
Fターム[4F202AH72]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | クシ・ブラシ (9)
Fターム[4F202AH72]に分類される特許
1 - 9 / 9
歯間ブラシの成形方法および成形装置

【課題】歯肉を傷めず、歯垢、食物残滓等を略完全に除去できる歯間ブラシを安価に成形できる歯間ブラシの成形方法を提供する。
【解決手段】歯間ブラシは、硬質材からなる本体部(H)と軟質材からなり多数のブラシ毛がを有するブラシ部(B)とから構成する。このような歯間ブラシを、固定側金型(1)と、可動側金型(10)と、可動側金型(10)のパーティング側に設けられている成形治具(30)とからなる成形装置によって成形する。金型(1、10)には1次成形位置(X1)と2次成形位置(X2)が設けられ、成形治具(30)は180°回転させてこれらの位置を交互に移動させることができる。1次成形して本体部(H)を成形する。本体部(H)は成形治具(30)に載せて、成形治具(30)と共に2次成形位置(X2)に移動させ、2次成形によって本体部(H)にブラシ部(B)を成形する。1次成形と2次成形は実質的に同時に行う。
(もっと読む)
櫛型構造を有する構造体の製造方法、樹脂構造体成形用金型の製造方法および樹脂成形体

【課題】大面積かつ表面に微細な櫛型の形状を有する構造体の製造方法、その構造体によって作製される樹脂成形用金型の製造方法を提供する。
【解決手段】熱可塑性樹脂より選ばれる少なくとも2種類以上の異なる樹脂1,2からなる積層構造体3を形成する工程と、前記積層構造体を切断し、前記2種類以上の異なる熱可塑性樹脂1,2が配列して露出した切断面を形成する工程と、前記切断面から前記積層構造体3を構成する熱可塑性樹脂の内の少なくとも1種類の樹脂を優先的に除去することで前記切断面上に櫛型の凹凸構造を形成する工程とを、含むことを特徴とする櫛型構造を有する樹脂構造体5の製造方法である。
(もっと読む)
塗布具用コーム状ブラシの成形方法および塗布具用コーム状ブラシ
【課題】複数のブリッスルを備えたコーム状ブラシの成形方法において、コームの成形不良(ショートモールド)の発生を抑えて、生産性を向上させる。
【解決手段】成形すべきブリッスル11の長さ方向の一端に射出用ゲート18を備えた成形材料の溜まり部12を有し、他端に射出用ゲート18を備えない成形材料の溜まり部14を有する成形品17Aを成形する金型15Aを用意し、ゲート18を備えた溜まり部12から、他方の溜まり部14に向けて成形材料を注入し、成形後、金型15Aから離型された成形品17Aのブリッスル部を、台座となる側の溜まり部12から、形成されるべきブリッスル11の長さLに相当する位置で切断する。
(もっと読む)
成形品の製造方法
【課題】品質の低下を招くことなく、簡易的に成形品を製造することのできる成形品の製造方法を提供する。
【解決手段】樹脂材料からなる第1成形部となる中間製品であるケース本体10に対して、第1成形部の材料とは異なる材料からなる第2成形部であるグリップ20及び防水カバー30が一体成形によって接合される成形品であるケース100の製造方法において、中間製品であるケース本体10の表面に塗装を施す工程と、塗装が施されたケース本体10を金型内に配置して、第2成形部であるグリップ20及び防水カバー30をケース本体10に一体成形する工程と、を含むことを特徴とする。
(もっと読む)
ヘアブラシ、毛、及びこれらを製造するための方法
