
Fターム[4F202AF14]の内容
プラスチック等の成形用の型 (108,678) | 表面の性状、外観に特徴ある成形品 (1,318) | 光沢(←鏡面) (55)
Fターム[4F202AF14]に分類される特許
1 - 20 / 55
成膜方法
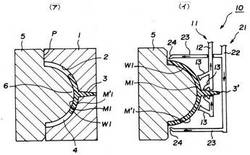
【課題】成膜用ワークを、その成膜面に成形痕あるいは取出痕が付かないように成形して取り出し、高均質の薄膜を成膜する方法を提供する。
【解決手段】射出成形により成形した成膜用ワーク(W1)を取り出すとき、成膜用ワークの成膜面(M1)が可動側金型(5)に残るように型を開き、型を開くことにより露出した非成膜部(M’1)を吸着して前記可動側金型(5)から取り出す。このとき、成膜用ワーク(W1)の縁部と、該縁部が付着している可動側金型(5)のパーティング面(P)との間に圧縮空気(24、24)を吹き付け、真空吸着力を破壊して剥離する。
(もっと読む)
防眩フィルム用金型の製造方法および防眩フィルムの製造方法

【課題】金型表面の凹凸を所望の形状に精度良く、かつ再現性良く形成することができ、もって、高い防眩性能を示す防眩フィルムの製造に有用な金型の製造方法および当該方法によって得られる金型を用いた防眩フィルムの製造方法を提供する。
【解決手段】金型用基材2の表面1に対して鏡面加工を施す工程と、鏡面加工された面上に感光性樹脂膜3を形成する工程と、感光性樹脂膜上にパターンを露光する工程と、パターンが露光された感光性樹脂膜4を現像する工程と、現像された感光性樹脂膜を融解させることにより、感光性樹脂膜の表面形状を調整する工程と、表面形状が調整された感光性樹脂膜6上に保護膜7を形成する工程とを含む防眩フィルム製造用金型の製造方法および当該方法によって得られる金型を用いた防眩フィルムの製造方法である。
(もっと読む)
ウェハレベルレンズアレイの成形型、ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】成形される基板部やレンズ部にエアが混入することを防止できるウェハレベルレンズアレイの成形型、ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部と、該基板部に配列された複数のレンズ部からなるウェハレベルレンズアレイを樹脂で一体に成形するための成形型であって、
該成形型は、前記樹脂を挟み込んでエネルギーを付加することにより該樹脂を成形し硬化させる一対の型部材からなり、該一対の型部材の少なくとも一方の型部材の前記樹脂と接する型面に、成形時に前記型面と前記樹脂との界面に存在する空気を外部に排出するエア抜き孔が設けられている。
(もっと読む)
マイクロレンズアレイ用基材、その製造方法、マイクロレンズアレイ用基材の成形用金型、および、マイクロレンズアレイ
【課題】マイクロレンズアレイ用基材に遮光部を設ける際に、マスキングなどの前処理を不要としながら、塗布むらやレンズ有効領域部分への塗布ミスなしに歩留まりよく、しかも、効率よく遮光部を設けることができるマイクロレンズアレイ用基材を提供する。
【解決手段】複数のレンズが設けられたマイクロレンズアレイ用基材において、液状の遮光部形成剤を前記レンズの間に導くための遮光部形成補助溝が、遮光部形成部に設けられている。
(もっと読む)
プラスチック成形金型用鋼およびプラスチック成形金型
【課題】耐食性、熱伝導性を有しつつ、磨き仕上げ時のうねりを抑制可能なプラスチック成型金型用鋼を提供する。
【解決手段】質量%で、C:0.09%〜0.13%、Si:0.10%〜0.40%、Mn:0.30%〜0.80%、P:0.030%以下、Cu:0.80%〜1.20%、Ni:2.50%〜3.50%、Cr:2.0%〜3.0%未満、Mo:0.10%〜0.40%、V:0.01%〜0.10%、N:0.0200%以下、O:0.0100%以下、および、Al:0.50%〜1.50%以下を含有し、残部がFeおよび不可避的不純物よりなり、かつ、3.4≦10×C+Mn+Cr≦4.8を満たす鋼とする。
