
Fターム[4F202AH51]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 家具、家庭備品(←照明具、掃除機) (53)
Fターム[4F202AH51]に分類される特許
1 - 20 / 53
フレネルレンズおよび照明器具
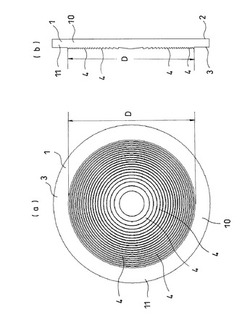
【課題】入射光量に対する出射光量の比としての射出効率を低下させることなく、金型の製作を容易にできるとともに、射出成形時に離型し易く、製品良品率の高い樹脂製のフレネルレンズを提供する。
【解決手段】プリズム4の高さをh、プリズムの頂点部の半径をr、フレネルレンズ1の光学機能を有する有効径をD、有効径Dの範囲に含まれるプリズムの数をNとする。この場合以下の式(1)で示されるkの値を0.04〜0.38とする。これによって、フレネルレンズの入射光に対する出射光の比率を示す射出効率を必要十分な状態に維持できる。さらに、金型の製造が容易で、かつ、成形されたフレネルレンズの離型が容易になる。また成形されたフレネルレンズの品質を安定させることができる。 (もっと読む)
(もっと読む)
プラスチック体およびプラスチック体を製造するための製造装置

【課題】軽量で安定性が高く、寸法精度が高いプラスチック体を提供する。
【解決手段】本発明は、中央領域を管状の中空体(52)として形成されているプラスチック体に関する。本発明によれば、前記管状の中空体(52)は、両端部(55,56)をそれぞれ、閉じた第1または第2の中実体(53,63)によって閉止されている。、前記管状の中空体(52)の前記両端部のうち第1の端部(55)に排除体(16,40,41,42)が配置されている。該排除体は前記中空体(52)と前記第1の中実体(53)との移行部に位置し、前記管状の中空体(52)の第2の端部(56)に、前記管状の中空体(52)と前記第2の中実体(63)との間に延在する中空室が形成されている。
(もっと読む)
発泡合成樹脂成形体
【課題】簡易な構成にて、延出部を主体部側に比較的容易に且つ精度良く屈曲変形させることが可能であり、且つ屈曲変形させた後に、その状態を比較的容易に維持させることが可能な発泡合成樹脂成形体を提供する。
【解決手段】発泡合成樹脂成形体1は、主体部3と、該主体部3から延出した延出部4,5とを有し、発泡合成樹脂が該主体部3から該延出部4,5の延出方向の先端側に向かって膨張することにより、該主体部3及び延出部4,5が該発泡合成樹脂により一体に成形されている。発泡合成樹脂成形体1は、使用時には、延出部5を、その先端側が主体部3に接近するように変形させて使用される。延出部5には易変形部が設けられている。
(もっと読む)
発泡合成樹脂成形体及びその製造方法
【課題】穴状部が貫通孔である場合には、発泡成形時に該穴状部を塞ぐバリ部を形成することなく、該穴状部の周辺部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能であり、該穴状部が非貫通状である場合には、該穴状部の底部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能な発泡合成樹脂成形体の製造方法及び発泡合成樹脂成形体を提供する。
【解決手段】少なくとも第1の型21と第2の型22とを有する金型20を用いて、外面に穴状部3を有する発泡合成樹脂成形体1を製造する。第1の型21のキャビティ内面に、穴状部3を形成するための凸部23が設けられており、金型20は、型締めした状態において、凸部23の突出方向の先端面が第2の型22のキャビティ内面に所定の間隔をあけて対向するように構成されている。金型20を型締めした状態において、凸部23の先端面と第2の型22のキャビティ内面との間に金型20内の気体を気体誘導手段で誘導する。
(もっと読む)
射出成形方法
【課題】製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法を提供する。
