
Fターム[4F202AG25]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 部分(細部) (2,010) | 内側・内面 (84)
Fターム[4F202AG25]に分類される特許
1 - 20 / 84
車輌用灯具
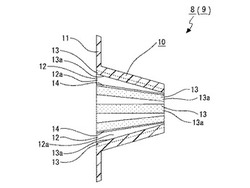
【課題】 固定型の車輌用部品に対する抜き勾配を大きくすることなく車輌用部品の良好な成形状態を確保する。
【解決手段】 鏡面加工部201及び半光沢面加工部202を有する固定型200と固定型に対して移動される可動型300とによって形成されたキャビティー500に充填された溶融樹脂600が冷却されて成形される車輌用部品9を備え、車輌用部品に鏡面加工部によって形成される鏡面12aを有する鏡面形成部12と半光沢面加工部によって形成される半光沢面13aを有する半光沢面形成部13とが設けられ、車輌用部品における鏡面と半光沢面の間に段差面14が形成されて半光沢面形成部が鏡面形成部より固定型側に突出されるようにした。
(もっと読む)
合成樹脂製キャップ成形用の金型構造

【課題】ストリッパーが係止する位置とネジコアの有効ネジ始め部対応位置間の軸方向距離を短くしてもネジ垂れを発生させることなく、合成樹脂製キャップを成形することができる金型構造を提供する。
【解決手段】スカート壁外周部の係合突起に係合してキャップを突き出して離型するストリッパー30を有し、該ストリッパーはネジコア24の有効ネジ始め部対応位置を含む所定範囲の真下に対向する天面内周部に切欠部32を形成してなり、型抜きに際して切欠部32はスカート壁101を拘束しないので、その部分のスカート壁は外方へ拡がりやすくなり、最も抵抗が大きいアンダーカット部分の型抜き抵抗を緩和する。
(もっと読む)
射出成形用金型
【課題】略U字状に延在する貫通孔を有する成形品を一度の射出成形工程で成形することで、樹脂界面や溶着跡が無い高品質の成形品を製作すると共に工程数を削減して生産性の向上を図ることを目的とする。
【解決手段】略U字状に延在する貫通孔を有する成形品を成形する射出成形用金型1であって、成形品の外面を成形するキャビティ20が形成されたキャビティ型2と、貫通孔を成形する略U字状のコア型3と、が備えられ、コア型3が、折り返し部分3aの中央で、キャビティ型2の外部からキャビティ20内にそれぞれ挿設された一対のスライドコア30,30に分割され、一対のスライドコア30,30が、U字状のコア型3の外側部分に位置する外型31と、U字状のコア型3の内側部分に位置する内型32と、にそれぞれ分割され、外型31と内型32とが、スライドコア30のスライド方向に沿って相対的にスライド可能となっている。
(もっと読む)
射出成形品の製造装置及び製造方法
【課題】射出成形品の貫通孔における開口面積の大きい側の開口部に、バリが形成されるようにすること。
【解決手段】型閉じ及び型開きが可能であり且つ型閉じ状態で溶融樹脂が射出充填される成形空間が内部に形成される第一金型12及び第二金型14のうち第一金型12に形成され、且つ先端面18aの面積が第二金型14とつながる位置における断面積よりも大きい柱状の貫通孔形成用突出部18の先端面18aを、型閉じ状態で第二金型14と面接触させた状態で、成形空間内へ溶融樹脂を射出充填し、この射出充填した溶融樹脂が硬化した後に、型開き状態で、硬化した溶融樹脂を先端面18a側から無理抜きして、硬化した溶融樹脂を貫通孔形成用突出部18から取り外して、硬化した溶融樹脂からなる射出成形品を形成する。
(もっと読む)
把手用の孔部を備えた合成樹脂製容器
【課題】容器本体の中央近傍に把手用の孔部を備えた合成樹脂製容器において、孔部の周囲に形成される環状のピンチオフ部を補強し、ウォーターハンマー現象による衝撃によっても環状のピンチオフ部の破断を防止できる把手用の孔部を備えた合成樹脂製容器を創出する。
