
Fターム[4F202AE10]の内容
プラスチック等の成形用の型 (108,678) | 機能物品 (283) | その他の機能 (64)
Fターム[4F202AE10]に分類される特許
1 - 20 / 64
細胞培養容器の製造方法
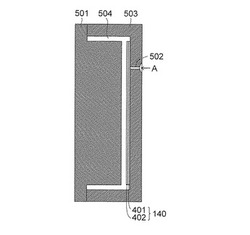
【課題】インモールド成形時に機能性有機化合物層の機能を損なうことなく、安価かつ効率的に細胞培養容器を提供する。
【解決手段】容器本体部材の表面に、細胞及び培地を収容する空間側へ機能性有機化合物層402が向くように機能性基体140が固定されている細胞培養容器の製造方法であって、細胞及び培地を収容する空間に面する容器部の内壁を画定するコア金型501と、容器部の外壁を画定し、樹脂Aの注入孔502を有するキャビティ金型503と、を組み合わせた射出成形型により形成される鋳型空間504において、機能性基体140を、注入孔502を覆うように、かつ基材層401側がキャビティ金型503に接するように配置し、鋳型空間504内に注入孔502から樹脂Aを充填することにより、樹脂Aの流動と共に機能性基体140を、機能性有機化合物層側402がコア金型501に移動させられる。
(もっと読む)
高熱伝導性樹脂の射出成形物

【課題】繊維状、棒状などの一般的に普及が予想される形状のフィラーを含む樹脂を用いた成形品を、金型温度や樹脂温度などの制御をしない一般的な成形条件で成形し、同時に、熱伝導率を向上・均一化する。
【解決手段】厚みを有する板の面内方向に対向する樹脂注入口2を設けて射出成形する。該樹脂注入口から注入された樹脂は、該樹脂注入口を中心として放射状に広がり、熱物性に優れ、かつ、成形品1の場所ごとに熱物性のバラつきのない均一な該成形品を得ることができる。
(もっと読む)
成膜方法
【課題】成膜用ワークを、その成膜面に成形痕あるいは取出痕が付かないように成形して取り出し、高均質の薄膜を成膜する方法を提供する。
【解決手段】射出成形により成形した成膜用ワーク(W1)を取り出すとき、成膜用ワークの成膜面(M1)が可動側金型(5)に残るように型を開き、型を開くことにより露出した非成膜部(M’1)を吸着して前記可動側金型(5)から取り出す。このとき、成膜用ワーク(W1)の縁部と、該縁部が付着している可動側金型(5)のパーティング面(P)との間に圧縮空気(24、24)を吹き付け、真空吸着力を破壊して剥離する。
(もっと読む)
眼内観察用レンズ及びその製造方法
【課題】反射率を低減するのみならず、優れた防曇性が付与された眼内観察用レンズ及びその製造方法を提供する。
【解決手段】レンズ本体部と、角膜上に保持されるレンズ下面と、前記レンズ上面及び前記レンズ本体部を介して眼内を観察するためのレンズ上面とを有する眼内観察用レンズにおいて、前記眼内観察用レンズが疎水性ポリマーを含む高分子物質からなり、前記レンズ上面は疎水性を有し、かつ180nm以下のピッチの微細突起を有する。
(もっと読む)
成形用離型ポリエステルフィルム
【課題】インモールド転写箔などの基材に用いるフィルムの少なくとも一方の面に離型層を設けるに際し、かかる離型層としてハードコート層を離型層上に容易に加工でき、かつ転写後はハードコート層と剥離しやすく、しかも被転写物の大きさに合わせた幅にスリット加工する際に箔こぼれ現象が生じない粘着離型特性を有するとともに、ハードコート層などを含む転写物を剥離したときにその転写物にクラック(ひび割れ)現象が発生しない離型特性を有する成形用離型フィルムを提供する。
【解決手段】ポリエステルフィルムの少なくとも片面に離型層を有し、該離型層が特定のフルオロアルキルアクリレート成分、フッ素を含まないアクリレート成分およびアクリル酸成分とを構成成分とするガラス転移温度60℃以下の共重合体および架橋剤を含有し、前記共重合体の含有量が該離型層の重量を基準として50重量%以上95重量%以下である成形用離型ポリエステルフィルムによって得られる。
