
Fターム[4F202AD24]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 部分に特徴がある部材 (367) | 表面に凹凸、突起、溝、節等を有するもの (214)
Fターム[4F202AD24]に分類される特許
1 - 20 / 214
樹脂成形品およびその製造方法
【課題】樹脂成形品のステッチ模様をより本物らしくする。
【解決手段】樹脂成形品は、意匠面31側に突出する複数の糸目部34,36が表側に並べて形成された第1部材32と、糸目部34,36の突出端部を露出させた状態で第1部材32の表側を覆うように形成された第2部材44とを備えている。意匠面31をなす第2部材44の表面と該第2部材44から露出する糸目部34,36の突出端部とは互いに異なる色とされ、複数の糸目部34,36によって樹脂成形品の意匠面31にステッチ模様の縫い目が構成される。
(もっと読む)
複合部品の製造方法及び複合部品

【課題】様々な基材を用いても簡易な方法で基材と樹脂部材とを機械的結合できる複合部品の製造方法及び複合部品を提供する。
【解決手段】金属パイプ2を配置した金型10内に、金属パイプ2の表面の少なくとも一部を覆うように溶融樹脂を射出して冷却することで、金属パイプ2と樹脂部材3が一体化された複合部品1を得る複合部品1の製造方法であって、金属パイプ2の表裏面を貫通する貫通孔2aを設け、当該貫通孔2aを塞ぐように金属パイプ2の表面側Fにシート材4を配置した状態で表面側Fに溶融樹脂を射出することで、射出した溶融樹脂によってシート材4を貫通孔2a内に押し込んで金属パイプ2の裏面側Rに膨出させ、貫通孔2aの裏面側Rの開口径よりも大径の係合突起5となる膨出部を形成することにより、係合突起5によって金属パイプ2と樹脂部材3とが結合された複合部品1を得る。
(もっと読む)
封止成形体の製造方法、及び封止成形体
【課題】半導体素子等の金型にセットされる部品を、金型内で動かないように固定しておくためのエジェクトピン等により、封止成形体の表面に形成される開口を塞ぐ必要を無くす技術を提供する。
【解決手段】表面に部品が載置された第一樹脂成形体を金型に保持させる保持工程と、保持工程後に、熱可塑性樹脂組成物を金型内に射出することで、第一樹脂成形体と接合されて、第一樹脂成形体とともに部品を覆う第二樹脂成形体を形成する封止工程と、を備える封止成形体の製造方法で封止成形体を製造する。
(もっと読む)
リードフレーム、成形金型、半導体装置及びパッケージ
【課題】半導体装置のパッケージを成形するにあたり、成形金型のキャビティ内からエアーを外部に確実に送り出し、樹脂の充填不足による成形不良の発生を防止して歩留まりを向上させる。
【解決手段】端子リード13を有するリードフレーム1を成形金型に設置して樹脂成形を行うことにより樹脂成形体が一体となったパッケージ2を成形するにあたり、リードフレーム1に樹脂成形体の周辺部に連結して支持する複数の吊りリード14、14を設け、この吊りリード14、14の表面に複数のベント溝14aを形成し、キャビティ内のエアーをベント溝14aから外部へと送り出す。
(もっと読む)
樹脂成形体の製造方法
【課題】成形された樹脂成形体に圧着痕など無く、樹脂基材に対して所望の位置に繊維強化樹脂材を配置し、樹脂基材と繊維強化樹脂材との密着強度を確保することができる樹脂成形体の製造方法を提供する。
【解決手段】第1の熱可塑性樹脂52を少なくとも含む樹脂基材52Aに、強化繊維に第2の熱可塑性樹脂が含浸された繊維強化樹脂材51を補強材として配置した樹脂成形体50の製造方法であって、下型3Aに対して入れ子式に配置された可動ピン32を前進させることにより、下型3A内において繊維強化樹脂材51に可動ピン32を貫通させ、可動ピン32が貫通した繊維強化樹脂材51から可動ピン32を引き抜く際に、可動ピン32により成形された繊維強化樹脂材51の貫通孔51aに、溶融した第1の熱可塑性樹脂を導入しながら、前記樹脂基材を成形する。
(もっと読む)
車載用電子モジュールの樹脂モールド方法