【解決手段】意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定するとともに、反意匠面側の金型キャビティ15に射出充填した樹脂の熱量でガス化する材料Cを塗布する。樹脂の射出完了後に型締力を低下させて、短時間で金型10内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂の間で、ガスを発生させて反意匠面側の樹脂を金型キャビティ15から短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。
(もっと読む)
レンズ製造システム、レンズアレイおよびLED照明装置
【課題】製造されるレンズアレイのバリエーションとして、レンズ要素の数が異なるレンズアレイを製造する場合であっても、加工すべきレンズ要素形成部の増加を抑えることができる、レンズ製造システムを提供することを課題とすること。
【解決手段】少なくとも1つのレンズ要素を有する第1レンズ形成体を成形する第1成形型と、第1レンズ形成体を内周部に配置可能であり、少なくとも2つのレンズ要素を有する第2レンズ形成体を成形する第2成形型とを有するレンズ製造システム。
(もっと読む)
樹脂成形品
【課題】光輝材に対する制約を不要としつつ、ウエルドラインやヒケの発生を防止する。
【解決手段】
本発明の樹脂成形品1,1Aは、一端部側から他端部側に樹脂が射出される本体部2と、本体部2の一方の面2aに突設される立体部3と、対向する一対の長辺11を有し、立体部3を支持するように本体部2に突設される補強リブ5とを備え、補強リブ5が設置される立体部3の設置面3aに対して一対の長辺11を斜めに配置した時に樹脂の流動方向8に沿って一対の長辺11を直線状に結ぶ線分13の寸法をbとし、立体部3の設置面3aに対して一対の長辺11を垂直に配置した時の補強リブ5の長さ寸法をcとし、立体部3の設置面3aに対して一対の長辺11を平行に配置した時の補強リブ5の幅寸法をdとした場合に、補強リブ5は、条件d<b<cを充足するように、樹脂の流動方向8に対して斜めに設けられていることを特徴とする。
(もっと読む)
光拡散ポリカーボネート用ブロアタイプの射出金型と射出方法
本発明は最近広く使用されている光拡散ポリカーボネート(PC)を容易に成形して製作することができるようにする光拡散ポリカーボネート用ブロアタイプの射出金型とその射出方法に関する。
かかる本発明は光拡散に優れた光拡散ポリカーボネート(PC)をブロアタイプで射出して製作することで、球形態の照明器具を容易に製作することができ、様々な形態の光拡散ポリカーボネート(PC)用の照明器具を廉価で製作することができ、これによって様々な形態の街灯を供給することができる。
(もっと読む)
カウンタートップとその成形金型及び製造方法
【課題】 接着工程を行わなくてもサイドカバー7付きのカウンタートップ1を得られるようにする。
【解決手段】 本発明は、人工大理石よりなるカウンタートップ1に関する。このカウンタートップ1は、幅方向寸法が前後方向寸法よりも大きいプレート本体2と、プレート本体2の前端縁から下方に延びるフロントカバー3と、プレート本体2の後端縁から上方に延びるバックカバー4と、を一体に備える。また、プレート本体2の左右両端縁から下方に延びてフロントカバー3と同じレベルの下端面を有する左右一対のサイドカバー7が、プレート本体2、フロントカバー3及びバックカバー4に一体に形成され、プレート本体2の裏面における幅方向中途部に、サイドカバー7と同じ側面形状の中間リブ8が一体に形成されている。
(もっと読む)
発泡成形部材及びその製造方法
【課題】発泡成形部材を金型から脱型し易く、且つ発泡成形体の発泡成形時に補強材の凸部が変形することを防止することができる発泡成形部材及びその製造方法を提供する。
【解決手段】発泡成形体は、第1の部分3と、該第1の部分3から延出した第2の部分4,5とを有している。発泡成形体は、発泡合成樹脂が第1の部分3から第2の部分4,5に向かって膨張することにより成形されたものである。第2の部分5は、その延出方向の途中部が先端側よりも厚さが大きなものとなっている。第2の部分5に補強材10が配設されている。第2の部分5の途中部において、補強材10に、該第2の部分5の内部側へ膨出した膨出部13が設けられている。膨出部13の第2の部分5と反対側に、発泡成形体2の成形時に該膨出部13の変形を防止するための変形防止部材15が設けられている。