(もっと読む)
気密電子部品の製造方法、及び気密電子部品
【課題】電子基板上の気密部を気密する部材に付与された圧縮歪を維持することによって電子部品の気密性を維持でき、且つ工程が簡易である気密電子部品の製造方法、及び、当該方法により製造される気密電子部品を提供すること。
【解決手段】電子基板上の気密域の近傍に第一成形品を配置した後に、第一成形品が配置された電子基板を射出成形用の金型に載置し、型締力により第一成形品に圧縮歪を付与し、次いで、第一成形品の圧縮歪を保持する第二成形品を射出成形により形成することにより、電子基板上の気密域を覆う気密部を形成して、気密電子部品を製造する。
(もっと読む)
ICタグ一体成形品の製造方法
【課題】少ない工程で成形樹脂と粘着シートの接着が強固なICタグ一体成形品の製造方法を提供する。
【解決手段】凹状の下型4内にICタグ1、または、樹脂シート上に保持されたICタグを配置し、前記凹状の下型と、粘着ベース基材2aと粘着層2bから構成された粘着シート2を保持した上型6aとでキャビティ3を形成し、前記キャビティに樹脂を注入するICタグ一体成形品の製造方法であって、前記ICタグはICタグベース基材1bに設けられたアンテナ回路1aと該アンテナ回路に電気的に接続されたICチップ1cからなり、前記粘着シートは粘着層を上型側に保持され、前記上型は少なくとも一つの樹脂注入用のゲート6bを有し、前記粘着シートは前記ゲートに対応する位置に通孔2cを有することを特徴とするICタグ一体成形品の製造方法。
(もっと読む)
金型、その製造方法、金型を用いた樹脂成形体の製造方法並びにその製造方法によって製造された樹脂成形体
【課題】プラスチック成形体に撥水性を付与する金型を提供する。
【解決手段】樹脂成形体の表面に撥水性領域を形成する金型10であって、金型本体部11と、この金型本体部11の内周面の少なくとも一部に形成されたメッキ部12と、を備え、メッキ部12は樹脂材が当接する接触面側に微細周期構造20を有し、微細周期構造20はV字型の凹部が隙間無く連なる鋸歯状の断面に形成されており、凹部は樹脂材が収容される型内側へ向けて拡開しており、凹部の両肩間の寸法は1.0μm以上で、且つ、100μm未満である。
(もっと読む)
パターン形成方法とナノインプリントモールドおよびナノインプリント用転写基材
【課題】モールドのパターン内部への樹脂充填性と、樹脂層に対するモールドの離型性を確保したパターン形成方法と、このパターン形成方法を利用したナノインプリント転写に使用するナノインプリントモールドとナノインプリント用転写基材とを提供する。
【解決手段】ナノインプリントモールド1を、基体2と、この基体2の一方の面2aに位置する転写形状部3と、少なくとも転写形状部3上に位置する濡れ性変化層4とを備えたものとし、濡れ性変化層4は第1の波長の光を照射することによる水に対する接触角の減少と、第2の波長の光を照射することによる水に対する接触角の増加が可逆的に起こるものとする。
(もっと読む)
音響用部材の製造方法
【課題】エッジの成形後に切断作業を行う必要がなく、良好な製品特性が維持されたエッジを備えた音響用部材を得ること。
【解決手段】音響装置フレームFに装着されるガスケット3と、ガスケットに接合され且つガスケットを形成する材質よりも軟質材で形成されたエッジ4と、を備える音響用部材1の製造方法であって、エッジの射出成形時に、音響用部材の軸線O方向に開口し、且つガスケットとエッジとの接合面3aに向くピンゲート46から成形用金型のキャビティ内に溶融樹脂を射出して、ガスケットに接合される接合部12の軸線方向の肉厚を、ガスケットよりも径方向の内側に配設される他の部分(10、11、13)の肉厚よりも厚く成形し、ガスケットの径方向の内側に連続し、且つピンゲートの開口方向の前方側に位置するエッジの面が、接合面と同一平面上、又は接合面よりもピンゲートの開口方向の前方側に位置している音響用部材の製造方法を提供する。
