
Fターム[4F202AG08]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 管状体(←配管パイプ) (391)
Fターム[4F202AG08]の下位に属するFターム
異形管(←非円形断面) (19)
波形管(←ひだ付き管) (37)
有節管 (7)
曲り管 (39)
Fターム[4F202AG08]に分類される特許
1 - 20 / 289
金型装置
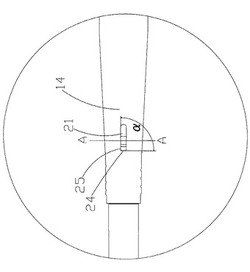
【課題】固定型に形成された二個のゲート口は、ゲート跡が楕円形状に形成されている。その結果、ゲートが弾性筒体から切り離される際、楕円形状の口縁部側のゲート口によって切断されるため、切断方向のせん断力がゲート中心方向に向くため、局部的な残留応力過多を生じてしまう危険性があったので、ゲート跡周辺にひずみが生じない金型装置を提供する。
【解決手段】製品の外面を形成するキャビティーと、製品の内面を形成するコアピン14とからなる金型装置であって、そのコアピンにゲート溝21とゲート口を連続して形成すると共に、前記キャビティーとコアピンとが相対的に移動することによって成形品とゲートとが切断される金型装置において、前記ゲート口を略四角形状とし、そのゲート口の各稜線であって、ゲートが切断される方向と直交する方向の稜線24を直線状に形成した金型装置。
(もっと読む)
ダクトの製造方法

【課題】
解決すべき課題は、ブロー成形用金型の型抜き上の制約から、ダクトのセンターベンチ部とサイドベンチ部を一体には形成困難な複雑な形状の場合には、ダクトのセンターベンチ部とサイドベンチ部を一体に形成する方法ではブロー成形できないという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成されるダクトの製造方法であって、サイドベンチ部のセンターベンチ差込み部を深絞り成形し、更にその深絞り成形にスライド機構によるスライドを適用することにより前記課題を解決した。
(もっと読む)
射出成形用金型、及び成形品
【課題】製品機能を維持した上で、所望の形状に成形することが可能な射出成形用金型、及び成形品を提供する。
【解決手段】キャビティCは、筒部を成形するための筒状の第1キャビティ31と、第1キャビティ31における軸方向一端側に連通し、フランジ部を成形するための環状の第2キャビティ32と、を有し、第2キャビティ32は、型板22,23のうち、可動側型板23に形成された可動側凹部41と、固定側型板22の上面24と、で画成され、固定側型板22の上面24において、内周部分には、可動側凹部41内に向けて突出するとともに、第1キャビティ31の全周を取り囲む突出成形部51が形成されていることを特徴とする。
(もっと読む)
軸筒及びその軸筒を用いた筆記具
【課題】意匠性、成形性に優れた軸筒及びその軸筒を用いた筆記具を提供する。
【解決手段】一端は開口し、他端は閉鎖されている有底状の軸筒10において外面にゲート跡のないことを特徴とする。
この軸筒10は、アンダーラインペン、ペイントマーカー、油性マーカー、水性マーカー、ボールペンなどの筆記具の軸筒として好適に用いることができる。
筆記具としては、例えば、マーキングペンタイプの筆記具に適用でき、その構成としては、筆記具本体を構成する軸筒10以外に、先軸、インク吸蔵体、中継芯、ペン先、キャップとを備えたものが挙げられる。
(もっと読む)
コアを用いた成形方法および成形装置
【課題】開口部を有する中空成形品にあって、開口部の内径を高精度に規制可能であるとともに、所望な大きさの中空部を実現可能な、コアを用いた成形方法および成形装置を提供する。