(もっと読む)
メッシュを有する椅子部材の製造方法及びその椅子部材
【課題】
メッシュ生地を有する背部、座部等の椅子部材を、簡単にかつきれいに、経済的に成形できる製造方法を提供する。
【解決手段】背部や座部の枠体を形成するためのキャビティを構成するコア金型2とキャビ金型1を有する。このコア金型2の外側面11に、メッシュ生地9を保持しかつキャビティ17の一部を構成する型面を有するメッシュ押え型3の内側面10を添着し、コア金型方向に移動させてメッシュ生地9に必要とされる張力を付与する。メッシュ生地9の周縁側は、コア金型2とメッシュ押え型3の間からキャビティの外方に引き出される。上記キャビティにプラスチック材料を射出してメッシュ生地をインサート成形する。その後、周縁から飛び出しているメッシュの周縁部を切り取る。
(もっと読む)
台所部材及び台所部材の製造方法
【課題】樹脂組成物で一体成形され、安価に大量生産可能であり且つ多種多様に製造可能である台所部材、及び前記台所部材の製造方法を提供することである。
【解決手段】水槽状部領域30とカウンター部領域20とコンロ設置領域10の内の少なくとも2つの領域が一体化された台所部材1の各領域の裏面側又は内面側を構成する補強部材を製造する補強部材製造工程と、補強部材を成形型に設置する補強部材設置工程と、成形型に樹脂を充填する樹脂充填工程とを有し、成形型は、補強部材を取付け可能であって、取り付けられた補強部材の表面側と成形型の内面との間に樹脂充填空間を形成するものであり、樹脂充填工程で充填される樹脂によって複数の補強部材の表面側が一体的に覆われて補強部材同士が接合される。
(もっと読む)
ラベルを統合して成型された製品、およびそのような成型品を具備したレイザハンドル
成型品(80)は第1成型部品(61)と、第2成型部品(62)と、第1成型部品に設けられた後側と前側とを備え前側が周縁(73)を備えたラベル(63)と、を具備し、第2成型部品(62)は重ね部(65)を備え、重ね部は前記周縁上のみにおいてラベルの前側と重なっている。レイザハンドルはそのような成型品(80)を具備している。そのような成型品(80を生産するための方法が開示されている。 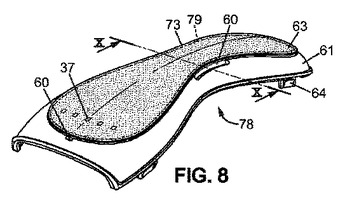 (もっと読む)
(もっと読む)
看板ユニット成形装置及び看板ユニット生産方法
【課題】
複数の看板ユニットにわたる模様の見栄えを向上させる看板ユニットをプレス加工により一体成形する看板ユニット成形装置を提供する。
【解決手段】
看板ユニット成形装置は、平板状材料の所定周囲部分を除く所定加工範囲を押圧し、所定周囲部分に形成されるフランジ部に対して高さを有する前面を形成するオス型と、所定加工範囲を押圧する第一の方向へのオス型の移動に伴って、平板状材料に接触して、前面の一部を周囲部分側に広げるように第一の回動方向に回動する回動部材とを備え、回動部材の第一の回動方向への回動により、前面の一部の投影面がフランジ部に重なるように側面が形成され、回動部材は、オス型の離型のための第一の方向と反対の第二の方向への移動に伴って、第一の回動方向と反対の第二の回動方向に回動して離型される。
(もっと読む)
射出成形方法
【課題】板状部の裏面に突起部を有する射出成形品の成形に際し、板状部のヒケを防止できる射出成形方法の提供を目的とする。
【解決手段】板状部の裏面に突起部を有する射出成形品を射出成形する際に、射出成形金型20内の突起部成形用キャビティ25に溶融樹脂を射出して射出成形品の突起部13を成形した後、射出成形金型20を板状部の厚みに応じた分だけ開くことにより、射出成形金型20内に突起部13の一方の端面13aと接する板状部成形用キャビティ27を形成し、板状部成形用キャビティ27に溶融樹脂を射出して突起部13の高さよりも厚みが小で、且つ突起部13の一方の端面13aを覆う板状部を成形する。
(もっと読む)
樹脂成形体の製造方法、樹脂成形体