(もっと読む)
離型用フィルム
【課題】モールド金型やモールド樹脂を成形加工して得られる成形品との剥離性に優れ、また、モールド金型への追従性にも優れ、180℃前後の使用温度における耐熱性と機械的強度をも併せ有する離型用フィルムを提供する。
【解決手段】1種類あるいは2種類以上の熱可塑性エラストマーを組み合わせてなる樹脂組成物を成形して得られるフィルムの少なくとも一方の面に、加水分解性部位を含むシリル基を分子内に有するフルオロシリコーン化合物を含有する離型組成物を塗布、乾燥して得られるフルオロシリコーン化合物層が形成されている。
(もっと読む)
改良型の共射出成形
樹脂成形体及びその製造方法
【課題】 十分な熱伝導性を有する樹脂成形体及びその製造方法を提供する。
【解決手段】 樹脂成形を行う際に、熱可塑性樹脂内に無機フィラーを混合しておく。無機フィラーは放熱性に優れているが、その硬度が熱可塑性樹脂よりも高いため、周辺部材を研磨してしまうという傾向がある。本願発明者らは、金型温度を高温にすると、繊維状の放熱材料からなる無機フィラーの配列方向がランダムになり、内部で無機フィラーが接触することで、冷却効率が高くなることを見出した。本方法では、樹脂内の放熱材料が、周辺部材を研磨してしまう程度の多量に含まれていない場合においても、十分な熱伝導性を有することが可能である。
(もっと読む)
スペーサ、その製造方法及びスペーサの成形用金型
【課題】 単なる格子状リブに比べて強度アップが図られ、さらに冷却時間を短くして生産性を高め、低コスト化をも実現させるスペーサ、その製造方法及びスペーサの成形用金型を提供する。
【解決手段】 板状部1の一方の面に格子リブ2を設け、さらに該格子リブに係る縦リブ21と横リブ22が交差する格子点23の部位に、基部31b側の前記板状部1が開口30aし、筒先端部31a側を有底とした第一筒状リブ3Aと、基部31b側が前記板状部1で有底とされ、筒先端部31a側が開口30aした第二筒状リブ3Bとを一列ごとに交互に配置した樹脂成形品からなるスペーサAを製造する金型であって、前記樹脂成形品のリブ2,3側を成形する側の金型51に、前記第二筒状リブ3Bに対応して該第二筒状リブ内面を成形するスリーブピン53を設けると共に、隣り合う該スリーブピンの間で前記第一筒状リブ3Aに対応する部位に冷却用配管55を通した。
(もっと読む)
インサート樹脂成形部品とその製造方法とそれに用いられる樹脂成形金型および圧力センサ
【目的】従来の単純な樹脂成形金型を用いて低コストでピン跡を塞ぐことができるインサート樹脂成形部品とその製造方法とそれに用いられる樹脂成形金型および圧力センサを提供する。
【解決手段】金属端子2を樹脂成形金型に設置したピン13で支える場合に、ピン13の構造を上側の金型11にも接触するようにすることで、固化した樹脂1にピン跡の貫通孔6を形成する。金属端子2の表側をコーティング材7で被覆するとき、同時にこの貫通孔6を通して、金属端子2の裏面もコーティング材7で被覆する。この方法により、一回のコーティング材7の塗布でインサード樹脂成形部品を裏返しにすることなく、金属端子2の表裏を被覆できて、設備費用や製造コストを下げることができる。
(もっと読む)
燃料電池のセルのガスケット成形用金型、燃料電池の製造方法、および燃料電池
【課題】簡単な構成で、各セルを構成する燃料電池構成部品とセパレータの厚さのバラツキに影響されず、締結時と同じ荷重を燃料電池構成部品に付与して均一な締め代のガスケットを、不要部を発生させることなく成形することができる燃料電池のセルのガスケット成形用金型を提供する。
