
Fターム[4F202AG21]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 部分(細部) (2,010)
Fターム[4F202AG21]の下位に属するFターム
中部・胴部 (55)
端部(上下部・頭底部・前後部) (378)
内側・内面 (84)
外側・外面(←表面) (185)
内部構造 (84)
リブ又は突起を有するもの (978)
分岐を有するもの(←「とって」) (39)
ヒンジ部を有するもの (49)
Fターム[4F202AG21]に分類される特許
1 - 20 / 158
樹脂プーリ
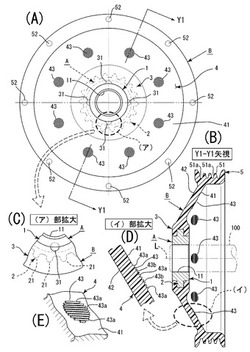
【目的】動作時において、静粛且つ寸法精度の高い樹脂プーリとすること。
【構成】金属製のブッシュAと、該ブッシュAがインサートされるプーリボス部3と該プーリボス部3の外周より略円錐状に延在する椀状部4と、該椀状部4の外周に形成されるベルト掛を行う外筒部5を有する樹脂プーリ本体Bとからなること。前記プーリボス部3の軸方向端面と前記金属製のブッシュAの軸方向端面に跨るスポット状の円の半円状浅凹部31が等間隔に形成され、且つ前記椀状部4の直径方向中間箇所で且つ周方向に沿ってスポット状の凹凸面部43が等間隔に形成され、前記半円状浅凹部31は、放射方向において前記隣接する凹凸面部43間の中間位置に位置するように構成されてなること。
(もっと読む)
射出成形用金型、及び成形品

【課題】製品機能を維持した上で、所望の形状に成形することが可能な射出成形用金型、及び成形品を提供する。
【解決手段】キャビティCは、筒部を成形するための筒状の第1キャビティ31と、第1キャビティ31における軸方向一端側に連通し、フランジ部を成形するための環状の第2キャビティ32と、を有し、第2キャビティ32は、型板22,23のうち、可動側型板23に形成された可動側凹部41と、固定側型板22の上面24と、で画成され、固定側型板22の上面24において、内周部分には、可動側凹部41内に向けて突出するとともに、第1キャビティ31の全周を取り囲む突出成形部51が形成されていることを特徴とする。
(もっと読む)
ボスの支持構造
【課題】ボスの寸法精度を向上させるとともにクラックの発生を防ぐこと。
【解決手段】部品19を支持する複数の円柱状のボス17がベース板11の一方の面に起立して形成された樹脂成形品であって、ボス17の外周面から放射状に延在させてボス17の周方向で等間隔に配置される複数の補強リブ21が設けられ、ボス17の外周面には、補強リブ21の上面と交差するコーナー部分35にのみ肉付部37が形成されてなること。
(もっと読む)
真空成形用成形型及び樹脂成形品
【課題】真空成形において熱可塑性樹脂シートと良好に接触させることができる真空成形用成形型を提供し、ひいては、樹脂成形品の製造効率を向上させること。
【解決手段】熱可塑性樹脂シートの真空成形に用いられ、前記熱可塑性樹脂シートに形成させる製品形状に対応した成形用凹部を有する真空成形用成形型であって、前記成形用凹部を包囲する溝部をさらに有し、該溝部は、製品外となる部分において前記熱可塑性樹脂シートに溝を形成させるべく備えられており、且つ前記真空成形において真空引き可能であることを特徴とする真空成形用成形型等を提供する。
(もっと読む)
アパーチャー部品製造用の金型および金型を用いたアパーチャー部品の製造方法
【課題】画像読取装置に用いられる所定の配列方向に沿って複数の貫通孔を等間隔で列状に配してなるアパーチャー部品を製造する技術において、微細な構造を有するアパーチャー部品を製造するのに適し、従来より短時間で金型を製作可能な技術を提供する。
【解決手段】互いに係合する第1の金型部品100および第2の金型部品200のそれぞれに、アパーチャー部品の貫通孔に対応する突起部103,203を設け、これらを係合させた間隙空間CVに樹脂を流し込んでアパーチャー部品を製造する。両金型部品が係合した状態では、それぞれの突起部103,203が交互に一列に、しかも等間隔で並ぶようにする。
(もっと読む)
金型の加工方法、金型及び光ピックアップ装置用の光学素子
【課題】例えばBD/DVD/CDの3種類の光ディスク互換用の対物レンズ等の光学素子を成形する金型であって、光学素子の効率低下を極力抑えることができる金型の加工方法、加工された金型、及び金型から転写された光学素子を提供する。
【解決手段】直線状の第1の縁部と該第1の縁部に交差する方向に延在する第2の縁部とから少なくとも一部が輪郭づけられるすくい面を備えた工具にて、前記第1の縁部を回転軸線に対して傾けてセットした工具により前記素材を切削することにより、前記第1の縁部により切削された第1の周面が回転軸線と平行になるので、かかる金型を用いて光学素子を転写すれば、前記第1の周面が光軸と平行にできる。
(もっと読む)
ころ軸受用保持器、その保持器の成形金型及び製造方法
