
Fターム[4F202AH04]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 回転要素(ローラ、扇風機羽、スクリュー) (238)
Fターム[4F202AH04]に分類される特許
1 - 20 / 238
ファンの成形方法およびその装置
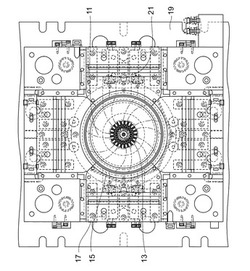
【課題】製品精度および使用時の羽根による騒音抑止制効果を向上させ、かつファンの羽根部の肉厚(重量バランス)を極めて繊細、緻密に調整することを目的とする。
【構成】上下成形型17,19およびその内部に介入させる入子21により構成され、上下成形型17,19および入子21によって形成されたキャビティに樹脂を注入し、冷却後、脱型してファン11を成形する方法、装置において、入子21を三層構造とし、その中央に位置する中入子21bを進退自在としたことを特徴とするもの、または、中央に位置する中入子21bの進退機構を、上成形型17に中入子21bを遊動自在に止着させ、この中入子21bを外方側から内方側へ調整駒23にて移動させる構造としたことを特徴とするものである。
(もっと読む)
粉体用スクリュー及びその製造方法,成形用金型

【課題】粉体の搬送や撹拌を効率良く行うことができる樹脂製の羽根を有する粉体用スクリューとその製造方法及び成形用金型を提供する。
【解決手段】粉体用スクリュー10は、軸12の周囲に羽根14が螺旋状に設けられており、羽根14の搬送面16は、軸方向に沿った断面において先端14A側が搬送方向前方に傾くように形成される。前記羽根14を樹脂成形するにあたり、前記軸12の周囲に配置される複数の分割型30,50,70,80,100,110を用意し、これら分割型を前記軸12側へ移動させたときに、各分割型の成形部の集合により前記軸12及び羽根14に相当する形状のキャビティ部分を形成し、該キャビティ部分に溶融樹脂を充填する。前記軸12の軸方向に対して非直交方向に進退する分割型80,110の成形部86A,116Aが、前記羽根14の搬送面16に対応するキャビティの一部を形成する。
(もっと読む)
回転電機のコアの電磁誘導加熱方法及び電磁誘導加熱装置
【課題】コアの両端付近のコア板から厚さ方向の中間部付近のコア板まで均一に加熱することができる回転電機のコアの電磁誘導加熱方法及び装置を提供する。
【解決手段】複数枚のコア板Waが積層されて全体として円筒形状に形成された回転電機のコアWの内周側及び外周側に、それぞれ円筒形状をなす内周側コイル14及び外周側コイル15を配置する。この状態で、各コイル14,15に交流電流を流すことにより、コアWを電磁誘導加熱する。
(もっと読む)
成形金型及びローラ製造方法
【課題】振れ精度の高いローラを高い歩留まりで製造できる成形金型及びローラの製造方法を提供すること。
【解決手段】軸体が内部に配置される管状金型11と、管状金型11の両端部それぞれに装着され、軸体を保持する保持穴34及び44を有する端部金型13及び14とを備え、保持穴34及び44は、その底部に、軸体の端部に形成された面取り部の面取り形状と同種の面取り形状を有し、内径が徐々に小さくなる環状先細面39及び45が配置されている成形金型1、並びに、両端部それぞれに面取り部を有する軸体の外周面に弾性層を備えたローラを製造する製造方法であって前記面取り部をその面取り形状と同種の面取り形状を有し、面取り部に向かって内径が徐々に大きくなる環状先細面39及び45で保持する工程を有するローラの製造方法。
(もっと読む)
マグネットローラ成形用金型及びマグネットローラの製造方法
【課題】金型使用に伴う入れ子の取り替えによる製造コストを減少させることができる、コスト性に優れたマグネットローラ成形用金型およびマグネットローラの製造方法を提供する。