【課題】車載用電子モジュールをモールドする際にコネクタ端子の変形や樹脂漏れなどが起こり難く成形品質を高めた樹脂モールド方法を提供する。
【解決手段】車載用電子モジュール1を型開きしたトランスファ成形用の第一のモールド金型6に搬入し、熱硬化性樹脂をポット9内に搬入し、コネクタ4を除いた基板面を第一のモールド金型6によりクランプして電子部品2が搭載された基板面を一次成形する工程と、一次成形された車載用電子モジュール1を、第二のモールド金型12に搬入し、一次成形されたパッケージ部11とコネクタ4のコネクタ成形部4aをクランプして露出する基板接続端子5aを二次モールドする工程と、を含む。
(もっと読む)
ボタン機能を備えたファンクショナルユニット
【課題】剛性支持構造体を備えた多機能ファンクショナルユニット及びその製造方法の提供。
【解決手段】0.05〜0.4mmの厚みを有する、平坦で可撓性のプラスチックフィルム3が位置決め手段を設けた射出成形金型に導入され、背面射出されて、第1の面に硬質プラスチック支持体5が形成され、制御要素7及び/又はディスプレイ要素9の領域では、背面射出されずに少なくとも2つの凹所13の形で露出した状態のままであるように形成されており、次にRIM法にて、第1の面と反対側の第2の面を、同じ射出成形金型で、又は、さらなる射出成形金型へこのブランクを入れた後、透明な硬化性鋳造化合物を用いてコーティングされ、ファンクショナルユニット11全体にわたり少なくとも0.1mmの厚みを有する連続透明表面層1が形成され、該制御要素及び/又は該ディスプレイ要素が該凹所に挿入され、該支持体に接合される。
(もっと読む)
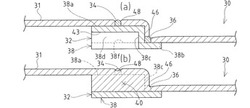
電動式パワーステアリング装置用コラムユニット
【課題】ハウジング9aの後端部とステアリングコラム6bの前端部との結合部の強度及び剛性を確保できる構造を実現する。
【解決手段】前記ステアリングコラム6bの前端部に、この前端部を径方向外方に曲げ起こして成る曲げ起こし部28と、このステアリングコラム6bの内外両周面同士を連通させる透孔30a、30bとを形成する。前記ハウジング9aを、これら各透孔30a、30b及び前記曲げ起こし部28を内部に包埋する状態で射出成形する。
(もっと読む)
広口チューブ体容器と成形方法と成形装置
【課題】 本発明は、インモールド材の端の各部分とゲートとの距離の差が大きい場合でも、インモールド材の端のカール部に対して成形樹脂の圧力を設定した方向から作用するようにし、もってインモールド材の端のカール部への湾曲成形を確実に達成することを目的とする。
【解決手段】 合成樹脂チューブ体である胴部2に口筒部3と底部8をインサート成形により設け、底部8の成形空間のカール部端縁2cに対向した部分に規制堰片21を設けて、成形樹脂Sの流動に対して規制域Kを形成し、この規制域Kの規制作用により、胴部2の下端に対して成形樹脂Sの圧力が外側から作用するようにして、カール部2bの確実な湾曲成形を得る。
(もっと読む)
インサート成形品、電子機器およびインサート成形方法
【課題】インサート板金の変形を抑制しながら、樹脂成形不良が発生するのを抑制することが可能なインサート成形品を提供する。
【解決手段】この前面筐体10(インサート成形品)は、凹部または貫通孔43が設けられたインサート板金40と、インサート板金40の凹部または貫通孔43を取り囲むように形成された樹脂部材50とを備え、樹脂部材50の表面からインサート板金40の凹部または貫通孔43の内部に到達する穴部13が形成されている。
(もっと読む)
ワッシャ、発泡成形体、並びに発泡成形体の製造方法及び取付構造
【課題】部材に設けられる発泡成形体取付用の突起の突出高さを比較的小さくすることが可能であり、且つ、発泡成形体との結合強度を簡易な構成にて十分に高くすることが可能なワッシャと、このワッシャを備えた発泡成形体と、この発泡成形体の製造方法と、この発泡成形体の部材への取付構造とを提供する。