【解決手段】ガスケット成形用金型1は、第1の金型11と第2の金型12とを含んでおり、燃料電池構成部品2に対して荷重を付与する荷重付与部15と、第1の金型11と第2の金型12により形成されるキャビティ13内に突出してガスケット6の内周側壁を成形する突出部17とを有しており、型締時にセパレータ3の表面のマニホールド孔3hの周囲との間に介在する弾性体7が突出部17の先端面17aに設けられている。
(もっと読む)
金型洗浄用シリコーンゴムシート組成物
【課題】トランスファ−成型金型のクリ−ニングシ−ト用シリコ−ンゴム組成物ならびにシリコ−ンゴムシ−トに関するものである。本発明の目的は上記のような問題のない、クリ−ニングシ−トを提供するためのシリコ−ンゴム組成物を提供するものである。
【解決手段】(A)平均組成式RnSiO(4−n)/2 で表されるオルガノポリシロキサン、(B)比表面積50m2/g以上の補強性シリカ、(C)ジオルガノシロキサンブロック単位(a)を有するとともに、三官能性アリ−ルシロキサン単位(b)とを必須として有し、単位(c)により分子末端の少なくとも一部が封鎖されたオルガノポリシロキサンブロック共重合体、(D)硬化剤を必須成分とすることを特徴とする金型洗浄用シリコ−ンゴム組成物。
(もっと読む)
プラスチック気泡シート製造用の金型とそれを使用して製造した薄肉のプラスチック気泡シート
【課題】
真空成形ロールを使用する気泡シートの製造において、材料として高機能樹脂を選択することによって材料の使用量を低減しながらも、緩衝材としての性能は維持した製品を、高い生産性をもって製造することを可能にした気泡シート製造用の金型と、その金型を使用して製造した、薄肉であるが性能的にすぐれた気泡シートを提供する。
【解決手段】
真空成形ロールに設けたキャビティの大きさが、キャップの底面に相当する面において測定した直径(断面が円形以外の場合は、同じ面積の円に換算して)が5〜40mmの範囲にあり、キャビティの形状が、側壁がキャップの底面に相当する面に対して垂直な線から1〜35度、好ましくは5〜25度、より好ましくは10〜15度の範囲で傾斜したテーパ面である金型。
(もっと読む)
クォータードアガラスとクォーターウエザストリップの製造方法
【課題】生産性が高く、見栄えのよいクォータードアガラスとクォーターウエザストリップの製造方法の提供。
【解決手段】クォーター部材成形金型40は、ガラスキャビティー44と、ウエザストリップキャビティー43とが設けられる。ガラスキャビティー44に、ガラスダミー部材50と、ガラスダミー部材50の上にコーティング部材30を重ねては位置し、ウエザストリップキャビティー43内に、ガラスダミー部材50とコーティング部材30の外周部を突出させる。クォーターウエザストリップ20をガラスダミー部材50とコーティング部30材の外周を覆って形成する。ガラスダミー部材50を外し、ガラスキャビティー44へ合成樹脂を注入してクォータードアガラス6を成形したクォータードアガラス6とクォーターウエザストリップ20の製造方法である。
(もっと読む)
センサ
【課題】車体の開口部、該開口部を開閉する開閉部材のうちの一方に設けられ、潰れると信号を発し、端部に樹脂のモールド成形がなされるセンサに関し、モールド成形時にセンサ内部に樹脂が流れ込まないセンサを提供することを課題とする。
【解決手段】端面に開口が形成され、内部に複数の電極線209,211を有し、潰れると信号を発するチューブ状のセンサ本体201と、センサ本体201の開口からセンサ本体201の内部に向かって挿入され、周面がセンサ本体201の内壁面に当接する挿入部303を有し、更に、センサ本体201内部の各電極線209,211が挿通し、各電極線209,211をセンサ本体201の外部へ案内する複数の貫通穴303d,303eが形成されたエンドキャップ301と、センサ本体201の端部及びエンドキャップ301を覆う樹脂モールド部401と、からなる。
(もっと読む)
1 - 20 / 64
[ Back to top ]