【解決手段】マグネットローラ成形用金型10は金型本体11と、この金型本体11の端部と接続してマグネットローラの軸部を成形する軸金型12、13と、この金型本体11の中空部の周囲に配設され、当該中空部の長さ方向に延在する複数の磁力発生手段14とを備える。この軸金型13は、マグネットローラの軸部の周面を成形する部分が着脱可能な補強部材131よりなり、当該補強部材131よりなる部分とそれ以外の部分132とで分割可能な構造を有する。
(もっと読む)
マグネットローラ成形用金型
【課題】入れ子の軸心と金型本体の軸心との芯ずれを、煩雑なメンテナンスを必要とせず、シンプルな構造にて防止することができる、マグネットローラ成形用金型を提供する。
【解決手段】円筒状の中空部を有して、この中空部の長手方向の一端部に開口を有し、射出成形機に固定されて水平方向に保持される金型本体11と、この金型本体11の上記開口を有する一端部と接続する軸金型13と、この金型本体の中空部の周囲に配設され、当該中空部の長さ方向に延在する磁力発生手段14とを備えるマグネットローラ成形用金型10である。射出成型機の可動側部材に固定された金型本体11の他端部に対して、開口部を有する金型本体11の一端部に生じた中心軸のずれに合わせて、軸金型13は、中心軸が偏芯した形状を有している。
(もっと読む)
成形金型及びローラ製造方法
【課題】実質的にウェルドラインのない弾性層を軸体の周囲に形成できる成形金型及びローラ製造方法を提供すること。
【解決手段】軸体が内部に配置される筒状金型11と、成形材料が流通する注入孔31を有し、筒状金型11の一方の端部21に装着される第一端部金型15と、排出孔41を有し、筒状金型11の他方の端部22に装着される第二端部金型18とを備え、リングゲート51のゲート幅Gが0.2〜1.5mmの環状ランナー部6を注入孔31の下流側に有することを特徴とする成形金型1、並びに、成形材料を軸体の周囲に画成されたキャビティ5にゲート幅Gが0.2〜1.5mmの環状ランナー部6を経由して注入する工程を有することを特徴とするローラ製造方法。
(もっと読む)
電子写真機器用現像ロール
【課題】層形成ブレードへのトナー粒子の固着を長期に渡って抑制できるとともに、画像をきめ細かくできる電子写真機器用現像ロールを提供すること。
【解決手段】軸体12と、軸体12の外周に形成されたゴム弾性層14と、を備えた現像ロール10において、ゴム弾性層14の表面には、型転写により、径φ1に対する高さhの比(h/φ1)が0.5以上の凸部16aが多数形成されており、多数の凸部16aが形成されたゴム弾性層14の表面には、さらに、トナー離型性を高める表面改質が施されている。
(もっと読む)
羽根車の成形型および羽根車の成形方法
【課題】導入路を囲む羽根が湾曲し、かつ導入路が外周側(高さH01)、中心側(H02>H01)で傾斜して形成される羽根車を、支障なく樹脂で一体成形する。
【解決手段】導入路を成形する多数の単位金型30は放射求心に移動し、成形の第1位置、後退の第2位置をとる。単位金型30は第1単位金型31と第2単位金型41とからなり、先端32a、43aを重ねてA状態として(先端高さH=H02 )は羽根車を成形する(a)。成形が完了したならば、第2単位金型41のみをG方向に回転して、第2単位金型41が収容部35に後退したB状態をとり(先端高さH<H01)、第1単位金型31に取り付けた操作具75の第1係止突起79を第2単位金型の係止溝71に係止してB状態を維持する(b)。この状態で、成形した羽根車から単位金型30を放射状に抜いて、第2位置をとることができる。
(もっと読む)
樹脂製プーリ
【課題】効率的に溶融樹脂をキャビティ内に充填して、樹脂部材の成形安定性を向上させることができ、プーリ外周面の真円度が向上した樹脂製プーリを提供する。
【解決手段】互いに同心に設けられた内径側円筒部及び外径側円筒部と、これら両円筒部の間に設けられた円板部と、円板部の両平面に放射状に配設されるリブとを有する樹脂部材を転がり軸受の外輪の外周部に固設した樹脂製プーリであって、円板部は両円筒部と同心に形成される円環状肉厚部を有し、円環状肉厚部の軸方向幅をAA、円環状肉厚部の径方向幅をAR、板部の軸方向幅をBA、リブの周方向幅をRC、、溶融樹脂を注入するゲートの直径をGDとした時、下記の式を満たす。