【課題】ころ軸受用保持器のポケットにおいて、内径側ころ止め突起を省略する一方、その突起に代わる新たなころ止め手段を案出することにより潤滑性を向上させることである。
【解決手段】ポケット14の内壁面16に外径側ころ止め突起17を設け、前記内壁面16の相互間に内径側に至るに従い相互間の距離が小さくなるくさび角θを付与し、内壁面16の内径側端部における相互間の距離yをころ径より小さくなるように設定し、ころ21が内壁面16のくさび形状に噛みこむことにより内径方向への逸脱を防止するようにした。
(もっと読む)
立上部を有する軽量な成形体とその製造方法
【課題】熱可塑性樹脂を含む繊維強化複合材料からなり、水平部に対して縦方向に伸びた立上部を有する軽量な成形体を提供する。
【解決手段】平均繊維長10〜100mmで特定の開繊条件を満たす繊維束を含む強化繊維と熱可塑性樹脂とから構成されるランダムマットについて、金型形状に対しチャージ率が5%以上100%以下のランダムマットまたは成形前駆体を用いてプレス成形を行ってリブおよび/またはボスといった水平部に対して縦方向に伸びた立上部を有する成形体を製造する。立上部においても繊維の等方性の維持が可能であり、さらに各部位で一定の繊維長および繊維含有率を維持できる成形体を提供する。
(もっと読む)
射出成形方法、射出成形品及び射出成形金型
【課題】異なる樹脂材料を用いて形成した複数の成形部材を備える射出成形品に関し、機能性の要求と外観品質の要求を両立させること。
【解決手段】成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間と小断面積空間とが連続している形状の第一成形空間へ溶融結晶性樹脂R1を射出し、第一成形空間へ射出された溶融結晶性樹脂R1が固化した後に移動させた成形用可動入れ子26を含む固定側金型22と可動側金型24との間に形成した、大断面積空間のうち小断面積空間と連続している部分以外を包囲する形状の第二成形空間へ溶融非結晶性樹脂R2を射出し、溶融非結晶性樹脂R2を固化させて射出成形品を製造する。
(もっと読む)
圧縮成形金型と圧縮成形方法
【課題】圧縮成型金型のスライドインサート金型とキャビティ金型との位置決め精度を必要とせず、金型のレイアウトを向上させること。
【解決手段】圧縮成型金型33のネックリングを有するプリフォームの下部を形成するキャビティ金型34と、プリフォームの内面を形成するコア金型35と、プリフォームの上部を形成するスライドインサート金型36とを備え、圧縮成形時に摺動部材44を摺動させて溶融樹脂の内圧を調整させる保圧部を備えている。キャビティ金型34の成形孔38の上部周辺に環状凸部34bを形成し、環状凸部34bの外周部に摺動部材44を上下に摺動可能に配設した。
(もっと読む)
多層樹脂成形品成形用の金型構造
【課題】第2樹脂成形部材の端末部にアール部等の形状を有する多層樹脂成形品(2色成形品)を外観見栄え良く成形し得る金型構造を提供する。
【解決手段】基材11上にパッド13を一体に成形してなるコンソールリッドアウター7を成形する金型装置101において、コア型103及び第1キャビ型105の第1キャビティC1端部外側には、型閉め状態で型抜き方向Aに移動可能に互いに接するシール面部111a,111bの端部から型抜き方向Aと交差する第1キャビティC1外方に広がり型閉め状態で互いに突き当たる突き当て面部113a,113bとでパーティング面が構成されている。コア型103の突き当て面部113aには、パッド13の端末部に対応する凹形状部115がシール面部111aに連続するように凹設されている。第2キャビ型107の型成形面107aは、型閉め状態でコア型103の凹形状部115の外側縁115aに連続している。
(もっと読む)
プラスチック成形品における部分収縮補正の方法
【課題】部分収縮補正が行われたプラスチック成形品の製造方法およびこの方法によって製造されたプラスチック成形品を提供する。
【解決手段】(A)プラスチックフィルム2を少なくとも1種の熱可塑性プラスチックで一方の側にバック射出し、該プラスチックフィルムの1以上の部分領域がバック射出されない工程、(B)上記工程(A)で得られたプラスチック成形品を冷却する工程、を包含するプラスチック成形品の製造方法であって、(C)工程(B)で得られたプラスチック成形品の少なくともバック射出されていないそれらの領域を次いで再加熱することを特徴とするプラスチック成形品の製造方法。
(もっと読む)
合成樹脂製射出成形品及びその射出成形方法
【課題】 本発明は、センターゲートが配設される中央部分が薄肉で、その周縁部に厚肉部を有する成形品におけるひけの発生を抑制することを課題とし、高品位の外観を有し、意匠性に優れた射出成形品を提供することを目的とする。
