
Fターム[4F202AH27]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 車両(←軽車両)部材 (2,475) | ヘッドレスト (28)
Fターム[4F202AH27]に分類される特許
1 - 20 / 28
可動式ヘッドレスト成形型
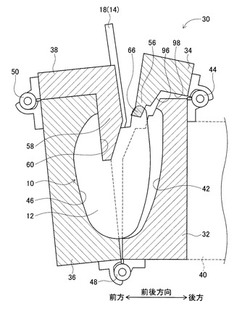
【課題】実用性の高い可動式ヘッドレスト成形型を提供する。
【解決手段】可動式ヘッドレスト10の成形型30において、(a)ヘッドレスト本体(本体と略す)12の背面を区画するキャビティ面42が形成され、固定的に設けられる背面側下型32と、(b)背面側下型の上端部に回動可能に取り付けられ、ステー14を成形型の外部に延出させる背面側ステー溝52が形成された背面側上型34と、(c)本体の正面を区画するキャビティ面46が形成され、下端部において背面側下型に回動可能に取り付けられる正面側下型36と、(d)正面側下型の上端部に回動可能に取り付けられ、背面側ステー溝と対向する正面側ステー溝54が形成され、その溝から連続してステーに沿って本体の内部に延び出す延出部58を有する正面側上型38とを備えるように構成する。この構成により、本体と延出部とを殆ど干渉させることなく、ヘッドレストを脱型することが可能となる。
(もっと読む)
発泡合成樹脂成形体及びその製造方法

【課題】穴状部が貫通孔である場合には、発泡成形時に該穴状部を塞ぐバリ部を形成することなく、該穴状部の周辺部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能であり、該穴状部が非貫通状である場合には、該穴状部の底部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能な発泡合成樹脂成形体の製造方法及び発泡合成樹脂成形体を提供する。
【解決手段】少なくとも第1の型21と第2の型22とを有する金型20を用いて、外面に穴状部3を有する発泡合成樹脂成形体1を製造する。第1の型21のキャビティ内面に、穴状部3を形成するための凸部23が設けられており、金型20は、型締めした状態において、凸部23の突出方向の先端面が第2の型22のキャビティ内面に所定の間隔をあけて対向するように構成されている。金型20を型締めした状態において、凸部23の先端面と第2の型22のキャビティ内面との間に金型20内の気体を気体誘導手段で誘導する。
(もっと読む)
シートパッドの製造方法
【課題】成形型への小パッドの取付作業性を向上するとともに、シートパッド損傷のおそれを低減することができるシートパッドの製造方法を提供する。
【解決手段】成形型の内面に小パッド14を保持させておき、該成形型内に発泡原液を供給して発泡させることにより、パッド本体に小パッド14が一体化されたシートパッドを製造するに際し、成形型の内面に先端が拡大した横断面形状を持つ凸条28を設けておくとともに、小パッド14における成形型に対する取付け面14Aに凸条28が嵌合する凹溝30を設けておき、凸条28と凹溝30を嵌合させて小パッド14を成形型に保持させる。
(もっと読む)
シート用パッドの製造方法およびシート用パッド
【課題】ガス抜き孔内への発泡原料の流入を抑制するとともに、高精度で、かつシートフレームとの間での擦れ音の発生を抑制可能なシート用パッドを形成すること。
【解決手段】金型10においてガス抜き孔12が開口するキャビティ面14に補強部材3を配置する配置工程と、キャビティ11内で発泡原料を発泡させ、発泡体を形成するとともに該発泡体に補強部材3を一体に固着させることで、シート用パッドを形成する発泡工程と、を有し、ガス抜き孔12は、キャビティ面14のうち、被固定部を形成する被固定部の形成領域17に開口し、補強部材3において少なくともガス抜き孔12に対応する部分には、非通気性部材4が取り付けられ、発泡工程は、キャビティ11内で発泡する発泡原料により補強部材3をキャビティ面14に押し付けた状態で、非通気性部材4によりガス抜き孔12をキャビティ11の内側から覆うシート用パッドの製造方法を提供する。
(もっと読む)
シートクッション成形型およびシートクッションの製造方法
【課題】後加工を不要としたシートクッション成形型およびシートクッションの製造方法を提供する。
