
Fターム[4F202AH23]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 車両(←軽車両)部材 (2,475) | ウェザーストリップ、モール (100)
Fターム[4F202AH23]に分類される特許
1 - 20 / 100
成形構造体の製造方法及び成形型
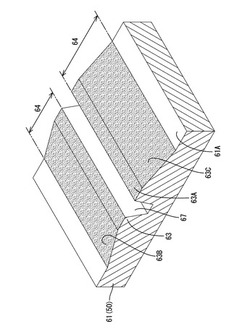
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
(もっと読む)
積層成形品の成形方法

【課題】積層成形品の表面風合、並びにソフト感を維持することができるようにするとともに、設備の簡素化及び工数の短縮化並びに作業環境の改善ができるようにした積層成形品の成形方法を提供する。
【解決手段】所要形状に成形された樹脂芯材12と該樹脂芯材12の表面に表皮13を貼付してなる積層成形品の成形方法において、成形金型21における上下型23,24のキャビティ26内に熱溶融された樹脂12aを供給し、キャビティ26形状に沿って樹脂芯材12を所要形状に成形する芯材成形工程と、冷却される前の樹脂芯材12を下型24の上に保持して上下型23,24を型開きし、かつ該樹脂芯材12上に、裏面にくもの巣状ホットメルトシートを設けた表皮13を供給して積層する表皮供給工程と、表皮13を樹脂芯材12の外表面に貼り合わせ、かつ冷却させるプレス・冷却工程と、からなる。
(もっと読む)
多色成形品の製造方法、及び成形型
【課題】第1成形品と第2成形品との接合強度をより高くすることが可能な多色成形品の製造方法を提供する。
【解決手段】第1成形空間91に第1溶融樹脂を射出してドアトリム本体30を成形する第1成形工程と、第2成形空間92に第1溶融樹脂とは異なる色の第2溶融樹脂を射出してオーナメント40を成形する第2成形工程と、を備え、第1成形工程においては、第1可動型71、第2可動型72、第3可動型73によって突部を成形するための各成形面を形成し、第1成形空間91に第1溶融樹脂を射出することで、貫通孔33Aが形成された状態の突部33を成形し、第2成形工程においては、第2溶融樹脂を貫通孔33Aに充填させるとともに突部33が嵌合された状態の凹部43を成形することを特徴とする。
(もっと読む)
複合成形品及びその製造方法
【課題】ガーニッシュ本体部とクッション部とを接合して一体化したピラーガーニッシュにおいて、ガーニッシュ本体部からクッション部が剥がれ難くする。
【解決手段】ガーニッシュ本体部14の凹状リブ部20(クッション部15の棒状部26との接合部)に2つの突出部27を設け、クッション部15を射出成形する際に2つの突出部27を凹状リブ部20の表面から離れる方向に対して交差する方向に変形(傾斜又は湾曲又は屈曲)させることで、クッション部15の棒状部26のうちの突出部27と凹状リブ部20との間に、凹状リブ部20の表面から離れる方向において突出部27に対してアンダーカット形状となるアンダーカット部28を形成する。これにより、ガーニッシュ本体部14の凹状リブ部20の突出部27とクッション部15の棒状部26のアンダーカット部28とが係合状態となり、凹状リブ部20から棒状部26が剥がれ難くなる。
(もっと読む)
モール成形用金型および該金型を用いた装飾モール付きガラスの製造方法
【課題】磁力発生装置を用いて金属モールを金型に固定する場合、金型表面に段差が生じ、金型と金属モールとの接触部分に歪みが発生する問題があった。
【解決手段】ガラス板の周縁部に金属モールを被着させるモール成形用金型において、ガラス板を支持すると共にガラス板の周縁部に形成する樹脂モールの上部面、下部面をそれぞれ形成させる上部金型、下部金型を含む成形金型と、前記下部金型の凹状面内の金属モールの当接面に設けた複数の各穿孔部に内接する非磁性の筒状の介装部材内に設け、金属モールをモール固定部材の頂部の磁力で保持するモール固定手段と、該モール固定手段に磁力を付与する磁力発生装置と、からなり、前記磁力発生装置の熱膨張により前記モール固定部材の頂部上端が、前記下部金型の凹状面から突出しないように、モール固定部材の鍔部の外径を穿孔部の内径より大径としたことを特徴とするモール成形用金型。