【解決手段】 中央部分を薄肉に形成し、この中央部分の周縁を厚肉に形成した合成樹脂製の射出成形品において、金型の、成形品の中央部分に対応する部分の所定範囲内に配設した複数個のピンゲートを介して溶融樹脂をキャビティ内に射出充填することによって成形した成形品を一次成形品とし、この一次成形品をインサート材として、一次成形品の少なくとも表側面に被覆状に溶融樹脂を流動させて第二次射出成形を実施して成形したものとする。
(もっと読む)
車両用バンパーおよびその成形方法
【課題】射出成形によるウェルドライン発生の抑制と、薄肉,軽量化が可能な車両用バンパーおよびその成形方法の提供を図る。
【解決手段】バンパーセンター2からバンパーサイド3に亘ってモール嵌合溝4を備え、その溝底にはサイドモール6のクリップ7が圧入,係着する止着孔5を形成してある。リャバンパー1の射出成形に際しては、ゲートG1〜G3が集中するバンパーセンター2の板厚TCを小さく、バンパーサイド3の板厚TSを大きくした異なる板厚分布で成形することにより、止着孔5を形成する可動コア周りでの溶融樹脂の会合角度を大きくして、ウェルドラインの発生を抑制できるようにしている。
(もっと読む)
型、インプリント方法及び物品製造方法
【課題】ショット領域と型との位置合わせとインプリント処理後のエッチング処理との双方を円滑に行う技術を提供する。
【解決手段】インプリント装置用の型3は、基板側の表面に、パターンを有する中央領域11と一対の第1周辺領域15とを含む。前記中央領域は、x軸に平行な一対の辺とy軸に平行な一対の辺とを含む境界を有する。前記一対の第1周辺領域は、前記中央領域の前記y軸に平行な一対の辺を含み、前記中央領域の外側に配置される。第1周辺領域は、型側マーク7が形成され、インプリント処理のときに型と基板上に形成された基板側マーク6との間に樹脂が充填されない第1領域15aと、型側マークが形成されず、インプリント処理のときに型と基板上に形成された基板側マークとの間に樹脂が充填される第2領域15bとからなる。第2領域は、中央領域の中心を通り前記y軸に平行な直線に対して第1領域と線対称な領域を含む。
(もっと読む)
射出成形用金型及びそれを用いた射出成形方法、射出成形品、射出成形機
【課題】固定側型板と可動側型板を有し、前記固定側型板と前記可動側型板との間にキャビティが形成され、このキャビティに溶融樹脂を充填することで射出成形品が射出成形される射出成形用金型において、前記射出成形品の円滑な離型を阻害するようなピン部材が存在していたとしても、問題なく、前記射出成形品を前記射出成形用金型から離型させる技術を提供する。
【解決手段】キャビティ8の内壁面のうち、射出成形品26の離型方向に対して直交する内壁面以外の内壁面である第2側壁面28bには、ピン形状のピン部材30を挿入して取り付けるためのピン取り付け孔29が形成されている。第2側壁面28bのうち、ピン取り付け孔29を基準として離型方向と反対側の面領域39には、第2側壁面28bから隆起する隆起部40が形成されている。
(もっと読む)
ケーシング用成型部品及びその金型
【課題】型による成形が容易なケーシング用成型部品および成形に使用する成形型を提供する。
【解決手段】筒1101の少なくとも一方の端部の周縁部に、筒の軸方向に伸びる複数の突起部1103を備えており、複数の突起部が筒の内側に折り曲げられた状態で、他の部品1001を筒の内側に嵌め合せるように構成されたケーシング用成型部品1100とすることで、成形される際に型を引き抜くことができないアンダーカットを有しないため、型を使用した成形によって簡単に製造できる。
(もっと読む)
合成樹脂製成形品及びその製造方法
【課題】合成樹脂製の成形品の流動樹脂の接合部分に発生するウェルドラインにおける強度を高めることを目的とする。
【解決手段】合成樹脂製の成形品3のウェルドライン41を跨って補強部材5が埋め込まれ、補強部材5は、長尺状の基体51と基体51の長手方向の外側面510に凹部52又は/及び突起部57を備えている合成樹脂製の成形品3。
(もっと読む)
平面表示装置用外装枠
【課題】立体的で光沢感のある意匠を表現することができる製品の外装枠を提供すること。
【解決手段】製品の外装枠(1)であって、光透過性を有する樹脂と、前記樹脂の内部に含まれたフィラー(6)と、前記樹脂が流入された際の樹脂の入り口である少なくとも2つのゲート(2)と、前記2つのゲートから流入された前記樹脂が合流する合流部の位置を含む範囲において前記範囲の周辺部の厚みよりも薄く形成されている薄肉部(4)と、を備える。
(もっと読む)
ディゲート装置及びそれを備えた樹脂モールド装置
【課題】パッケージ部の両側に接続する不要樹脂を効率よく分離できるディゲート装置を提供する。
【解決手段】ディゲートパレット27に載置された成形品18に対してディゲートハンド28の1回目の上下動で第1不要樹脂18dを切断刃44dにより分離し、2回目の上下動とディゲートパレット27の回動軸31を中心とする回転との組み合わせで第2不要樹脂18cを分離する。
(もっと読む)
1 - 20 / 158
[ Back to top ]