【解決手段】シートクッション成形型Mは、下型60と、この下型60と型閉め可能に配設されて該下型60との間にクッション本体10に合わせたキャビティ64を形成する上型70とを備える。またシートクッション成形型Mは、フレーム20を、上型70のキャビティ64を画成する成形面72から離して該キャビティ64に支持するセット部を備える。更にシートクッション成形型Mは、上型70に下方に開口するよう成形面72から凹設され、セット部74にセットしたフレーム20から上方に突出したフック30を受け入れる凹部80を備えると共に、凹部80の開口周囲を囲う規制手段90を備える。前記規制手段90は、上型70の成形面72から突出して凹部80の開口周囲を囲う流入規制壁92から構成される。
(もっと読む)
クッションパッド成形型およびその成形型を用いたクッションパッドの製造方法
【課題】製造コストの上昇を招くことなくクッションパッドの成形不良を十分に改善することができ、しかも抜型の際の作業性が向上するクッションパッドが得られるクッションパッド成形型を提供する。
【解決手段】発泡樹脂製のクッションパッドの上辺縁部から背面側に延設されてクッションパッド上部を断面コ字状にする延設部が、前記上辺縁部から後方へ延設された連結部と、前記連結部に繋がる厚肉部と、前記延設部先端側の薄肉部とを有し、少なくとも前記厚肉部の内側で発泡樹脂と、その発泡樹脂を覆う補強布材とが一体に成形され、下型14と中子型13と上型12とを具え、中子型13が、その中子型の表面から弾性力で突出して前記補強布材を押圧し、前記厚肉部内に前記補強布材を膨出させるとともに、前記発泡樹脂が前記厚肉部内に充填されると前記補強布材で押圧されて後退する弾性押圧部15を有することを特徴とするものである。
(もっと読む)
ヘッドレスト成形用金型
【課題】本発明は、ヘッドレストの成形作業を容易にし、ヘッドレストの側部が確実に成形されるようにしたヘッドレスト成形用金型を提供する。
【解決手段】本発明に係る金型10は、下型12に対して出し入れ自在なベース板21と、ベース板21に固定されると共に、ヘッドレスト1の側部8の凹部6に対して嵌合と離隔とを行うように水平方向に移動自在であって、第1のバネ28によって嵌合方向に付勢された第1のスライド駒24と、第1のスライド駒24の外周面に対して摺動すると共に、ヘッドレスト1の側面7に対して当接と離隔とを行うように水平方向に移動自在であって、第2のバネ33によって当接方向に付勢された第2のスライド駒25と、備えた構成である。
(もっと読む)
一体発泡成形用金型
【課題】本発明は、構造が簡単で、しかも、一体発泡成形品の外形寸法を高い精度で管理することができるようにした一体発泡成形用金型を提供する。
【解決手段】一体発泡成形用金型10にあっては、一体発泡成形時の発泡圧によるワディング6aの圧縮見込み厚さWの分だけ、キャビティ12aの壁面15を、ヘッドレスト1の外形予定ラインL1の位置より内側に配置させている。このような金型10を利用すると、構造が簡単で、しかも、ヘッドレスト1の外形寸法を高い精度で管理することができる。また、密度の異なる様々なワディング6a,6bを各部位に利用したヘッドレスト1を容易に成形することができ、このことによって、様々な形状や感触のヘッドレスト1を精度良く且つ容易に製作することができる。
(もっと読む)
クッション体の製造方法
【課題】車両用シートに利用されるクッション体の製造方法において、振動を減衰させるダンパー機能を有したクッション体としつつ、弾性樹脂材の成形と同時に錘を所望位置に配置した状態にし、製造工程時における作業性を向上させることにある。
【解決手段】錘40に設けられた挿通穴41に柔らかい合成樹脂からなる紐部材60を挿通させる。この紐部材60の両端部を第二成形具52の引掛け部52a,52aに引っ掛ける。そうすると、錘40は、紐部材60によって成形用型55の上方からぶら下げられたものとなり、成形用型55内の所望位置に中空に浮いた状態で位置する。次いで、錘40をぶら下げた状態で、ヘッドレストステー18を支持してヘッドレストステー18の埋没部18aを成形用型55内に配置する。この状態で、成形前の弾性樹脂材30となる弾性樹脂材液35を成形用型55内に注入し、弾性樹脂材30を成形する。
(もっと読む)
成形型及び発泡成形品