(もっと読む)
ウエザストリップ及びその製造方法
【課題】シール性や外観品質を向上させるように押出成形部を型成形部で接続したウエザストリップ及びその製造に際して型成形部の形成範囲内でコア金型を抜き取ることができる製造方法を提供する。
【解決手段】ウエザストリップ5は、押出成形された押出成形部6と、これの両端部を直線状に接続する型成形部7とからなり、スライディングルーフの周縁に沿って取付けられるトリム部11と、トリム部11から突出する中空シール部15とを備える。型成形部7は、その接続幅W1が2.0mmに設定され、その中空シール部15において、その内周面15cを成形するコア金型を成形後に抜き取るためのコア抜き孔44が形成されている。コア抜き孔44は、中空シール部15の内周面15cの周方向に沿った長さが、当該内周面15cの周長の30%となるように形成されている。
(もっと読む)
ウエザストリップ及びその製造方法
【課題】シール性や外観品質を向上させるように押出成形部を型成形部で接続したウエザストリップ及びその製造に際して型成形部の形成範囲内でコア金型を抜き取ることができる製造方法を提供する。
【解決手段】ウエザストリップ5は、押出成形された押出成形部6と、これの両端部を直線状に接続する型成形部7とからなり、ドア開口部の周縁に沿って取付けられるトリム部11と、トリム部11から突出する中空シール部15とを備える。型成形部7は、その接続幅W1が2.0mmに設定され、その中空シール部15において、その内周面を成形するコア金型を成形後に抜き取るためのコア抜き孔44が形成されている。コア抜き孔44は、中空シール部15の内周面の周方向に沿った長さが、当該内周面の周長の40%となるように形成されている。
(もっと読む)
射出成形用金型
【課題】 樹脂成形品に発生するフローマークを抑制することができる射出成形品用金型を提供する。
【解決手段】 金型内に形成される金型空間部に溶融樹脂の流路を通して溶融樹脂が充填され、前記金型空間部4内に合成樹脂の成形品が形成される射出成形用金型において、前記溶融樹脂の流路から前記金型空間部4に移行する箇所であって、溶融樹脂の流れを変える屈曲部41の内側内面Cを曲面形状に形成したことにある。
(もっと読む)
成形周辺封止部を備える封入型ウインドウアセンブリ
【課題】成形周辺封止部を備える封入型ウインドウアセンブリを改善する。
【解決手段】透明シート(40)の周辺領域を包囲するガスケット部材(54)及びそのガスケット部材(54)に溶融結合される周辺封止部アセンブリ(42)(弾性封止部(44)及び封止部支持部材(46))を備える封入型ガラスアセンブリ(60)を提供する。封止部支持部材は少なくとも90のショアーA硬度を有する材料から形成され、弾性封止部は封止部支持部材よりも低い硬度を示す可撓性材料から形成される。
(もっと読む)
発泡樹脂基材の成形方法並びに成形金型
【課題】表皮を真空貼着してなる積層成形品における発泡樹脂基材の成形方法並びに成形金型であって、発泡樹脂基材に開設するバキューム孔周縁部に形状垂れが生じることがなく、精度の良い成形を可能にする。
【解決手段】発泡樹脂基材21は、キャビティ型50とコア型60で画成されるキャビティC内に発泡樹脂材料Mを射出充填し、その後、キャビティ型50を後退操作して、型クリアランスを拡げて発泡反応を行なわせて成形するが、コア型60に突設するバキューム孔形成用突起63は、型抜き勾配を考慮したテーパー状に形状設定され、更に、バキューム孔形成用突起63に対応するキャビティ型50の型面には、リング状突起52、リブ53、絞模様54等の凹凸部を形成し、キャビティ型50の後退操作時における半成形品Pの追従性を高めることで、バキューム孔23周縁部の形状垂れを抑え、積層成形品20の外観性能並びに手触り感を高める。
(もっと読む)
積層成形品の成形方法並びに成形装置
【課題】樹脂芯材表面に表皮を積層一体化した積層成形品の成形方法並びに成形装置であって、接着剤を廃止することで設備の簡素化、工数の低減を図るとともに、表皮の精度の良い形状出しを可能とした外観性能の優れた積層成形品の成形方法並びに成形装置を提供する。