【解決手段】一対の金型の対応する金型との間に密閉空間を形成して、該密閉空間から空気を減圧することにより、一方の熱可塑性樹脂製シートを吸引して、対応するキャビティに沿って賦形することにより、開口部240、242の外径を規制する段階と、前記一対の分割金型を型締め位置まで移動させることにより、2枚の熱可塑性樹脂製シートそれぞれを対応するキャビティと前記コアの外表面との間で挟み込むことにより、前記開口部240、242の内径を規制する段階と、型開き位置まで型開きするとともに、形成した前記開口部240、242から前記コアを前記一対の分割金型の相対移動方向と交差する方向に引き抜く段階と、を有することを特徴とするコアを用いた成形方法。
(もっと読む)
芯体、管状体の製造方法
【課題】芯体に塗布された樹脂溶液を加熱することで発生する収縮によるしわと、当該溶液を加熱することで発生するガスによる膨れと、を抑制する。
【解決手段】外周面に塗布された樹脂溶液が加熱により硬化されて管状体が製造される円筒状又は円柱状の芯体本体と、前記芯体本体の軸方向中央部を含む前記外周面に形成された離型層と、前記芯体本体の軸方向一端部及び他端部のそれぞれにおいて前記外周面の周方向に沿って断続的に複数形成され、当該一端部及び他端部のそれぞれにおける前記芯体本体の周方向の全周において当該芯体本体の軸方向のいずれかの箇所に存在し、前記離型層よりも離型性が低下した低下部分と、を備える。
(もっと読む)
インジェクション成形スポイト及びその製造方法
【課題】低価格で、さらにバリのない安定した品質のインジェクション成形スポイトを提供する
【解決手段】上記課題を解決するために、本発明は、インジェクション成形されたプラスチック製のスポイトであって、液体を吸引及び吐出する口を一端に有する管部と、前記管部の他端に連設され押圧され自己回復する内部空洞の操作部とからなり、前記操作部の他端を溶着して密封したシール部を備えることを特徴とするインジェクション形成スポイトの構成とした。
(もっと読む)
ホース製造用マンドレル
【課題】ホース引抜性が4−メチル−1−ペンテン系樹脂製のマンドレルと同等であり、且つ安価なホース製造用マンドレルを提供すること。
【解決手段】ポリプロピレン構造を含むオレフィン系熱可塑性エラストマーを含有するホース製造用マンドレル4であり、前記オレフィン系熱可塑性エラストマーが、140℃以上の融点および20〜80J/gの融解エントロピー(ΔH)を有するホース製造用マンドレル4。
(もっと読む)
加硫ゴム用離型剤およびそれを用いる加硫ゴム成型品の製造方法
【課題】ゴムの加硫成型工程において、挿入性、離型性、洗浄性に優れ、かつ、得られる加硫ゴム成型品に対する寸法安定性、耐ソルベントクラック性についても満足できる加硫ゴム用離型剤と加硫ゴム成型品の製造方法を提供すること。
【解決手段】下記化学式のポリオキシアルキレン脂肪酸エステルを離型剤に含有させる。ただしPAOは、付加モル数20以上300以下のエチレンオキシド開環体と付加モル数0以上100以下のプロピレンオキシド開環体とをブロック単位としてブロック付加重合またはランダム付加重合したポリオキシアルキレン骨格であり、R1,R2は炭素数9以上21以下の直鎖もしくは分岐のアルキル基もしくはアルケニル基である。 (もっと読む)
(もっと読む)
中空封止体の製造方法および製造装置
【課題】 設計自由度が高く、内部が減圧されて封止された中空体を容易に製造可能な、中空体の製造方法およびこの製造装置を提供する。
【解決手段】 成形炉3は通常の電気加熱炉を用いることができる。成形炉3の内部には成形型5が配置される。成形型5は少なくとも一対の上型および下型よりなり、上型および下型の間に管状素材7が挟み込まれる。成形炉3には、温度調整部9が接続される。温度調整部9は、成形炉3内部の温度を測定し、あらかじめプログラムされた昇温速度等によって、成形炉3内部の温度を調整する部位である。成形炉3には、配管19およびバルブ17を介して不活性ガス供給部13および減圧装置15等が接続される。バルブ17の操作によって、成形炉3の内部空間に不活性ガスを供給して不活性ガス雰囲気とすることができ、また、減圧装置15によって成形炉3内部を真空に引くことも可能である。
