
Fターム[4F202AF03]の内容
プラスチック等の成形用の型 (108,678) | 表面の性状、外観に特徴ある成形品 (1,318) | 浮出模様 (9)
Fターム[4F202AF03]に分類される特許
1 - 9 / 9
オーバーモールド容器の製造方法、およびオーバーモールド容器の製造装置
【課題】容器の形状に依存することなく、インナーボトルの変形や表面の流動を防止し、高品質で美観に優れたオーバーモールド容器を製造するための方法を提供する。
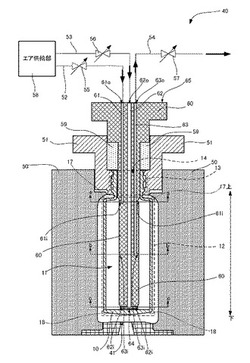
【解決手段】金型50内に配置されたインナーボトル10の外側に溶融樹脂を射出してアウター20を成形する際、ボトル内にロッド60を挿入して加圧ステップと循環ステップとを実行し、ロッド内にはボトルの外方に露出する外部口(61o〜63o)と、ボトル内にて開口する内部口(61i〜63i)とを連絡する供給管(61,62)と排気管63とに区別された複数の通気管が形成され、加圧ステップでは、供給管の外部口に供給したエアを内部口からインナーボトルの内壁に気体を吹き付けつつ、ボトル内が所定の圧力となるまで加圧し、循環ステップでは、ボトル内に供給した気体を排気管の内部口から外部口を経由してボトル外に排気してインナーボトル内の圧力を維持しつつ気体を循環させる。
(もっと読む)
複合材成形品の成形方法

【課題】排気がスムーズで成形品を効果よく成形し、且つ、成形品にピンホールがなるべく形成されない、複合材成形品の成形方法の提供、並びに、成形と同時に成形品の表面に装飾模様をつけることで、成形後の装飾工程を省くことができる、複合材成形品の成形方法を提供する。
【解決手段】複数層の層状プリプレグを積層してから成形型内に入れて成形/硬化させる複合材成形品の成形方法において、前記成形型は、成形型の内面に、陰刻模様を、前記成形型の成形圧力による、前記積層後の層状プリプレグの外表面の絞り変形より深く、型外と連通するように形成する複合材成形品の成形方法。
(もっと読む)
凹凸付き透明板及びそのような板の製造方法
本発明は、一体の透明板(1)であって、その表面(3)の少なくとも一方に、表面(3)の一般平面(π)に対して持ち上がった幾何学的な複数のパターン(5)によって凹凸が付けられた少なくとも1つの部分を含み、各パターンが、一般平面に対して平行な断面を有し、その断面が、パターンのベースから頂点に向けて、表面(3)からの距離を次第に減少させる、一体の透明板に関する。本発明によれば、一般平面(π)に対する領域の傾斜角(α8)が30度よりも小さい凹凸部の領域(8)の面積(S8)が、凹凸部の全面積(Si)の35%よりも小さい。 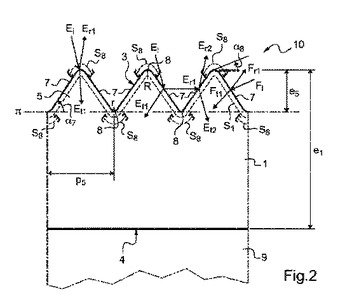 (もっと読む)
(もっと読む)
樹脂製品の成型方法及び樹脂製品
【課題】濃淡模様の形成を低コストで行うことを可能とする。
【解決手段】第1の金型1とコア型2とを組み合わせて成型品3を射出成形する1次成形工程S1と、成型品3を第2の金型4に移し、第2の金型4と成型品3との間における、成型品3上に形成すべき濃淡模様に応じた厚みで形成されたキャビティ5に、厚みで濃淡が変わる塗料組成物を含む融解樹脂を充填して2次成形を行う2次成形工程S2と、を含む樹脂製品の成型方法である。
(もっと読む)
合成樹脂製二重壁成形品及びその成形方法
【課題】 本発明は、インサート成形による合成樹脂製二重壁成形品においてインサート成形に起因する外観上の美観の毀損に係る問題を解消することを技術的課題とし、二重壁による高品位な加飾性が発揮される合成樹脂製二重壁成形品を提供することを目的とする。
