
Fターム[4F202AH67]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 履物 (13)
Fターム[4F202AH67]に分類される特許
1 - 13 / 13
軽量化プラスチック靴型の処方とその製造方法
【課題】本発明は、軽量化プラスチック靴型の処方とその製造方法を提供する。
【解決手段】80乃至85重量%の高密度ポリエテンと、5乃至7.4重量%の炭酸カルシウムと、5乃至7.4重量%のマグネシウム塩ひげ結晶と、微量元素と、が含有され、これにより、材料を節約だけではなく、工程が短縮され、また、完成品が軽量化でき、省力化でき、そして、産出量が向上され、リサイクルができる。
(もっと読む)
樹脂射出成形製弾性構造

【課題】樹脂射出成形の方式により、弾性構造が成形されて連結し、製造工法が極めて成熟であるため、製品の不良率が極めて低く、且つ製品への適用の自由度が極めて高い樹脂射出成形製弾性構造を提供する。
【解決手段】二つのハーフ弾性構造11、11を対向に連接して構成され、各ハーフ弾性構造11は、内面111と、外面112と、を有し、その周縁に連結縁113が成形され、連結縁113がハーフ弾性構造11の外側に伸び、二つのハーフ弾性構造11、11のうちの一つの内面に収容空間114が形成され、二つのハーフ弾性構造11、11は、内面111、111が互いに対向するように設置され、各連結縁113が互いに当接され、各ハーフ弾性構造11が樹脂射出成形で製造されたものである弾性体10と、射出溶接方式により二つのハーフ弾性構造の連結縁113を連結する連結具20と、を備える。
(もっと読む)
履物を製造する方法
本発明は、金型(1および2)と靴型(3)の形態の反転金型とを用いて、履物を製造する方法に関する。この金型と反転金型との間には、上部を形成する部品(4および5)が配置される。これらの部品は、部品間に経路(9)の境界を定める。また、該部品は、金型および反転金型との間に規定される窪み(10および11)と共に、経路および窪みのネットワークを決定する。このネットワークの中には、溶融状態の熱可塑性物質が注入される。 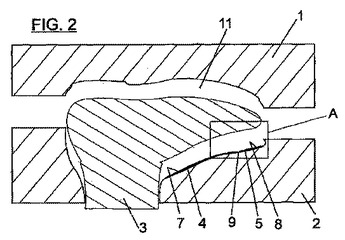 (もっと読む)
(もっと読む)
空気入りタイヤ、靴、タイヤチェーン、及び、空気入りタイヤ用加硫金型
【課題】使用初期から更に高い制動性能が得られる空気入りタイヤ及び空気入りタイヤ用加硫金型を提供することを課題とする。
【解決手段】本発明に係る空気入りタイヤでは、トレッド部16の陸部表面26SのRskが0以上とされている。これにより、タイヤが接地していても、トレッド表面と接地面との間に形成される空隙Zを埋めない構造とすることができる。従って、タイヤ使用初期であっても、氷上での高い制動性能や牽引力を確保することができる。
(もっと読む)
可動中間面を備えるモールド
本発明は、モールドの中間可動パーツの上に配置された、通気性、防水性、または親水性の材料から作製された支持部の上に、開いた砂時計形、蛇腹形、または円筒からなる特定形状を有する一連の吸引カップを備える膜を直接成形するために3つのパーツに分割されたモールドに関する。この中間可動パーツは、成形局面の際にはモールドの下方パーツに押圧され、成形の完了後には、一連のばねによって上げられる。これらの一連のばねにより、中間可動パーツは、その元の位置に戻され、それにより、成形された吸引カップの特殊形状に対して損傷を与えることなく、これらの吸引カップを自動的に取り外すことが可能となる。 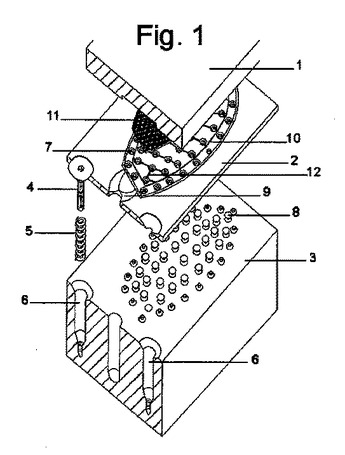 (もっと読む)
(もっと読む)
靴の製造方法
【課題】
爪先部分を含めて靴内全体に裏布が表出し、かつ製造時においてコア金型に装着した先芯が脱落することなくコア金型に固定される靴の製造方法等を提供すること。
【解決手段】
靴の内側を形成するコア金型と靴の外形を形成するキャビティ金型によって形成される靴の製造方法であって、前記コア金型の爪先部に装着される先芯を有し、当該先芯の内側面に、前記コア金型の甲面および底面との間に隙間を形成しつつコア金型に設けられた被係合手段と係合する係合手段を設け、射出成形時に熱可塑性樹脂が前記先芯とコア金型によって形成された隙間にも充填されるようになっていること。
(もっと読む)
靴底の射出成形用金型装置
【課題】 平坦状の接地面と側面との交差部が角度を成して防滑効果のある接地ブロックでなる靴底意匠を備えた靴底の射出成形用金型として好適な装置を提供する。
