっと読む)
塗膜を有する成形品の製造方法および製造用金型
【課題】 基材の表面に塗料を過不足無く注入することができる成形品の製造方法を提供する。
【解決手段】基材(B)を成形するときに、その略中心部に、塗料注入孔(Tt)を有するように成形する。塗料注入ユニット(20)のノズル部(23)から熱硬化性の塗料を基材の表面(BY)とスライド金型の凹部(9)とで構成される隙間(CT)に注入する。このようにして成形するとき、塗料を可動金型(15)の下方から所定圧力の塗料によりコイルスプリング(48)を圧縮して1回の注入量を計量する。この計量された塗料をコイルスプリングの復元力により塗料注入シリンダに供給する。これにより、前記隙間に過不足無く注入することができる。また、塗料注入ユニットと塗料計量ユニットを可動金型内に設ける。これにより塗料の温度管理がしやすく、これらのユニットから注入位置までの距離は短かく、さらには塗料を可動金型の下方から供給するので、空気の混入量は少なく品質の高い成形品が得られる。
(もっと読む)
型内コーティング成形装置及び型内コーティング成形方法
【課題】樹脂成形体に成膜処理が施されて形成される製品の生産性を向上させる。
【解決手段】固定盤10と可動盤20との間に配置され固定盤10及び可動盤20に対して型開閉方向に移動可能でかつ型開閉方向と直交する回転軸38を中心として回転可能に設けられ、第1の回転位置および第1の回転位置から180°回転した第2の回転位置において固定型12および可動型22とそれぞれ対向する2個の回転型34、36が設けられた回転型機構30と、固定型12に接続可能な状態で固定盤10側に装着され、固定型12と回転型機構30の一方の回転型とが型締めされて形成される第1キャビティに樹脂を射出充填する射出ユニット40と、可動盤20の可動型22に設けられ、回転型機構30の他方の回転型との間で第2キャビティを形成すると共に第2キャビティ内の樹脂成形体に成膜処理を施す成膜装置50とを備える。
(もっと読む)
射出成形方法
【課題】射出成形品が型開き方向と略平行な垂直壁を有するものであっても、固定金型と可動金型とを型開きする際に、この型開きを容易にすると共に前記成形品の垂直壁表面を傷付けないようにし、更には成形品の型内塗装が容易に行えるようにすること。
【解決手段】可動金型部26の熱膨張を見込んで固定金型部6と可動金型部26との間に予め形成された隙間36を前記可動金型部26を加熱することにより熱膨張させて前記隙間36を無くし、この隙間36を無くした状態で溶融した合成樹脂をキャビティS内に注入充填し、その後、前記可動金型部26を冷却して熱収縮させると共に合成樹脂も熱収縮させて、合成樹脂成形品Jの外表面と固定金型部6との間に空間Gを形成する。
(もっと読む)
マスキング部材脱着構造
【課題】主に、マスキング部材に付着した塗膜やミストなどの破片等の剥がれ落ちを防止し得るようにする。
【解決手段】樹脂成形品を成形可能な樹脂成形金型21の成形面22に対し、成形前に予め塗装による部分的な塗膜24を形成する際に、成形面22の非塗装部分26へマスキング部材27が取付けられると共に、マスキング部材27に対して、塗装後にマスキング部材27のほぼ全面を覆うように被着することにより、マスキング部材27の成形面22からの取外時に、マスキング部材27に付着した塗膜24やミストなどの破片等の剥がれ落ちを防止可能な脱着治具本体31が設けられるようにしている。
(もっと読む)
ランプリフレクタ成形体
【課題】耐熱性と剛性を兼ね備えながら表面平滑性に優れるランプリフレクタ成形体を提供すること。
【解決手段】固定金型部と可動金型部からなる金型を型締め工程、
該金型キャビティ内で熱可塑性樹脂を成形する工程、
該キャビティ内へ型内被覆組成物を注入する工程、
注入した該型内被覆組成物が脱型可能になるように硬化させる工程、
該型内被覆組成物が被覆された型内被覆成形体を金型から取り出す工程、
金型から取り出した該型内被覆成形体の一部に金属膜を被覆させる工程
により製造されるランプリフレクタ成形体において、
該熱可塑性樹脂が、ガラス繊維、カーボン繊維、無機ウィスカー及び非繊維状無機フィラーのいずれか1種を1〜50質量%含有し、PEI樹脂、PPE樹脂、PPS樹脂、ポリアリーレンスルフィド樹脂、PC樹脂、PET樹脂、PBT樹脂、PA樹脂、PP樹脂、ABS樹脂又はこれらのアロイのいずれかであるランプリフレクタ成形体。
(もっと読む)
マスキング治具およびマスキング方法
【課題】塗布領域とマスキング治具の間で塗料が連続的に形成されることを抑制し、樹脂成形品の外観品質の低下を抑えることが可能なマスキング治具およびマスキング方法を提供する。
【解決手段】金型または製品の塗布領域S1とマスク領域S2との境界付近で塗布領域S1から落ち込んでマスク領域S2となる段差部7が形成された金型または製品の、前記境界付近に配置されるマスキング治具であり、前記段差部7の縦壁面26に対面する立上り部38と、前記塗布領域S1を間隔Xを隔てて覆うように前記立上り部38から張り出す張り出し部39と、を有している。