【課題】発泡成形品の製作コストを低減することができ、発泡成形品の表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる成形型、及び、製作コストを低減することができ、表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる発泡成形品を提供する。
【解決手段】フレーム類2を内蔵するとともにフレーム類2の一部分3を表面1Kから突出させた発泡成形品1を成形する成形型であって、型内で発泡する発泡材10に押し上げられた空気を溜める空気貯留凹部11を上型7の上側の内面7Nに形成し、型内にフレーム類2を収容し、空気貯留凹部11にフレーム類2の一部分3を収容した状態で発泡材10を発泡させるよう構成してある。
(もっと読む)
発泡成形品およびその成形方法
【課題】主に、ソフト感の不足を解消すると共に、表面形状を自在にコントロールできる発泡成形品及びその成形方法を提供する。
【解決手段】表皮材4と、芯材5と、発泡材6とを有し、表皮材4が、製品形状に賦形され、発泡材6が、発泡成形によって表皮材4と芯材5との間に設けられた発泡成形品3であって、表皮材4と発泡材6との層間に、発泡材6よりも弱い力で弾性変形および復帰が可能なクッション材8が埋設され、クッション材8が、表皮材4の賦形時に、加熱された表皮材4の熱を利用して、予め表皮材4の内面部分に熱融着されると共に、発泡材6の発泡成形時に、表皮材4と一緒に発泡材6に一体化されたものとしている。
(もっと読む)
パッド付きインストルメントパネル及びその製造方法
【課題】発泡樹脂原料をキャビティ内の基材と表皮材との間の隅々にまで行き渡らせる。
【解決手段】基材3の車体後方端縁の中途部にパネル嵌合箇所に対応して形成された凹状湾曲部に、成形時に発泡樹脂原料を注入する注入口29dを有する原料注入枠部29を一体に延設し、原料注入枠部29を表皮材19と当接させて当接箇所をシールするとともに、表皮材19との間に原料注入通路35を形成する。原料注入枠部29対応箇所を除く凹状湾曲部に、原料注入枠部29対応箇所が切欠き状となるように庇状突起部を車体後方に一体に突設する。庇状突起部の基端に、表皮材19の端末が当接して当接箇所をシールする縦壁部を下方に連続して一体に形成する。基材3と表皮材19との間に、注入口29dから原料注入通路35を経て注入された発泡樹脂原料により発泡体21を一体に成形し、表皮材19と発泡体21とからなるパッド5を基材3の表面に一体に成形する。
(もっと読む)
発泡樹脂成形品及びその成形方法
【課題】ヘッドレスト穴などの穴の縁部の変形が防止される発泡樹脂成形品と、その成形方法を提供する。
【解決手段】シートパッド1のヘッドレスト穴4の周囲に高強度樹脂が付着されて高強度とされている。高強度樹脂は、シートパッドにスプレー等によって付着されてもよく、発泡成形用金型のキャビティ面に付着しておいてもよい。
(もっと読む)
発泡成形型及び発泡成形方法
【課題】 本発明は、作業を煩雑にすることなく、構造を簡素化するようにした発泡成形型を提供する。
【解決手段】 本発明に係る発泡成形型1は、一体発泡品Sで表皮10の凹部14を予定している凹部予定部17内に収容されるインサートブロック16を備え、このインサートブロック16は、凹部予定部17の底部19の周縁に沿って延在する底ハギ部20に食い込み可能な鋭角な食い込み部21が設けられ、この食い込み部21は、底ハギ部20に沿って延在し、鋭角な食い込み部21の先端21aの周長さは、底ハギ部20の周長さより大きくなっている。このようなインサートブロック16は、表皮10の伸び分を利用して、凹部予定部17内に押し込むように装着されるので、インサートブロック16によって凹部予定部17の底部19を発泡成形型1内で常に張った状態にしておくことができる。
(もっと読む)
残留発泡液除去装置
【課題】 発泡成形装置の注入ノズル先端に残留、付着した残留発泡液を確実に除去できるようにした残留発泡液除去装置を提供する。