【解決手段】口筒部2、筒状の胴部4及び底部を有する容器本体1が、ブロー成形法により形成される有底筒状の合成樹脂製容器であって、胴部4の中央近傍の位置に胴部4を形成する一対の正面壁4Aと背面壁4Bとの間を貫通する孔部7が設けられ、孔部7を形成する孔部壁面7Aに、ピンチオフ部8Bが環状に形成されており、少なくとも容器本体1の内部側で且つ環状のピンチオフ部8Bの底部側の位置に厚肉部9aが形成された構成とする。
(もっと読む)
インナーリブを備えた樹脂積層板の製造方法
【課題】インナーリブを備えた樹脂積層板の提供。
【解決手段】スライドコア300を設けた一対の金型の間に、熱可塑性樹脂製シートP1、P2を位置決めする段階と、熱可塑性樹脂製シートP1と一方の金型のキャビティとの間に密閉空間を形成する段階と、密閉空間を吸引しつつ、他方の金型に向かってスライドコア300を突出させることにより、熱可塑性樹脂製シートP1を賦形するとともに、シートの一部を他方の金型に向かってU字状に突き出す段階と、熱可塑性樹脂製シートを他方の熱可塑性樹脂製シートに溶着させる段階と、熱可塑性樹脂製シートの周縁同士を溶着して、2枚の熱可塑性樹脂製シートの内部に密閉部280を形成する段階と、スライドコア300を引っ込めることにより、U字状に突き出された熱可塑性樹脂製シートの内面同士を互いに対向させる段階と、対向内面同士を溶着させて、インナーリブを形成する段階とを有する樹脂積層板の製造方法。
(もっと読む)
インサート成形品及びインサート成形品の製造方法
【課題】インサート部材を圧着して成形されるインサート成形品及びその製造方法において、接着強度が弱くてもインサート部材の滑りを防止でき、外観形状に影響を与えることなく肉厚変化を防止することのできるインサート成形品及びその製造方法を提供する。
【解決手段】予め成形されたインサート部材を、樹脂に金型で圧着して成形され、該インサート部材形状に外形形状が依存しないインサート成形品であって、前記インサート部材は、圧着される前記樹脂方向に凸に設けられる凸部と、前記凸部の周囲に少なくとも1つ以上の前記凸部により生じた肉逃げを補完する凹部と、を備える。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】乗心地性能を損なうことなく、空洞共鳴によるロードノイズを低減できる空気入りタイヤとその製造方法を提供すること。
【解決手段】トレッド部3に埋設されたベルト層5の端部よりもタイヤ幅方向内側となる領域Aに、タイヤ内面から突出しつつタイヤ幅方向に延在する複数の突起10がタイヤ周方向に間隔を置いて形成した。これにより、タイヤTの空洞部の断面形状がタイヤ周方向において変化し、空洞共鳴によるロードノイズを低減できるとともに、タイヤの縦剛性の増加を抑えて、優れた乗心地性能を発揮することができる。
(もっと読む)
シールリング
【課題】ゲートバリのないシール性の良好なシールリングを提供することである。
【解決手段】固定金型と可動金型とで形成されるキャビティ13に溶融樹脂を圧入してシールリングを成形する。溶融樹脂の注入用ゲート16が形成されたゲートブロック5を、シールリング成形後、型開き前に可動金型に対して移動させて、注入用ゲート16のエッジ16aにより成形後のシールリングのゲートgをシールリングの内周面に沿って剪断する。
(もっと読む)
発泡樹脂パネル及びその成形方法
【課題】発泡樹脂パネルの剛性低下、見栄えの悪化、及び発泡樹脂パネルを他の樹脂パネルに溶着する場合における接合不良の発生を防止する。
【解決手段】成形型29のキャビティ37内に射出充填した熱可塑性樹脂Rの型成形面近傍にスキン層11が生成され始めた時点でキャビティ37の容積を拡大させ、熱可塑性樹脂Rを発泡させることにより樹脂密度が高くて堅いソリッド層からなるスキン層11が全面に形成されるとともに、多数の空隙を有しスキン層11に比べて樹脂密度が低い発泡層13が内部に一体に形成されてなり、キャビティ37容積拡大方向に対して略垂直に広がる平坦なパネル本体7と、パネル本体7の外周端末部からパネル裏面側に略垂直に一体に突設された側壁部9とを備えた第1発泡樹脂パネル3において、パネル本体7裏面における側壁部9近傍のスキン層11に、スキン層11の一部で構成された突条部15を側壁部9に沿って略垂直に突設する。
(もっと読む)
プラスチック容器及びその製造方法