(もっと読む)
型内被覆成形方法及び型内被覆成形用金型
【課題】 基材樹脂中の成分に、塗料の硬化を阻害する成分が含まれていたような場合においても、塗料の付着性を向上させることができる型内被覆成形方法と、それに用いるに好適な金型を提供する。
【解決手段】 樹脂の表面に被覆剤を注入する前の工程において、金型キャビティ内に充填した樹脂の被覆する側の表面と金型キャビティ面との間にガスを注入するための空隙を形成し、該空隙にガスを注入した後に急激に圧縮して昇温させる。本発明であれば、例え、塗料の付着性が良くない樹脂を基材として使用した場合においても、金型キャビティ内に注入したガスを断熱圧縮することで温度を上昇させ、基材樹脂の表面の反応性を高めて塗料の付着性を向上させることが可能である。また、金型キャビティ内に注入するガスを、酸素、又は、酸素と可燃性ガスの混合ガスにすれば、基材樹脂表面について、フレーム処理したと同様の効果を得ることが可能になる。
(もっと読む)
型内塗装品形成金型
【課題】 裏面形成金型と塗膜形成金型との型締めの際に潰されるシール材が裏面形成金型と塗膜形成金型との間のわずかな隙間を埋めて塗料が漏れるのを防ぎ、型内塗装品外周のバリ発生防止ができる。
【解決手段】 型内塗装品形成金型が、裏面形成金型および/または塗膜形成金型のパーティング面にシール材が配置されたものである。
(もっと読む)
シートパッド成形型およびその成形型を用いたシートパッドの製造方法
【課題】成形したシートパッドの貫通部内に対向面間の隙間によって形成される膜状のバリを容易にきれいに除去できるようにするとともに、その膜状のバリを除去した後に取り残しがあってもシートパッドの正面側や上面側の貫通部の入口から見えにくくするシートパッド成形型を提供する。
【解決手段】軟質発泡樹脂によりシートパッドを成形する金型であって、下型と上型、もしくは下型と上型と中子型によってシートパッドを成形する成形型の、下型と、上型または中子型とが、互いに対向する対向面を先端に有して前記シートパッドの貫通部を形成する、対をなす凸部を具え、それら対をなす凸部の対向面同士の間に隙間が開いており、下型および上型の少なくとも一方の凸部の対向面は周縁部に突出部を持っており、下型の凸部の対向面の突出部は、その下型よりも、もう一方の凸部を具える上型または中子型寄りに位置しているものである。
(もっと読む)
塗膜接着フィルム、型内塗装品の製造方法および型内塗装品
【課題】 熱硬化性塗料と樹脂成形品との間が十分に熱せられなくとも樹脂成形品と熱硬化性塗料層との密着力が高い型内塗装品を得る。
【解決手段】 樹脂成形品と熱硬化性塗料層との間に塗膜接着層が形成された型内塗装品を形成するための塗膜接着フィルムであって、ベースフィルムの一方の面に塗膜接着層が積層され、他方の面に樹脂接着層が積層されたようにする。
(もっと読む)
塗膜接着フィルム、型内塗装品の製造方法および型内塗装品
【課題】 熱硬化性塗料と樹脂成形品との間が十分に熱せられなくとも樹脂成形品と熱硬化性塗料層との密着力が高い型内塗装品を得る。また、奥行きと金属調なども含んだ高精細で多様性に富んだ意匠を備える型内塗装品を得る。
【解決手段】 樹脂成形品と熱硬化性塗料層との間に塗膜接着層が形成された型内塗装品を形成するための塗膜接着フィルムであって、ベースフィルムの一方の面に塗膜接着層が積層され、他方の面に第一意匠層と樹脂接着層が順次積層されたようにする。
(もっと読む)
塗膜接着フィルム、型内塗装品の製造方法および型内塗装品
【課題】 熱硬化性塗料と樹脂成形品との間が十分に熱せられなくとも樹脂成形品と熱硬化性塗料層との密着力が高い型内塗装品を得る。
【解決手段】 樹脂成形品と熱硬化性塗料層との間に塗膜接着層が形成された型内塗装品を形成するための塗膜接着フィルムであって、ベースフィルムの片面に離型層と塗膜接着層とが順次積層されたようにする。
(もっと読む)
樹脂成形用金型
【課題】成形品の製品面以外の面への塗料の回り込みを防止することができるとともに、成形品の製品面の意匠性の向上を図ることができる樹脂成形用金型を提供する。
【解決手段】可動型102には、キャビティCの縦壁端部に連通する空間110が設けられている。空間110には、その空間の内面に沿って摺動自在に移動する入れ子120が設けられている。入れ子120の下面と空間110の底面との間には、キャビティCに供給される樹脂11に向けて入れ子120を押圧する押圧手段としてのバネ140が設けられている。入れ子120は、図2(C)に示すように、バネ140による上方向への押圧により樹脂収縮に追従して、図の上方向(樹脂側)に移動する。また、バネ140による押圧力を適宜設定することにより、入れ子120は、図2(D)に示すように、塗料13の注入により印加される圧力に応じて移動する。
(もっと読む)
1 - 20 / 74
[ Back to top ]