(もっと読む)
金型装置及びこれを用いた成形体の製造方法
【課題】高品質の成形体を得ることができる金型装置を提供する。
【解決手段】上金型41のキャビティ型45と下金型61のキャビティ型65には、それぞれ厚さ方向の中央部に冷却用配管50及び70が配設されると共に、冷却用配管50及び70の対象表面48及び68側及び反対象表面側の双方にそれぞれ金型加熱用ヒータ51及び71が配設され、これら冷却用配管50及び70、金型加熱用ヒータ51及び71は、それぞれキャビティ型45及び65に対して対象表面48及び68と平行な面内方向にも、対象表面48及び68と垂直な方向にも対称に配置されている。キャビティ型45及び65の温度を上昇させても下降させても、キャビティ型45及び65の反りが防止される。
(もっと読む)
樹脂レンズおよび樹脂レンズの成形方法
【課題】ゲートの切断部分を基準とするマークを使用可能で、かつ、鏡面部と光学的機能部の光軸との間に入子の回転によるずれが発生することがない樹脂レンズを提供する。
【解決手段】ピックアップレンズとして用いられる樹脂レンズ1である。光学的機能を有する光学的機能部2と、その周囲に鍔状に形成されるフランジ部3とを有する。光ディスクに近接する第2面11側のフランジ面31に、光学的機能部2の傾きを測定可能とする反射光を生ずる鏡面部41と、成形時に使用される金型に係る情報を示すマーク37とが設けられている。フランジ面31の内周部33より外の外周部34にマーク37が形成されている。第2面11側の光学的機能面21と鏡面部41を有する内周部33とが金型の入子71により成形される。また、フランジ面31のマーク37を有する外周部34は、金型の入子71より外側のホルダの形成面で形成される。
(もっと読む)
樹脂成形品の製造方法
【課題】簡単な構造で均一で緩やかな冷却を達成することができ、製品部分に対応するキャビティに至るまでに樹脂の温度が必要以上に低下することを防止できる、樹脂成形品の製造方法を提供すること。
【解決手段】流路空間FCを形成する金型部品の少なくとも一部を20W/m・K以下の低熱伝導材料で構成した金型41,42を、ガラス転移温度よりも50℃低い温度以上であってガラス転移温度よりも10℃高い温度以下に加熱保持した状態で、溶融樹脂を流路空間FCを介してキャビティCV内に充填するので、キャビティCVに至るまでに溶融樹脂の温度が必要以上に低下することを防止できる。よって、キャビティCVに充填される際の樹脂溶融粘度を低い状態で維持することができ、微細パターン等を有する樹脂成形品MP、特に高精度のレンズLPの成形が比較的容易になる。
(もっと読む)
ポリカーボネート樹脂組成物製の成形品及びその射出成形方法
【課題】高級感があり、高い光沢と深みのある色調を有し、ウェルドラインや反りの無いポリカーボネート樹脂組成物製の成形品を提供する。
【解決手段】係る成形品は、(A)第1金型部11、第2金型部12、溶融樹脂射出部14、キャビティ13を備えた金型、並びに、(B)入れ子20A,20Bを備えており、入れ子20A,20Bは、(a)金属製ブロック31A,31B、(b)厚さ0.03mm乃至1mmの金属下地層32A,32B、及び、(c)金属下地層32A,32B上に形成された、セラミックスから成る溶射皮膜33A,33Bから構成されており、溶射皮膜は厚さ方向に変化した気孔率を有し、気孔率は溶射皮膜表面に近い側ほど低い値である金型組立体を用いて成形され、Rzが0.2μm以下であり、RSmが25μm以下であり、且つ、分光光度計で測定した400nm乃至650nmでの反射率が0.7%以下である。
(もっと読む)
フラットパネルディスプレイの前面パネル及びその射出成形方法
【課題】高級感があり、高い光沢を有し、ウェルドラインや曇り、反りの無いフラットパネルディスプレイの前面パネルを提供する。