AA>BA 、AA>RC 、AR>GD
(もっと読む)
樹脂成形方法及び樹脂製品
【課題】樹脂製品の軸孔のエッジにおけるクラックの発生を防止すること。
【解決手段】軸孔を有する円盤形状の樹脂製品を成形する樹脂成形方法であって、軸孔は、その内周に軸線方向に伸びるエッジを含む。金型18,19等のキャビティ29において、軸孔の一端に対応する部分を覆うように樹脂溜まり部31が設けられる。樹脂溜まり部31の中央に外部から溶融樹脂を注入するためのスプルー30が設けられる。樹脂溜まり部31の反スプルー側が複数の脚31aに分岐し、各脚31aが軸孔のエッジの対応部分から離れて配置される。そして、スプルー30からガラス繊維を配合した溶融樹脂を樹脂溜まり部31に注入し、樹脂溜まり部31の各脚31aからキャビティ29に溶融樹脂を充填する。
(もっと読む)
羽根車の成形方法及び成形装置
【課題】羽根車の製造コストを抑制し易い成形方法、少数の駆動源で駆動可能な成形装置、設置スペースを羽根車の径方向に小さくできる成形装置を提供する。
【解決手段】回転方向の一方側に外周側と内周側とで異なる傾斜角度で傾斜した複数のブレード52が本体の一方側の面における周方向に並設された羽根車50の製造方法として、ブレード52の片側を成形する第1型3Aと、第1型3Aに対向し、型締めする第2型4と、ブレード52に対して第1型3A側に設けられた中子5とを備え、中子5を介して第1型3Aと第2型を型締めする型締工程と、得られたキャビティに樹脂を注入する射出工程と、硬化後に少なくとも第1型3Aを開放し、中子5を羽根車50の外周側から内周側に向かって延出する中子回動軸心X3の周りに回動させて中子5を脱型する工程とを設けた。
(もっと読む)
ゴムロールの製造装置及び製造方法
【課題】ゴムロールを金型から取り出すときの取出性を向上させる。
【解決手段】芯金20を同軸状に包囲するとともに、円筒状の被膜部材13を円筒状の内壁12Aに装着する第1金型12と、第1金型12の軸方向両端部に設けられ、芯金20及び被膜部材13を挟持する一対の第2金型14と、を備えたゴムロールの製造装置10であって、一対の第2金型14の少なくとも一方に、芯金20と被膜部材13との間に未加硫ゴムを注入するための注入口18を形成し、第1金型12の軸方向両端部の内壁12Aに、周方向に凹溝26を形成する。
(もっと読む)
マグネットローラ成形用金型およびマグネットローラの製造方法
【課題】金型本体の内周端部において摩耗が生じた場合でも、磁力特性に影響を与えることがなく、かつ、コスト性に優れたマグネットローラ成形用金型およびマグネットローラの製造方法を提供する。
【解決手段】円柱状の本体部を有するマグネットローラを成形するキャビティ11を有する金型本体12と、金型本体の開口端を閉塞してキャビティ端面を画成する入れ子13とを備え、金型本体内に、キャビティ内に磁場を形成する複数の磁力発生手段14A〜14Dが、キャビティ周方向に沿って配列されたマグネットローラ成形用金型10である。少なくとも磁力の最も強い磁力発生手段14Aに対応するキャビティ周方向位置について、金型本体の開口端の内周縁部に、着脱可能な非磁性の補強部材17が配置されている。
(もっと読む)
粉体用スクリュー,その製造方法及び成形用金型,トナーカセット,画像形成装置
【課題】軸部の周囲に螺旋状に設ける羽根部を樹脂製とした場合であっても、粉体の搬送量の低下を招くことがない粉体用スクリューと、その製造方法及び成形用金型を提供する。
【解決手段】軸部12の周囲に螺旋状に巻き付けられる羽根20を樹脂で射出成形するにあたり、軸部12の軸方向に沿って分割配置される複数の分割型32〜38のキャビティ形成部32A〜38Aを互い違いに交差させて前記軸部12と羽根20に相当する形状のキャビティ部40,42を形成して溶融樹脂を充填する。このような金型構造により、羽根20を均一な厚みに成形しても型から取り外すことができる。また、羽根20の厚みを均一にすることで、羽根間のピッチを広げて粉体の搬送量を増やすことができる。更に、トナー用スクリュー10の一部を樹脂製とすることで、コンパクト化(軽量化)とともに、コスト低減も可能となる。