【課題】本発明は、溶融プラスチックをガスアシスト射出成形法により、底部と、該底部と比較して肉厚が厚い側壁に、所定のガス封入部を形成した軽量化が図られたプラスチック容器を提供することを目的とする。
【解決手段】底壁と、該底壁の周辺部から起立し、前記底壁と比較して厚い肉厚を有し、かつ、内部にガス封入部を有する側壁とをガスアシスト射出成形法を用いて成形したプラスチック容器において、前記底壁は、該底壁の中心から側壁に向かって放射状に延び、内部にガス流入部が形成され複数のリブを設けることにより解決した。
(もっと読む)
容器または蓋体となる樹脂成形品
【課題】角部近傍を積極的に変形させて直ちに元の状態に戻る復元機能を十分果たすことのできる容器または蓋体を、簡単な構成によって提供すること。
【解決手段】開口部のフランジ11に連なる側壁12aと、この側壁12aによって囲まれる底面13aとの間、または、フランジ11に連なる立ち上げ壁12bと、この立ち上げ壁12bによって囲まれる天板面13bとの間に、角部14を形成し、この角部14の全部または一部の近傍に、外側面15aとこれより緩い斜面とした内側面15bとを有する溝部15と、この溝部15の外側になる残留部16とを形成したこと。
(もっと読む)
インモールド加飾成形方法及び成形品
【課題】薄い肉厚を有する成型品の端縁を被覆することができるインモールド加飾成形方法及び成形品を提供する。
【解決手段】本発明のインモールド加飾成形方法は、加飾フィルムを提供するステップと、第一成形金型で成形品の表面に貼付可能な貼付部及び貼付部の辺縁から内側方向へ傾斜された被覆部を備えるように加飾フィルムを予備成形するステップと、被覆部の貼付部から離れている辺縁に沿って加飾フィルムを切断するステップと、凹部が形成された雌型及び雄型からなる第二成形金型を提供し、加飾フィルムを雌型の凹部内に装着するステップと、雄型と雌型とを型閉めした後、雄型の金型分割面で加飾フィルムを押圧するステップと、成形空間部内に溶融樹脂を射出して、成形品の表面及び端縁を加飾フィルムに貼付させるステップと、雄型と雌型とを型開きして成形品を取り出すステップと、を備える。本発明は、該方法によって製造された成形品を更に提供する。
(もっと読む)
内部に複数の分離された密閉空間を有するマルチスペース容器を製造するためのブロー成形方法及びその金型
【課題】マルチスペース容器を製造できるブロー用金型を提供する。
【解決手段】 内部に独立的な成形空間を提供する各金型部の開放面を対向配置し、各金型部の開放面に形成された支持枠に分離膜を挿入し、前記開放面を前記支持枠によって密閉することで、複数の成形空間が形成されるように組み立てる段階;前記各金型部の独立的な成形空間に予備成形物をそれぞれ注入し、前記各予備成形物を同時にまたは順次的に膨張して成形する段階、及び前記分離膜の突出部分を熱処理する仕上げ段階、を含むことを特徴とするマルチスペース容器を製造するためのブロー成形方法を構成する。
(もっと読む)
樹脂成型品
【課題】 アンアダーカットを有する成形品を無理抜きしても、その成形品の弾性率によって割れや白化の度合いが異なり、欠陥が生じていた。ポリカーボネート樹脂は無理抜きして離間できても、アクリロニトリル・エチレン樹脂は割れてしまうと言った問題が発生していた。成形樹脂の弾性率と相対して無理抜きのアンアダーカット量が異なり、成形樹脂と成形品との相関関係に影響するが、そのことが把握されておらず、現状では、量産金型を製作し生産が開始された後に、成形品のめくれや白化などの、欠陥が生じ、連続成形ができないと言った問題が発生していた。
【解決手段】 軸筒の内面に凸部を形成し、その凸部が金型装置のコアピンによって成形される樹脂成型品であって、前記コアピンは軸筒に対して直線状に引き抜かれると共に、前記軸筒の曲げ弾性率が1900MPa〜3600MPaであり、かつ、前記凸部の伸び率が105%以下である樹脂成型品。
(もっと読む)
型内被覆成形用金型
【課題】 立ち面を有する形状の樹脂成形品を成形するため突起部を配した型内被覆成形用金型においては、樹脂が収縮しても、樹脂成形品と突起部の間に塗料を注入するための隙間を形成することができないため、立ち面内側の表面を塗料により被覆することができなかった。