【解決手段】前面パネルは、(A)第1金型部11、第2金型部12、溶融樹脂射出部14、キャビティ13を備えた金型、並びに、(B)入れ子20A,20Bを備えており、入れ子20A,20Bは、(a)金属製ブロック31A,31B、(b)厚さ0.03mm乃至1mmの金属下地層32A,32B、及び、(c)金属下地層32A,32B上に形成された、セラミックスから成る溶射皮膜33A,33Bから構成されており、溶射皮膜は厚さ方向に変化した気孔率を有し、気孔率は溶射皮膜表面に近い側ほど低い値である金型組立体を用いて成形され、Rzが0.2μm以下であり、RSmが25μm以下である。
(もっと読む)
樹脂成形品
【課題】光沢面によって得られる製品の美観を極力損なうことなく、指紋などの汚れが目立ちにくい製品外観を、成形後の追加工程を経ることなく低コストに得る。
【解決手段】スキャナ装置3は装置本体に原稿カバー6を回動自在に備え、この原稿カバー6の表面6aには、全面にわたって凹凸パターン7が樹脂成形により形成されている。凹凸パターン7は、光沢面8と、この光沢面8から突出する凸部10の頂面を成し、光沢面8に単位面積あたり所定の割合で均等に点在する非光沢面9と、により形成されている。これにより光沢面8により製品外観に光沢感を得ながらも、点在する非光沢面9により指紋等の汚れを効果的に目立ち難くすることができる。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】光沢ムラを生じさせにくい熱可塑性樹脂成形体を提供する。
【解決手段】金型のキャビティを形成するキャビティ面付近を加熱手段61により加熱する加熱工程と、前記キャビティ内に溶融状態の熱可塑性樹脂を供給する供給工程と、供給された前記熱可塑性樹脂を冷却する一次冷却工程と、この一次冷却工程における冷却速度よりも速い冷却速度で前記熱可塑性樹脂を冷却する二次冷却工程と、製造された成形体を前記キャビティ内から取出す取出工程と、を備える。
(もっと読む)
サイドゲート式の射出成形金型およびそれを用いた成形部品の作製方法
【課題】光輝材を添加した樹脂材料製の成形部品に発生するウエルドラインの発生を防止して外観不良を改善するためのサイドゲート式の射出成形金型を提供する。
【解決手段】成形のための空間である製品部7と、製品部7に材料を射出するためのサイドゲート8とを備え、製品部7およびサイドゲート8の当接部9でサイドゲート8を略四角形状の横断面となるように形成しているサイドゲート式の射出成形金型において、サイドゲート8の当接部9で形成される横断面の角部9eのうち少なくとも1つを湾曲形状に形成し、光輝材を添加した樹脂材料をサイドゲート8から製品部7に射出して成形部品1を作製するように構成されていることを特徴とするサイドゲート式の射出成形金型。
(もっと読む)
樹脂成形品、原稿カバーおよびこれらを備えたスキャナ装置、記録装置
【課題】外観不良である光沢ムラ等の少ない光沢面を備えた濃色樹脂成形品、原稿カバー
およびこれらを備えた記録装置を提供すること。
【解決手段】金型温度が高温なので、樹脂の流動性を維持でき、かつ光沢面6aの対向面
6bに形成されるリブ7a,7bにガスベント8が設けられているので、リブ7a,7b
へ樹脂を流れやすくでき、リブ7a,7bへの分岐部分で樹脂の流れを乱れにくくできる
。したがって、光沢面6aに外観不良を生じにくくでき、光沢ムラが低減されたあるいは
防止された原稿カバー6およびこれを備えたスキャナ装置およびプリンタを得ることがで
きる。
(もっと読む)
鏡面性に優れたプラスチック成形金型用鋼
【課題】不純物(S、O、N)の規制を厳格にすることなく鏡面性を改善したプラスチック成形金型用鋼を提供する。
【解決手段】質量割合で、C:0.20〜0.40%、Si:1.0%以下、Mn:0.5〜2.0%、Ni:1.0〜2.0%、Cr:1.0〜2.0%、Mo:0.2〜0.6%、V:0.2%以下、Cu:0.25〜0.35%、Al:0.1%以下を含有し、残部がFeおよび不可避的不純物からなり、前記不可避不純物中で、S:0.030%以下、O:30ppm以下、N:0.02%以下である。S、O、Nの上限を緩和することで製造コストを抑えた上で、成分の適正化によって鏡面性を向上させることができる。