【解決手段】成形金型50の上方に加熱ヒーター60、表皮ロール70を配置し、表皮ロール70から引き出した表皮22を加熱ヒーター60により任意温度に加熱した状態でキャビティ型51とコア型52との間に垂下させ、その後、キャビティ型51、コア型52を型締めした後、表皮22を真空・圧空成形することにより、表皮22を所要形状に成形する。次いで、表皮22の背面側に射出ユニット54を通じて溶融樹脂Mを射出充填し、樹脂芯材21を所要形状に成形するとともに、樹脂芯材21の樹脂熱により表皮22を熱融着させることでドアトリムアッパー(積層成形品)20を所要形状に成形する。
(もっと読む)
吸引によってインサートが所定位置に保持されるプラスチック部品の成型プロセス、成型装置、および使用
本発明は、特に窓(4)の周囲上にビーディング(3)を成型するための、またはプラスチック窓を成型するためのプロセスにして、前記ビーディング(3)の、または前記プラスチック窓の構成プラスチックがそれぞれ、トリムなどの少なくとも1つのインサート(2)が事前に配置されている成型空洞(5)内に導入される成型プロセスであって、前記プラスチックが導入されている間、前記成型空洞の内面上に生じる複数の微細穴(10)を通じての吸引によって前記インサート(2)が前記成型空洞(5)内の所定位置に保持されることを特徴とする、成型プロセス、に関する。 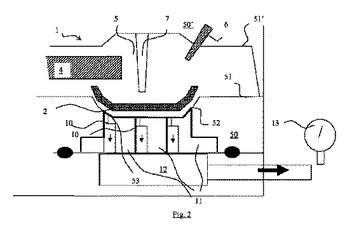 (もっと読む)
(もっと読む)
発泡樹脂成形品の成形方法
【課題】可動側金型と固定側金型とを型締めした後、エアを注入し、更に、発泡樹脂材料を射出充填した後、可動側金型を型開きさせて発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法であって、製品内のエア残りを低減し、外観性能並びに隣接部品に対する合わせ精度を高める。
【解決手段】成形金型40の型締め後、冷却工程前迄製品キャビティC内にエアを注入し続ける。そして、発泡樹脂材料Mを製品キャビティC内に射出充填した後、製品キャビティC内のエア圧を0.3〜1.0MPaにキープした状態で可動側金型50を型開操作して、金型外周に配置したシール部70から外部にエアを排出することにより、製品内のエア残りを解消でき、外観不良をなくすとともに、隣接部品との合わせ精度を高める。
(もっと読む)
射出発泡成形方法およびその装置
【課題】ガス溜まりを防止して良好な外観の射出発泡成形体を成形する方法に関する。
【解決手段】型締め後のキャビティ113内に気体を導入して昇圧した後、発泡剤を含む熱可塑性樹脂の樹脂原料Xを射出する。スキン層を形成させた後、樹脂原料Xを発泡させるコアバックの実施と同時またはコアバックの実施後、キャビティ113内の気体を真空吸引してキャビティ113内を大気圧未満にする。冷却固化し、射出発泡成形体を得る。完全に固化する前に樹脂原料Xと金型110の内面との間の気体を確実にキャビティ113外へ排気し、ガス溜まりによる表面の凹みやスワールマークの発生を防止できる。
(もっと読む)
発泡成形品の製造方法
【課題】セル形態を制御しやすい発泡成形品の製造方法を提供することを目的としている。
【解決手段】発泡性樹脂組成物を射出機によってキャビティ内に射出充填したのち、金型の移動型をコアバックして金型内で発泡させる発泡成形品の製造方法において、射出成形機の樹脂計量完了から射出開始までの計量された発泡性樹脂組成物のシリンダー内での滞留時間を調整することによって、得られる発泡成形品の発泡セルの大きさを制御することを特徴としている。
(もっと読む)
樹脂成形品の成形方法並びに成形金型
【課題】スライドコアを配置してアンダーカット部を有する樹脂成形品を成形する樹脂成形品の成形方法並びに成形金型において、スライドコアに設けたガス抜き構造におけるガス抜き方向を樹脂成形品の表面側とは反対方向に設定することで外観不良を回避する。