【課題】複数のインサート体を成形するとき、インサート体の位置ズレやインサート体と保持体の貼り合わせ作業を削減すると同時に、成形品のひけや残留エアーの防止する製造方法を提供する。
【解決手段】インサート体11を表面に表出させた樹脂成形品の製造方法において、複数のインサート体11を一体に形成し、下型体の上面に配置するとともにそのインサート体11上に押さえ部材14を配置し、下型体32に対向する上型体を互いに近接させることにより押さえ部材14を介してインサート体11を押圧しつつ、熱硬化性樹脂からなる基材12を下型体と上型体の間隙へ注入し、その後押さえ部材14が弾性変形するまで下型体及び/又は上型体により押圧する。
(もっと読む)
模様付き椅子の製造方法及びその製造方法で製造された模様付き椅子
【課題】透明な材質でできており、その模様が材質のどちらの面からも鮮やかに見え、両面からの機械的接触に対して模様が損傷を受けない、精緻な模様(グラフィック)が付与された模様付き椅子を提供し、パーソナライズされたデザイン椅子を、小ロット多品種であっても安価に製造することができる模様付き椅子を提供することである。
【解決手段】模様の両面を透明樹脂AとBとで挟んだ形態を有する基材によって構成された椅子の製造方法であって、該基材が、該透明樹脂Aの射出成型時に模様が印刷されたフィルムを金型内に敷き込み、該透明樹脂Aの射出成型と同時に金型内で該透明樹脂Aの表面に模様を転写する工程(1)を行い、模様が印刷されたフィルムが敷き込まれた側の金型をずらして、透明樹脂A上の模様と金型との間に空隙を作り、その空隙に該透明樹脂Bを射出成型する工程(2)を行うことによって得られたものである模様付き椅子の製造方法。
(もっと読む)
空気調和機およびそのドレンパン部品、並びにドレンパン部品成形用金型
【課題】入子やスライドコアピンを必要とすることなく良好な離型を可能にする形状のドレンパン部品と、これが設置された室内機を有する空気調和機と、これを成形するドレンパン部品成形用金型を得る。
【手段】ドレンパン部品200は、底板後方部220と底板前方部230とによって形成された上方に開口する断面略L字状の樋部分を有し、底板前方部230の底板前方部前縁232において、上方に向けて前方上部フランジ240が延設(一体成形)され、前方斜め下方に向けて段部250が接合(一体形成)されている。段部250は前方側スライドコア3000に彫り込まれた段差上面キャビ面3250によって成形され、段差上面キャビ面3250が成形体2の段部250を押え付けた状態で、可動側金型2000が固定側金型1000から離れる。
(もっと読む)
棚板保持具形成方法及び棚板保持具
【課題】棚板に多少の厚み誤差があっても、挟持力を作用させることができる棚板保持具を、経済的に提供できるようにする。
【解決手段】棚板の縁部を厚み方向に挟み込み可能な挟持部5と、挟持部5を構成する一対の挟持片5A,5Bの間に凹部6を形成しつつ挟持片5A,5Bの基端部どうしを連結する連結部7とを有する棚板保持具Gを、金型11を用いたプラスチック成形法によって形成する棚板保持具形成方法であって、金型11を、凹部6の深さ方向に2分割に構成し、凹部6の開口側に位置させる第1金型11Aの金型温度が、凹部6の底側に位置させる第2金型11Bの金型温度より高くなるように温度制御して、両金型11の間にプラスチック材料を鋳込んで成形した後、鋳込まれた棚板保持具Gが自然収縮可能な時期に脱型する。
(もっと読む)
インモールド加飾成形装置及びその成形方法
【課題】本発明は、深いキャビティの内壁にフィルムを密着固定するインモールド加飾成形装置及びその成形方法を提供する。
【解決手段】本発明に係るインモールド加飾成形装置は、雄金型と、キャビティを有する雌金型と、フィルムと、前記雄金型と前記雌金型との間に設置され、前記フィルムを前記雌金型の金型分割面に押圧する押圧ブロックと、を備え、前記雌金型には、前記押圧ブロックが前記フィルムを押圧する前に、前記雌金型の金型分割面より突出して前記フィルムを支持する支持部材が設けられている。本発明は、インモールド加飾成形方法を更に提供する。
(もっと読む)
1 - 20 / 53
[ Back to top ]