(もっと読む)
シームレス凹凸模様付きロールの製造方法
【課題】
工業的な規模で、表面にシームレスの凹凸模様を有するロールを安価に簡便に製造することを課題とする。
【解決手段】
円柱支持体に連続繊維を隙間なくスパイラル巻きにし、固定した後に、該スパイラル巻きした表面形状を内面に転写したシームレス凹凸模様を有する中空鋳型を作成し、該中空鋳型の内面形状を表面に転写することを特徴とするシームレス凹凸模様付きロールの製造方法。連続繊維は撚糸またはモノフィラメントのいずれでも良い。
(もっと読む)
電動工具
【課題】装飾性を高めた電動工具を提供する。
【解決手段】モータを収容する本体ハウジングの前方に、駆動機構を収容する金属製の前ハウジングを組み付け、前ハウジングの先端から出力軸を突出させる一方、前ハウジングの外周を、合成樹脂製で筒状の透明カバー30で保護する電動工具であって、透明カバーの内表面に装飾模様61を形成した。装飾模様は、内表面R1〜R4に形成された凹凸形状である。
(もっと読む)
スクリュー式搬送用シャフトの製造方法
【課題】製品の歩留まりを向上させるとともに、割れ、反りおよび凹みなどが生じにくいスクリュー式搬送用シャフトを製造することができるスクリュー式搬送用シャフトの製造方法を提供する。
【解決手段】シャフト本体2および螺旋部3を有するスクリュー式搬送用シャフト1と相補的な形状を有する金型5を準備し、外周面の全体にわたってねじ部9aが形成された細長い軸状の金属製の中子9を準備する。次に、中子9を金型5内にセットし、金型5内に、溶融した合成樹脂を射出することによって射出成形を行う。射出成形された合成樹脂が硬化した後、中子9を所定の方向に回転させることにより、スクリュー式搬送用シャフト1を、螺旋部3の巻き方向と逆の方向に回転させながらスクリュー式搬送用シャフト1の長さ方向に移動させることによって、金型5から分離する。
(もっと読む)
軸流ファン及びスライド金型
【課題】吸気効率を改善した軸流ファン及びその製造に用いるスライド金型を提供することを目的とする。
【解決手段】インペラと、外周面11fに少なくとも1つの平面部を含み且つ前記インペラの外周を囲む側壁11を有するハウジング10とを備えている。側壁11は、その内周面の周方向に配列され且つ互いに平面部に対して略垂直な同一方向に内周面から外周面へ貫通する複数のスリット110a〜110hで構成されたスリット群110を備え、スリット群110は、スリット110a〜110hの貫通方向Tに直交する内周面の接線Gの接点Eからインペラの回転方向Rの前方側に位置するスリットの数が、接線Gの接点Eからインペラの回転方向Rの後方側に位置するスリットの数よりも多い。
(もっと読む)
プロペラファンおよびその製造方法
【課題】羽根の付根部の強度を上げ、より高い回転数で回転させても羽根の付根部が破断しないプロペラファンおよびその製造方法を提供する。
【解決手段】各羽根3につきゲートが3箇所設けられるため、3箇所のゲートから溶融樹脂が周壁5に沿って、樹脂の流れ40のような経路で付根部20へ向かって流れる。このため、各ゲートから流入した溶融樹脂が付根部20へ到達する時間差は小さくなり、付根部20における溶融樹脂の流れは、隣の経路から流れてくる溶融樹脂の流れに妨げられることがなくなる。従って、樹脂の流れ40a〜40iは全て付根部20に対し垂直になり、溶融樹脂に含まれる長繊維30も、溶融樹脂の流れに沿って付根部20に対し垂直に配向するので、付根部20の強度が向上し、より高い回転数でプロペラファン1を回転させても付根部20が破断しない。
(もっと読む)
1 - 20 / 238
[ Back to top ]