【解決手段】 型内被覆成形用金型において、立ち面形成部の反突起側にリブ形成部を加工して設けることで、成形したリブを中心として樹脂を冷却収縮させることができ、樹脂成形品の立ち面と金型突起部との間に隙間を生じさせることによって、塗料による被覆が可能になる。本発明によれば、立ち面内側を被覆するに際して、複雑な可動式入れ子構造の金型を使用する必要性はなく、また、金型チェンジなどと言った高価な設備、工程も必要ないといった優れた利点を有する。
(もっと読む)
キャップの射出成形方法及びキャップ
【課題】 タンパーエビデンスバンド付キャップの射出成形金型の寿命向上とキャップの品質向上を図る。
【解決手段】 キャップ本体の下端の微小隙間内に有する複数のブリッジを介してタンパーエビデンスバンドを一体成形してなるキャップの射出成形方法において、キャップを成形する金型のタンパーエビデンスバンドの内周面形状を成形するコア32の外周部に該コア32の中心軸Cと平行な凸部32aを一定間隔に複数設け、微小隙間と複数のブリッジの形状を成形するスライドコア13の成形部13aの突出部13bの先端部を凸部32aの端面部32bで支持して、金型のキャビティ11内に溶融樹脂を注入してキャップを成形する。また、複数の凸部32aは相隣り合うブリッジの中間部位の位置にくるように設ける。
(もっと読む)
射出成形装置および射出成形方法
【課題】中空成形体の生産性を低下させることなく、中空成形体の他の部品との接合部分の強度を向上させる。
【解決手段】射出成形装置20であって、中空成形体300aを生成するためのキャビティ310を形成する雌金型400と雄金型500とを備える。雄金型は、補強リングを収納するリング収納部560と、雄金型の中心軸に沿って雄金型の基部から頂部まで貫通する第1のリング通路520と、基部に形成されリング収納部内の補強リングを第1のリング通路に移動させるための第2のリング通路530と、第1のリング通路に移動した補強リングを第1のリング通路に沿って雄金型の頂部に移動させるリング移動装置550とを有する。キャビティは雄金型の頂部の位置に中空円筒形状を有する第1のキャビティ部分311を有し、リング移動装置は第1のキャビティ部分の内部であって前記第1のキャビティ部分の外縁部に補強リングを配置する。
(もっと読む)
ダイシングフレーム用金型
【課題】バリの発生に伴うダイシングテープの切断を抑制し、冷却エキスパンド法により冷却してエキスパンドする場合にも、ダイシングテープの損傷を防ぐことのできるダイシングフレーム用金型を提供する。
【解決手段】相対向する第一、第二の型1・2を型締めし、この型締めした第一、第二の型1・2に成形材料を充填することにより、半導体ウェーハをダイシングテープを介して収容するフレーム11を中空板形に射出成形する金型で、第一、第二の型1・2のパーティングライン3を、フレーム11のダイシングテープが粘着される下面12から上面方向に0.3〜0.6mm移動させる。また、フレーム11の内周面下部と下面12とが形成するコーナ部30を半径0.2〜0.5mmの形状に形成する。
(もっと読む)
中空成形品の成形方法および成形装置
【課題】半中空成形品のインサートの問題、中空成形品の寸法精度の問題、接合部の強度の問題等から解放された、内部にリブ、仕切壁等の付属物を有する中空成形品の成形方法を提供する。
【解決手段】固定型(2)と可動型(20)とを使用して、一対の半中空成形品(T1、T2)を、その本体部(H、H)の開口部には射出成形用の接合部(S、S)を、その付属物(W)の突合部には融着用の接合部(M、M)を有するように射出成形する(1次成形)。一対の半中空成形品がそれぞれの金型に残っている状態で整合させ、附属物(W、W)の接合部の間に加熱体(31)を挿入して溶融する。加熱体(31)を待避させて、型締めして附属物(W、W)の接合部を融着すると共に、本体部(H、H)の接合部に溶融樹脂を射出して接合する(2次成形)。
(もっと読む)
1 - 20 / 84
[ Back to top ]