本発明は、ヘアブラシ(40)、ヘアブラシ用の毛(10)、並びにヘアブラシ及びそのような毛の製造方法に関する。特に、本発明は、成形可能な材料が多部品で分離可能な金型工具に配置され、毛足部(16)及び毛幹部(14)を有する毛が製造される、ブラシを製造するための方法であって、毛幹部のブランク(12)が、第1の成形つかみ具(30)を用いて成形され、ここで、成形可能な材料が、第1の成形つかみ具の金型の中空空間(36)に配置され、第1の成形つかみ具の金型の中空空間から取り出され、また、第1の成形つかみ具の金型の中空空間が維持され、毛足部が第2の成形つかみ具(32)及び第3の成形つかみ具(34)で成形され、ここで、第2の成形つかみ具及び第3の成形つかみ具が合わさって第2の金型の中空空間(38)を形成し、その形状は形成されるべき毛足部の形状に実質的に一致しており、第2の金型の中空空間が成形可能な材料で充填され、第1の成形つかみ具及び第2の成形つかみ具が分離される、方法を開示する。 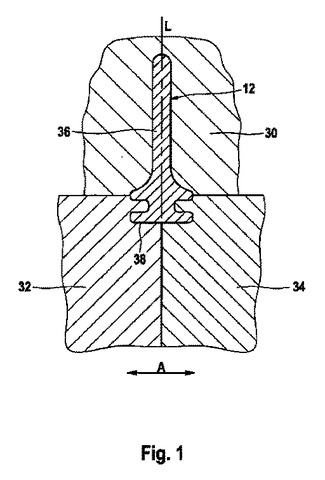 (もっと読む)
(もっと読む)
マスカラ用芯部材挿入型ブラシの製造方法及びそのブラシを製造するためのトランスファ金型
本発明はまつ毛を化粧するためのマスカラ用ブラシを製造するためのものに係り、さらに詳しくは、上側から加圧板と上型及び下型が順次に積層され、上型と下型との間には対応半分されたブラシ成形溝を配設し、下型の上部には別途の芯部材が載置配列されるようにする取出ブロックを挿設して、上型の上部から供給される成形用パッド原料が加圧板の押圧によりブラシ成形溝の内部に注入充填されて、芯部材の端部にラバーまたは合成樹脂製のアプリケータが押出成形されるようにすることにより、比較的に簡単なトランスファ金型を用いて大量のブラシを高速生産することができて生産速度の向上はもちろん、コスト節減を通じた収益増大効果があるものであり、比較的に良質のブラシを単一金型から一挙に量産することができて品質安定性の持続的な維持はもちろん、様々な軟性及び弾性を有する材質またはブラシ形状の変形を通じて消費者の購買満足度の向上はもちろん、購買趣向をもいずれも満足させることのできるマスカラ用芯部材挿入型ブラシの製造方法及びそのブラシを製造するためのトランスファ金型に関する。  (もっと読む)
(もっと読む)
発泡成形方法及びその装置
発泡材料の発泡成形において、独立発泡セルの変形や型崩れが起きない発泡成形方法を提供する。本発明は上記課題を解決すべく、発泡材料を発泡させる発泡成形方法であって、内部空間を有する成形型を提供するステップと、前記成形型の内部空間を加圧状態にするステップと、前記加圧状態下における前記成形型の内部空間で、前記発泡材料を発泡させて、前記発泡材料の発泡を適宜に制御するようにしたステップと、前記成形型の内部空間に対する加圧状態を解除するステップとを備えたことを特徴とする。 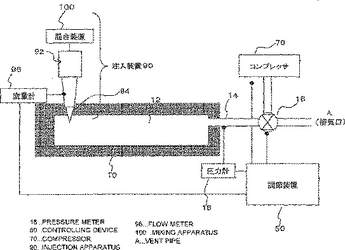 (もっと読む)
(もっと読む)
射出成形法
歯ブラシヘッドの製造方法であって、歯ブラシのヘッド部を射出成形用金型キャビティーに密閉し、その射出成形用金型キャビティー内に熱可塑性エラストマー材料を射出することによって該ヘッドのエラストマー材料部を形成することを含んでなり、その際、射出成形用金型キャビティーから空気を抜き取るために、主金型分割線経由以外のベント手段が金型ブロックに設けてあることを特徴とする。好ましくは、前記ベント手段は、第2金型分割線を設けた金型ブロックからなる。 (もっと読む)
歯ブラシの製造方法
横方向に隣接した区画(12、13、14)を含んでなる歯ブラシヘッドの製造方法であって、該方法は、第1に、射出成形法で横方向に相互に比較的離れた区画(12、13、14)を有するヘッドを製造する段階、続いて第2に、そのように形成したヘッドの区画(12、13、14)を横方向(W−W)に相互に比較的近くに動かす段階を含んでなる。前記方法を実施するための装置も開示される。 (もっと読む)
1 - 9 / 9
[ Back to top ]