(もっと読む)
管状中空成形品の製造方法及び成形型
【課題】異なる径部分を有し、かつ異なる径部分における中空内周面の内径も異なる管状中空成形品を効率的かつ容易に製造することができる管状中空成形品の製造方法及び成形型を提供する。
【解決手段】基準中空内周面に対して拡径した中空内周面を有する大径部を端部に有する管状中空成形品60を成形する成形型10を用いた管状中空成形品の製造方法において、キャビティ面との間で大径部を成形するとともにキャビティ13と成形型10の外部とを連通する加圧ポート34のキャビティ13側にフローティングコア50が保持された中子20をキャビティ13の一端部に装着して成形型10を型締めし、キャビティ13に溶融材料を充填した後に加圧ポート34から圧入される加圧流体によってフローティングコア50を溶融材料中に押し出してキャビティ13に沿って進行させて管状中空成形品60の基準中空内周面を成形する。
(もっと読む)
筒状部材の製造方法
【課題】隣り合う屈曲部の間からコア金型を外側に引き抜くことができないために一体成形が不可能であった任意の形状の筒状部材を確実且つ容易に製造することを可能にする筒状部材の製造方法を提供する。
【解決手段】内型と外型を型閉して形成した射出空間に溶融材を射出して筒状部材Aを成形する筒状部材の製造方法において、内型の少なくとも一部として筒状のコア部材8を用い、このコア部材8の内孔が筒状部材Aの内孔10を形成する所定位置にコア部材8を配置して型閉し、射出空間に射出した溶融材6を冷却し、内型と外型を型開する際にコア部材8を残し、冷却固化した溶融材6と一体化したコア部材8を構成要素にして筒状部材Aを製造するようにした。
(もっと読む)
電気融着継手の製造方法
【課題】製造歩掛りを高め、接合作業の管理をインジケータによって確実に行える信頼性の高い電気融着継手を製造することが可能を可能にする電気融着継手の製造方法を提供する。
【解決手段】電熱線3を取り付けた内型と、凹所8及びインジケータ13を形成するための棒状のインジケータピンを備える外型とを型締めして形成した射出空間に溶融樹脂を射出し、凹所8及びインジケータ13を有する継手本体2を成形する。そして、このとき、インジケータピンの先端から外型に接続する後端側に向けて凹設され、溶融樹脂を充填してインジケータ13を形成するためのインジケータ形成用孔を、先端側が後端側よりも大径になるように形成しておき、段部14を境にして一端13a側に他端13b側よりも大径の大径部15を備えたインジケータ13を形成する。
(もっと読む)
デリバリパイプの成形型
【課題】インジェクタ取付筒部の転写性を向上することのできるデリバリパイプの成形型を提供する。
【解決手段】成形型20は、燃料を複数のインジェクタに分配するデリバリパイプ10を、キャビティ36内に樹脂を射出して成形する。デリバリパイプ10におけるインジェクタを取付けるインジェクタ取付筒部12の外周面に対応する可動金型24に、樹脂の射出時にキャビティ36内のエアを排出するためのエア抜き通路58,62を設ける。可動金型24は、両型材40,42及び入れ子型44を備え、型合せによってエア抜き通路58,62を形成する。
(もっと読む)
バルーンカテーテル用バルーンの成形金型及びバルーンの成形方法
【課題】十分な耐圧強度を有しながらバルーン直管部、及びバルーンテーパー部が均一に薄肉であり、屈曲した血管の狭窄部への挿入を容易にする柔軟性を兼ね備えたバルーンを提供する。
【解決手段】バルーンを成形する金型10において、バルーンの直管部、またはその一部に相当する金型内壁30の摩擦係数をバルーンのテーパー部、またはテーパー部とそれと連続する直管部の一部に至る部分に相当する金型内壁の摩擦係数よりも大きくした。