(もっと読む)
光学素子成形用金型及び光学素子成形用金型作成方法
【課題】溶射による断熱層への中間金属層の形成時に、応力による中間金属層の剥離が生じない光学素子成形用金型作成方法を提供する。
【解決手段】光学素子を成形するための金型を作成する光学素子成形用金型作成方法であって、母材11の表面であって光学素子を成形する側の面に断熱層13を積層する段階と、断熱層13の表面に中間金属層14を溶射によって積層する段階と、中間金属層14の表面に、光学素子の表面形状を転写する面が形成された表面加工層15を積層する段階とを有し、中間金属層14は、断熱層13の一部が略均一に露出するように積層される。
(もっと読む)
複合対物レンズ成形金型、複合対物レンズ、及び光ピックアップ装置
【課題】高精度の光学面を比較的安価に形成することができ、作製工程も簡単な複合対物レンズ成形金型を提供すること。
【解決手段】複合対物レンズ91を構成する第1対物レンズ部91aの両光学面OS1’,OS3’をそれぞれ形成する光学転写面OS1,OS3を有するコア金型61c,63cを備えるとともに、第2対物レンズ部91bの両光学面OS2’,OS4’をそれぞれ形成する光学転写面OS2,OS4を有するコア金型61d,63dを備えるので、各対物レンズ部91a,91bの光情報記録媒体側の各光学面OS1’,OS2’,OS3’,OS4’を別体のコア金型61c,61d,63c,63dで形成することができる。よって、各対物レンズ部91a,91bの光情報記録媒体側の各光学面OS1’,OS2’,OS3’,OS4’の回転位置を含む配置、形状等を個別に調整することができる。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】タイヤ外表面に表示さる標章を、従来の金型の刻印文字によることなく、そのデザインの自由度を高めユーザー個々の要望に対応することができ、しかも標章の視認性を向上することができる空気入りタイヤを安価に提供する。
【解決手段】タイヤ外表面に標章10が設けられた空気入りタイヤT1であって、表面の算術平均表面粗さ(Ra)が0.1〜1.5μmである熱可塑性樹脂フィルム12を該タイヤの未加硫タイヤGT1の外表面の所定位置に貼付し加硫成形することにより、前記標章10が形成される。前記標章10の表面はRaが0.1〜1.5μmである鏡面からなり、該標章周辺の背景部11はRaが1.5μmを超える粗面からなる。
(もっと読む)
射出成形用金型及び熱可塑性樹脂成形体の製造方法
【課題】固定側金型意匠面に鏡面磨きを施すなど、表面粗さが非常に細かく設定された金型を用いて行なう射出成形において、成形品が固定側金型に張り付くことがなく離型性に優れている。
【解決手段】#8000番以上に鏡面仕上げされた鏡面コア4aを有する固定側金型4と、離型用プレート5と、可動側金型6と、離型用プレート5と可動側金型6とを脱着自在に接続するパーティングロック7と、離型用プレート5を接合位置と離間位置との間で変位自在に係止可能な係止手段4bとを備え、キャビティ6aは、本体キャビティ部6bと、ツバ部形成キャビティ部6cとを有している。
(もっと読む)
射出成形用金型及び熱可塑性樹脂成形体の製造方法
【課題】固定側金型意匠面に鏡面磨きを施すなど、表面粗さが非常に細かく設定された金型を用いて行なう射出成形において、成形品が固定側金型に張り付くことがなく離型性に優れている。
【解決手段】#8000番以上に鏡面仕上げされた鏡面コアを有する固定側金型3と、固定側金型3とパーティング面3aに対向して配置され、キャビティ4bとスライドコア4cとを有する可動側金型4とを備え、キャビティ4bは本体キャビティ部4dと、ツバ部形成キャビティ部4eとを有し、スライドコア4cにはツバ部2aに係止部2bを形成するための掘り込み4fが形成されており、型開が進むにつれてスライドコア4cを移動させて、スライドコア4cによる係止部2bの係合を解除するように構成されている。
(もっと読む)
1 - 20 / 55
[ Back to top ]