【解決手段】 金型内に一方の壁を形成する合成樹脂成形品をインサート材として設置し、インサート材の表面とこの表面に対向して配設される金型面により間隙を形成し、この間隙に向けて前記金型面に垂直方向に開口するピンゲートを、先端に川下に向かって拡径する拡径部を形成した形状とし、この拡径部を介して溶融樹脂をインサート材の表面に向けて射出し、間隙を充填してもう一方の壁を前記インサート材に密着状に形成する。
(もっと読む)
FRP成形品の製造方法及びこの製造方法を用いて作製したFRP成形品
【課題】本発明は、液状樹脂を使用してモデル型、FRP型、及び成形品を作製する場合に、織物の織り目模様が精密に転写され自然な風合が再現でき、装飾性に優れる成形品の製造方法及びこの製造方法により作製した成形品を提供することを目的とする。
【解決手段】本発明は、モデル型の織り目模様を施す表面の上にモデルとなる織物を載せ、この織物に硬化剤を配合した液状樹脂を含浸させた後、前記織物の織り目模様が浮き出るように、織り目に残る前記液状樹脂の量を調整し、この織物を硬化させてモデル型を作製する工程と、このモデル型から反転してFRP型を作製する工程と、このFRP型から反転してFRP成形品を作製する工程とを有するFRP成形品の製造方法である。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】タイヤ外表面に表示さる標章を、従来の金型の刻印文字によることなく、そのデザインの自由度を高めユーザー個々の要望に対応することができ、しかも標章の視認性を向上することができる空気入りタイヤを安価に提供する。
【解決手段】タイヤ外表面に標章10が設けられた空気入りタイヤT1であって、表面の算術平均表面粗さ(Ra)が0.1〜1.5μmである熱可塑性樹脂フィルム12を該タイヤの未加硫タイヤGT1の外表面の所定位置に貼付し加硫成形することにより、前記標章10が形成される。前記標章10の表面はRaが0.1〜1.5μmである鏡面からなり、該標章周辺の背景部11はRaが1.5μmを超える粗面からなる。
(もっと読む)
帯状転写型材用の電鋳ロールおよびその製造方法
【課題】 光の干渉縞(ホログラム)や絵あるいは写真などの微小な凹凸による紋様を目詰まりの影響を回避しながら高速大量生産する場合に用いる帯状転写型材を作るための電鋳用のロール原版である電鋳ロールおよびこの電鋳ロールの製造方法を提供すること。
【解決手段】 微小凹凸を表面に備える電鋳用のロール21の最外周面に導電性セラミックスまたは導電性金属間化合物のコーティング層34を設け、このコーティング層34によって電鋳された帯状転写型材20の電鋳ロール21表面との密着性を小さくでき、剥離性を向上して円滑に剥離できるようにする。
これにより、鮮明な微小凹凸を備え耐久性に優れた電鋳ロールで得られる帯状転写型材により、光の干渉縞(ホログラム)や絵あるいは写真などの微小な凹凸による紋様を目詰まりの影響を回避しながら被転写体に転写して高速大量生産することができようにする。
(もっと読む)
透明プラスチック成形品の製造方法
【課題】透明プラスチック成形品を表面から視認したとき裏面たる凹凸面状の被転写面に塗膜が形成されていることにより光の乱反射によって立体的な色彩模様が透明プラスチックシートを介して視認され、立体的な深み感のある模様を感得することができる。
【解決手段】モデル型作製工程1と、モデル型Mから反転型Rを作製する反転型作製工程2と、反転型から基本母型Sを製作する母型製作工程3と、基本母型の表面に転写F1面となる織布Cを貼付してなる転写型Fを製作する転写型製作工程4と、転写型を用いて透明プラスチックシートTを成形すると共に転写型の転写面を透明プラスチック成形品Wの裏面となる被転写面W1に転写する転写プラスチック成形工程5と、被転写面に塗膜Kを施す塗装工程6とからなる。
(もっと読む)
1 - 9 / 9
[ Back to top ]