【解決手段】 発泡成形装置の注入ノズル先端10aに残留、付着した残留発泡液Sを除去するための装置であって、少なくとも外周表面4aが、硬化発泡体S1の剥離性の高い剥離面として形成されていると共に、注入ノズル先端10aに残留、付着した残留発泡液Sを、注入ノズル先端10aに対する非接触の近接位置で回転することにより外周表面4aに付着、転移させる拭き取りローラ4と、拭き取りローラ4の外周表面4aに接触配置され、発泡成形装置の注入ノズル先端10aから拭き取りローラ4の外周表面4aに付着、転移された残留発泡液Sの硬化後、硬化発泡体S1を拭き取りローラ4の回転のもとで外周表面4aから削ぎ落とすスクレーパ5と、を備えている。
(もっと読む)
発泡成形品
【課題】本発明の目的とするところは、発泡成形品を形成する表面のうちパーティングラインを含む表面に形成された凹部又は孔部の周囲の一部と、そのパーティングラインとの間に欠肉部が存在しない発泡成形品を提供することにある
【解決手段】本発明の発泡成形品は、発泡成形型の下型にポリウレタン原料を注入して発泡成形した発泡成形品であり、その表面を表皮材で覆ってパッドとして用いる発泡成形品に係る。前記発泡成形品を形成する表面のうちパーティングラインL1を含む頂面11に形成された孔部14の周囲の一部と、前記パーティングラインL1とを連結する溝部15を形成すると共に、その溝部15内の底面15aに前記パーティングラインL1に連結する突条部16を形成した。
(もっと読む)
ヘッドレストの製造装置
【課題】 ヘッドレストを発泡成形する際、パッド成形用の発泡液の硬化時間を短縮してヘッドレストの製造の作業性を向上させることである。
【構成】 金型1内の表皮A内に注入ノズルCを挿入し、注入ノズルCを介して注入ガン30より、パッド成形用の発泡液を注入後、注入ノズルCを閉蓋装置2によって閉蓋することを特徴とする。
(もっと読む)
シート用バックパッドの製造方法
【課題】ヘッドレストに前後方向に貫通する貫通穴を備えた袋状をなすハイバック仕様のシート用バックパッドの製造作業性を向上させる。
【解決手段】
バックパッド10の表面側を成形する下型52と、バックパッド10の裏面側の張り出し部16内側を成形する中子型58が一体に設けられ下型52に閉合可能な上型56と、よりなる発泡成形型50であって、ヘッドレスト部の幅方向中央部において表面側のヘッドレスト部本体と裏面側の張り出し部を貫通する貫通穴24,26を成形する柱状部62を下型52及び上型56の少なくとも一方に有し、柱状部62が中子型58に設けられた挿通穴59に挿入される発泡成形型50を用いて、下型52に発泡樹脂原液80を注入し、上型56を下型52に対して型閉めして発泡成形する。
(もっと読む)
クッションパッドの製造方法
【課題】本発明の目的は、先端の厚みが薄い延設部に生じる成形不良を改善すべく、延設部の内側に凹部を形成したクッションパッドの製造方法を提供することにある。
【解決手段】上辺縁部からコの字状に延設される延設部P4と、当該延設部の先端に向かって断面厚みが減少する変形形状部P7とが形成されるクッションパッドPに、シート体を一体に成形するクッションパッドの製造方法であって、上型10に、前記変形形状部P7を形成するための段差部11を設け、中型20に延設部内側P6に凹部P8を形成するための凹部形成部21を設けるように構成し、シート体を配設した中型20と、上型10および下型30とを金型セットし、原料を注入してシート体と一体にクッションパッドPを成形する成形工程と、成形されたシート体付きクッションパッドPを金型から取り出す脱型工程と、を少なくとも備える。
(もっと読む)
クッションパッドの成形方法及びクッションパッドの発泡成形型
【課題】成形型に注入された発泡樹脂の原液の発泡工程において、下型に設けられた複数条の突条部の交差部の隅部にエアポケットが生じるのを防止することができる
クッションパッドの発泡成形型を提供する。
【解決手段】下型42の底面に形成された突条部46A及び突条部46Bが直交する交差部の隅部53にエア逃し溝54を形成する。このエア逃し溝54の上端開口部54aの近傍に閉塞防止部55を一体に形成する。この閉塞防止部55のエア逃し溝57と前記エア逃し溝54を連通する。前記突条部46Aの左側の第3領域50から発泡樹脂が矢印で示すように突条部46Aを乗り越えて第1領域48側に移動されたとき、発泡樹脂が遮蔽部56によって上端開口部54aの側方に導かれ、開口部54aが閉塞されるのを防止し、隅部53のエアがエア逃し溝54,57を通して排出され、隅部53にエアポケットが形成されるのを防止する。
(もっと読む)
1 - 20 / 28
[ Back to top ]