【解決手段】 靴底本体の底面に接地ブロックを並設して意匠とした靴底の射出成形用金型装置で、金型本体2と該金型本体2に設けた凹入部1に組み込んだベース金型3Aおよび該ベース金型3A上に積層状に重ねて前記凹入部1に組み込んだ意匠金型4Aを、前記金型本体2側から螺入させたねじ杆9で直接又は間接的に互いに止着する.前記意匠金型4Aには、該意匠金型4Aの載置面である前記ベース金型3Aの上面とほぼ直交する内壁面を備えた、透孔や切欠12などの接地ブロック形成部を並設する。
(もっと読む)
合成物質製で模様付の靴、その製造方法と金型
【課題】 寿命が長い模様膜を人工物質製の靴に備え、靴の寿命を良好且つ安定に保ち、それに加え靴に膜を簡単に取り付けできるようにすること。
【解決手段】模様がPU模様フィルムにプリントされており、フィルムが合成物質製の靴のウエブ剤に、プリントされた側を下にして平らに付ける。 合成物質製の靴を製造するため、通常の金型6の上型枠7が内側10に、多孔の発泡アルミニウム成形体11を備え、それには吸引ポンプ12が接続されている。それによって負圧を発生させることで、模様フィルム4が金型6に保持される。
(もっと読む)
足なり形状を有した射出成形用靴型及びこの射出成形用靴型を用いた靴の製造方法
【課題】 裸足感覚で履くことのできる射出成形靴を得る為の射出成形用靴型
を提供し、この靴型を用いて射出成形靴を製造する方法を提供する。
【解決手段】
本発明の射出成形用靴型は、互いにスライド可能な前部型と後部型からなる射出成形用靴型において、前記射出成形靴型の底面周縁と立ち上がり側面の境界部は、足なり形状を形成するための面取りが施されており、さらに、前記射出成形靴型の底面のつま先部分には、底面の長手方向に仕切り用突起を形成する為の仕切り溝を設けることもできる。また、本発明の靴の製造方法は、前記射出成形用靴型に袋状の靴甲被を吊りこみ、前記射出成形用靴型とサイドモールドとソールモールドとを型組して底用空隙部を形成し、射出成形樹脂を射出充填して靴底と靴甲被とを一体成形する。
(もっと読む)
プラスティックスタックヒール製造用金型の製造方法、この方法によって製造された金型、プラスティックスタックヒールの製造方法及びプラスティックスタックヒール
【課題】 プラスティックスタックヒールをヒール本体に積革層を貼り付けるのではなく、ヒール本体の成形時に積革(スタック)凹凸模様を同時に成形するようにする。
【解決手段】 切削加工によって形成されたヒールモデル12の表面にマスキングテープ14を貼り付けた後このヒールモデル12のマスキングテープ14を含む表面に塗料をスプレー塗布して塗料層16を形成し、マスキングテープ14を剥離して表面に凹凸模様18が形成された模様付きヒールモデルを形成し、このヒールモデルを模型としてプラスティックスタックヒール用の金型を製造する。
(もっと読む)
立体輪郭の型を取り、それを維持する方法
立体(三次元の)型取りシステムのための方法およびシステムであり、ほぼ気密なリザーバを構成している可撓性のハウジングと、リザーバ内に入れた或る量の粒子と、リザーバ内に入れた或る量の気体および/または液体と、リザーバと連通していて、リザーバから気体および/または液体の少なくとも一部を選択的に抜くことのできる弁システムとを含む。型取りされた立体型は選択的に消去可能である。 (もっと読む)
分岐した流体充填チャンバーを組み込んだ底部構造を有する履物
【課題】圧縮が進行すると剛性が高くなる履物用チャンバーを提供する。
【解決手段】履物用の流体を充填したチャンバー及び前記チャンバーを製造する方法を開示する。前記チャンバーは履物の底構造の中に組み込むことができ、中央部分およびこの中央部分から外側に向かって延びる複数の分岐部を含む。前記分岐部は前記中央部分と流体的に連通しており、第一の表面、第二の表面および側壁で形成される。前記側壁は前記チャンバー内に前記流体を封止するために前記第一の表面および第二の表面と結合されており、前記第一の表面の内部と前記第二の表面の内部とを結合するための内部接続は全体的に使用されない。チャンバー内の流体は、周囲の大気圧とほぼ等しい圧力の空気であってもよい。
(もっと読む)
形状可変性能を有する合成樹脂成形体の製造方法および成型体
【課題】 形状可変性能を有する合成樹脂成形体の製造方法およびそれによる成型体を提供する。
【解決手段】 ポリアミド系熱可塑性樹脂粉にTi粉または酸化Ti粉の粉末を混入してなる原料により成形ペレットを作成する工程と、該成形ペレットをポリアミド系熱可塑性樹脂成形母材に10〜20vol%混入して成形原料とする工程と、該成形原料を80℃、4〜12hrs加熱乾燥する工程と、該加熱乾燥後直ちに成形温度260〜290℃、金型温度80〜120℃にて成形体の成形をする工程とを備えたことを特徴とする形状可変性能を有する合成樹脂成形体の製造方法、およびそれによる眼鏡フレーム、身体障害者用スプーンまたは製靴用型。
(もっと読む)
1 - 13 / 13
[ Back to top ]