【解決手段】ワッシャ1は、発泡合成樹脂よりなる発泡成形体10に埋設される、該発泡成形体10を部材20に取り付けるためのものである。ワッシャ1は、全体として板状のものである。ワッシャ1は、部材20に設けられた突起21が挿通される突起挿通孔3を有している。突起挿通孔3は、ワッシャ1を厚さ方向に貫通している。ワッシャ1は、突起挿通孔3の周縁部よりも外周側が発泡合成樹脂中に埋没するように発泡成形体10に埋設される。ワッシャ1の外周側に、該ワッシャ1の裏面側から前面側までの高さHtが該ワッシャ1の突起挿通孔3の周縁部における厚さよりも大きくなっている、高さ増大部4が設けられている。
(もっと読む)
インサート成型されるねじ付きインサートおよびインサート成型方法
【課題】インサート成形時の螺子山変形を防止する螺子挿入部品を提供する。
【解決手段】インサート成型されるねじ付きインサート10は、軸方向両側にヘッド12、13を有する胴体部シャンク11を備えている。シャンク11には、ねじ部14を形成する内側ねじ山軸方向区域T1が設けられている。又、インサート成型後にインサート10の自転を阻止する手段と、軸方向移動を阻止する手段とが、シャンク11の外側に配設されている。シャンク11には、ねじ山軸方向区域T1とヘッド12、13との間に、軸方向に変形する少なくとも一つのヒューズ領域15、19を有している。ヒューズ領域は、ねじ山軸方向区域T1に変形を生じさせることなく、ヘッドに適用される所定の軸方向圧縮力で変形するように構成されている。
(もっと読む)
モールドバスバーの製造法及びモールドバスバー
【課題】 通電金属部材であるバスバーに樹脂成形部をモールドするモールドバスバーの製造において、バスバーをモールド型内に保持するために、バスバーに当接する保持ピンを使用せず後加工も必要としないで、バスバーの十分な絶縁性を確保する。
【解決手段】 モールド型3内に配置した通電金属部材8に、その一部を覆う樹脂成形部6をモールドするに当り、通電金属部材8とモールド型3内面との間に樹脂製スペーサ7d,7eを介在させる。樹脂製スペーサの一方端面が通電金属部材8に当接し他方端面がモールド型3内面に当接することにより、通電金属部材8を保持する。そして、通電金属部材8と樹脂製スペーサ7d,7eの周囲に樹脂成形部6をモールドする。樹脂製スペーサ7d,7eは、樹脂成形部6との界面となる外面に段部を有する。
(もっと読む)
表皮材の製造方法、及び車両用内装材の製造方法
【課題】天然皮革からなる表皮材に対して、意匠性を低下させることなく、成形を行うことが可能な表皮材の製造方法を提供する。また、このような表皮材を備えた車両用内装材の製造方法を提供する。
【解決手段】天然皮革を有する表皮材20を加熱された押圧部材62によって押圧することで、表皮材20を立体的な形状に成形する熱プレス工程を含み、熱プレス工程においては、加熱された押圧部材62によって、表皮材20における非意匠面を押圧し、当該非意匠面が、表皮材20における非意匠面の周囲面よりも、押圧部材62による非意匠面の押圧方向側に配された形状となるように、表皮材20を成形することで、表皮材20に非意匠面の周端から周囲面に向かって立ち上がる立壁部を形成することを特徴とする。
(もっと読む)
発泡合成樹脂成形体及びその製造方法
【課題】穴状部が貫通孔である場合には、発泡成形時に該穴状部を塞ぐバリ部を形成することなく、該穴状部の周辺部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能であり、該穴状部が非貫通状である場合には、該穴状部の底部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能な発泡合成樹脂成形体の製造方法及び発泡合成樹脂成形体を提供する。
【解決手段】少なくとも第1の型21と第2の型22とを有する金型20を用いて、外面に穴状部3を有する発泡合成樹脂成形体1を製造する。第1の型21のキャビティ内面に、穴状部3を形成するための凸部23が設けられており、金型20は、型締めした状態において、凸部23の突出方向の先端面が第2の型22のキャビティ内面に所定の間隔をあけて対向するように構成されている。金型20を型締めした状態において、凸部23の先端面と第2の型22のキャビティ内面との間に金型20内の気体を気体誘導手段で誘導する。