【解決手段】アンダーカット部を成形するためにコア型30に配置するスライドコア40は、傾斜ロッド41を挿通するロッド挿通孔42はガス抜きピン44と到達するまで長寸状に設定し、ガス抜きピン44のピン挿通孔45とロッド挿通孔42とを連通させ、ガス抜きピン44とピン挿通孔45との間、並びに傾斜ロッド41とロッド挿通孔42との間にそれぞれクリアランスd1,d2を設定することで、成形時にキャビティCに滞留するガスをガス抜きピン44の外周クリアランスd1及び傾斜ロッド41の外周クリアランスd2を通じて樹脂成形品1の表面側とは反対方向に導くことで、外観不良を回避する。
(もっと読む)
樹脂発泡成形品の製造方法及び樹脂発泡成形品
【課題】発泡樹脂材料の発泡のためのキャビティ拡大に起因して樹脂発泡成形品が形状ダレを生じる問題を解決することのできる表皮付き樹脂発泡成形品の製造方法を提供する。
【解決手段】表皮16の内側に発泡層を有する樹脂発泡成形品を製造するに際し、第2分割型34の少なくとも一方の側面成形面38を突成形部44を有するものとなし、第1キャビティ36の拡大時に突成形部44にて突形状部の表皮16-2Aを保持してこれを型開き方向に相対移動させるようになすとともに、第2分割型34の第2摺動面54を側面成形面38に連続して形成し、第1キャビティ36の拡大時に第2摺動面54に沿って、型締状態で形成された表皮16-2Aに連続した新たな表皮16-2Bを形成するようになす。
(もっと読む)
発泡樹脂成形品の接合構造
【課題】発泡樹脂成形品と樹脂成形品を溶着用ボスの締結加工により接合一体化する際、両者の締結位置を安定化させることで組み付け精度が向上した接合構造を提供する。
【解決手段】トリムアッパー(発泡樹脂成形品)20とトリムロア(樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。上記トリムアッパー20の取付孔23の内壁に微小凹凸面24を形成するとともに、取付孔23の周縁に環状リブ25を突設し、トリムロア30における溶着用ボス31周囲の補強リブ32面に環状リブ25を突当てることで、トリムアッパー20とトリムロア30の締結位置を安定化させることにより、トリムアッパー20とトリムロア30との組み付け精度を高める。
(もっと読む)
二色成形品の成形方法並びに成形装置
【課題】キャビティ内に仕切りプレートを昇降させてキャビティを区画、あるいは連通させ、各分割キャビティ内に異なる色彩の溶融樹脂を射出充填して成形する二色成形品の成形方法並びにその成形装置であって、金型構造の簡素化し、かつ一般部の厚みと縦壁部の厚みを均一に制御する。
【解決手段】成形上下型50,60間のキャビティCを区画する仕切りプレート70は、成形下型60に収容される膨張・収縮チューブ80に支持され、膨張・収縮チューブ80の膨張時、仕切りプレート70を成形上型50の型面に当接するまで上昇させるとともに、膨張・収縮チューブ80の収縮時、仕切りプレート70を下降させてキャビティ同士を連通させる。更に、見切りライン11の左右縁部において、仕切りプレート70、膨張・収縮チューブ80を一般部10aと縦壁部10bに分割し、動作方向を相違させることで、一般部10aと縦壁部10bとの厚みを均一に制御する。
(もっと読む)
クォータードアガラスとクォーターウエザストリップの製造方法
【課題】生産性が高く、見栄えのよいクォータードアガラスとクォーターウエザストリップの製造方法の提供。
【解決手段】クォーター部材成形金型40は、ガラスキャビティー44と、ウエザストリップキャビティー43とが設けられる。ガラスキャビティー44に、ガラスダミー部材50と、ガラスダミー部材50の上にコーティング部材30を重ねては位置し、ウエザストリップキャビティー43内に、ガラスダミー部材50とコーティング部材30の外周部を突出させる。クォーターウエザストリップ20をガラスダミー部材50とコーティング部30材の外周を覆って形成する。ガラスダミー部材50を外し、ガラスキャビティー44へ合成樹脂を注入してクォータードアガラス6を成形したクォータードアガラス6とクォーターウエザストリップ20の製造方法である。
(もっと読む)
1 - 20 / 100
[ Back to top ]