(もっと読む)
開口部の多い物の内面樹脂被膜形成法
【課題】 流動樹脂粉を使い、開口部が3ヶ所以上ある物を、回転せずに内面に樹脂被膜を形成し、残留樹脂の掃除ができる実用的な方法を得ること。
【解決手段】 開口部の1ヶ所に入口管と出口管を接続し、他の開口部には出口管を接続して、流動樹脂粉を流し内面に樹脂被膜を形成する。
均一な厚さの樹脂被膜を得るために、各開口部から出口管に流れる管路に流量調節弁を設けて流動樹脂粉の流量を調節する。
出口管へ流れた流動樹脂粉は、集塵機で樹脂粉と空気に分離して回収する。
樹脂被膜が形成されたならば流動樹脂粉の流れを止め、今度は空気を入口管から吹込んで残留樹脂粉を掃除する。樹脂粉の堆積がある場合は、これを吹飛ばす空気の吹込管を出口管に設けて堆積樹脂粉を掃除する。
(もっと読む)
射出成形用金型
【課題】本発明は、仕様の異なる製品を製造するのに好適な射出成形金型を提供する。
【解決手段】固定側型板1と可動側型板2とを、これらの間にスライド型板4a,4bに支持されたコア3a,3bを進出させて型締めすることにより、該固定側型板1及び可動側型板2の各型面8a,9a,23a,24aと該コア3a,3bの外周面との間に管形成用のキャビティが形成される射出成形用金型Aであって、コア3a,3bのスライド型板4a,4b側に離脱可能に装着されて、該スライド型板4a,4b側のキャビティの一部を埋める入れ子ブロックを備えてなることを特徴とする。
(もっと読む)
中空体成形装置
【課題】フローティングコアが成形体を通過したことを容易に確認することができ、現場での品質管理の容易な中空体成形装置を提供する。
【解決手段】主キャビティ1内に溶融樹脂を射出した後、加圧ポート3から加圧流体を圧入してフローティングコア2を出口側に移動させると共に、出口から溶融樹脂を押し出させて中空成形体12を成形する中空体成形装置において、主キャビティ1に接続され、加圧流体によって移動したフローティングコア2を収納するフローティングコア収納部6と、主キャビティ1及びフローティングコア収納部6から排出される溶融樹脂を収容する副キャビティ10と、フローティングコア収納部6と副キャビティ10とを連通させる連通路7,9と、スライド移動により連通路7,9を開閉する開閉手段8と、を備え、連通路7,9の入口断面積Bが、B<πA2/4(Aは、フローティングコア2の最大径)である。
(もっと読む)
射出成形金型、及び成形品の製造方法
【課題】中空部分を有する成形品を製造するために用いられ、且つ成形品の成形不良が抑制され得る射出成形金型を提供する。
【解決手段】本発明に係る射出成形金型1は、中空部分を有する成形品を形成するために用いられる。前記射出成形金型1は前記中空部分を形成するための中子2を備え、前記中子2に、この中子2の表面で開口するベント5が形成されている。
(もっと読む)
樹脂シート製造方法
【課題】コールドスラッグによって、樹脂シートが破断しないようにする。
【解決手段】射出成形金型50内に、樹脂シートが成形されるキャパシティ53と、キャパシティ53へ樹脂が注入されるゲート51cと、樹脂シートの溝を形成する突起52dとを設け、射出成形機のノズル60、61から溶融された樹脂を、ゲート51cを介してキャパシティ53へ注入することにより、溝付き樹脂シートを成形するようにした樹脂シート製造方法において、ゲート51cからキャパシティ53へ樹脂が注入される線上に突起52dを設けるとともに、この突起52dに凹み52fを設け、この凹み52fは、ノズル60、61から樹脂が射出される方向に深さを有し、しかも突起52dの根元まで達しない程度の深さを有し、ノズル60、61先端に出来るコールドスラッグを凹み52fへ留めてから残りのキャパシティ53へ溶融された樹脂を注入するようにした。
(もっと読む)
1 - 20 / 289
[ Back to top ]