(もっと読む)
射出成形方法
【課題】コールドスラッグウェルを備えたランナーを設けない構成であっても成形品にコールドスラッグが混入することによる意匠性および品質の低下を抑えることの可能な射出成形方法の提供。
【解決手段】貫通孔11が形成された板状の基材1に金型2,3を接触させて、基材1と金型2,3とで限られたキャビティCを形成し、キャビティC内に溶融樹脂を射出することにより、基材1の貫通孔11に跨って係止する脱落防止のためのアンカー部44を一体的に備えた樹脂部材4を基材1に射出成形する射出成形方法において、本発明は、溶融樹脂の射出をキャビティCのうちアンカー部44を成形するアンカー成形部C2を通じて行い、その射出圧を樹脂の流動性に直進よりも分散する傾向が現れるように設定する。
(もっと読む)
樹脂成形品及びその製造方法
【課題】各導電部材及びチップ部品を樹脂でインサート成形する際、成形時の樹脂の圧力によって各導電部材からチップ部品に加わる外力を抑制することのできる樹脂成形品及びその製造方法を提供する。
【解決手段】各導電部材1同士を固定する補強チップ3を各導電部材1に亘るように各導電部材1に接続したので、各導電部材1及び各チップ部品2を覆う樹脂部をインサート成形する際、金型内に流入する樹脂の圧力が各導電部材1に加わった場合でも、各導電部材1同士の歪みを補強チップ3によって抑制することができる。これにより、各導電部材1からチップ部品2に加わる捩れ、曲げ等の外力を大幅に低減することができ、チップ部品2の特性を低下させることがないという利点がある。
(もっと読む)
射出成形方法
【課題】基材に対して樹脂部材を射出成形する射出成形方法において、樹脂の射出圧で基材が撓むことに起因するバリの発生を防止する。
【解決手段】本発明は、板状の基材1の両側から射出側の金型2と受け側の金型3とを基材1に対して挟むようにして接触させて、基材1と射出側の金型2と受け側の金型3とで限られて形成されたキャビティC内に射出側の金型2を通じて溶融樹脂を射出することにより、基材1に対して樹脂部材4を射出成形する射出成形方法であり、溶融樹脂の射出は、基材と受け側の金型との隙間における少なくとも一箇所において基材を受け側の金型に対して支えながら行われる。
(もっと読む)
複合成形体及び複合成形体の製造方法
【課題】材料の自由度が高く、簡素な構成で金属と樹脂とを接合できる複合成形体及び複合成形体の製造方法を提供する。
【解決手段】本発明は、厚さが2mm以下の金属板2と金属板2の一方の面2a上に形成された樹脂層3を有する複合成形体1であって、金属板2は、金属板2の他方の面2bから一方の面2aに向かって凹む凹部4と、凹部4の底面に形成され、凹部4の底面と一方の面2aとの間を貫通する貫通孔5と、を有し、一方の面上の貫通孔5の面積は、0.2〜100mm2であり、他方の面上の凹部4の面積は、0.5〜200mm2であり、凹部4に対応する一方の面側の突出量hは、金属板2の厚さの四分の一より大きく、かつ、樹脂層3の厚さより小さく、凹部4内に貫通孔5を通じて面2a上の樹脂層3と繋がる樹脂瘤部3aを有する。
(もっと読む)
タイヤの製造方法、及び、タイヤの加硫成型装置
【課題】PCTを用いた加硫成型前のタイヤを加硫成型装置で加硫成型する場合に、PCTのトレッド面に形成されている溝の変形を抑制できるタイヤの製造方法及びタイヤの加硫成型装置を提供する。
【解決手段】本発明に係るタイヤの製造方法は、加硫済みのトレッド(PCT12)を用いて形成された加硫成型前のタイヤ2を加硫成型する場合に、加硫成型装置1の成型空間内に所定状態に設置された加硫成型前のタイヤ2のトレッド面3と対向する当該加硫成型前のタイヤ2の内面4に熱と圧力とを加えて当該タイヤ2を加硫成型するタイヤの製造方法において、前記トレッド面3に形成されている溝5の内面6と前記加硫成型装置1の成型面7との間に形成される空間8に、加硫成型中における前記溝5の形状変形を抑制するための溝形状変形抑制手段を設けた。
(もっと読む)
1 - 20 / 214
[ Back to top ]