
Fターム[4F202AJ01]の内容
プラスチック等の成形用の型 (108,678) | 装置又は装置部材の材料の特徴 (5,523) | 材質の特徴 (3,074)
Fターム[4F202AJ01]の下位に属するFターム
金属 (1,134)
樹脂 (821)
ゴム(←シリコーンゴム) (290)
セラミックス (547)
配合物 (190)
Fターム[4F202AJ01]に分類される特許
1 - 20 / 92
樹脂部材の製造方法、転写用型及び転写装置
発泡成形体の製造方法
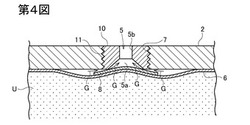
【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型、金型の排気孔形成部材、及び発泡成形体の製造方法を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1は、発泡成形体を製造するに当り、キャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置された状態にて、該キャビティ4内において該発泡合成樹脂が発泡されるものである。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
ナノインプリント用複製モールド

【課題】耐久性が高く、かつ安価な複製モールドを提供する。
【解決手段】本発明に係る複製モールド1は、ナノインプリント用の複製モールド1であって、基体10と、基体10上に形成され、主成分が無機ナノ粒子と樹脂からなり、表面に凹凸が形成された複製モールド構造体20とを具備する。複製モールド構造体20は、押し込み弾性率が4000N/mm2以上、74000N/mm2以下であり、線熱膨脹係数が10×10−5K−1未満であり、かつ、365nmにおける透過率が70%以上である。
(もっと読む)
ロール金型の製造方法及び光学シートの製造方法
【課題】光学シートを形成するロール金型を製造するに際し、溝の切削開始部と溝の切削終了部とで、溝形状が変化してしまうことを抑制できるロール金型の製造方法を提供する。
【解決手段】凹凸形状を有する光学シート10の凹凸部分を成型するための環状突起22と溝23とを交互に有するロール金型20を製造する方法であって、表面に被加工層が形成されたロール基体21を回転させ、切削工具30により光学シートの凸部13に対応する溝を被加工層に形成する切削工程を含み、該切削工程は、溝が完成後の開口部形状を有するように溝の開口部側の一部を切削する第1切削工程と、該第1切削工程によって開口部側の一部が切削された溝であって、該溝の両側の溝に対しても第1切削工程が行われているについて、目的の深さまで切削する、第2切削工程とを含んでいることを特徴とする。
(もっと読む)
眼内観察用レンズ及びその製造方法
【課題】反射率を低減するのみならず、優れた防曇性が付与された眼内観察用レンズ及びその製造方法を提供する。
【解決手段】レンズ本体部と、角膜上に保持されるレンズ下面と、前記レンズ上面及び前記レンズ本体部を介して眼内を観察するためのレンズ上面とを有する眼内観察用レンズにおいて、前記眼内観察用レンズが疎水性ポリマーを含む高分子物質からなり、前記レンズ上面は疎水性を有し、かつ180nm以下のピッチの微細突起を有する。
(もっと読む)
離型剤、該離型剤を用いたクッション材および熱プレス成形方法
【課題】熱盤と被成形物との間に金属シートの表面材を配したクッション材と必要に応じて当て板とを介装して行われる熱プレス成形(特に高温真空加圧成形)を行っても、金属シートと当接する熱盤や当て板とが焼き付くことを防止するとともに、不燃性で、ガス発生がなく、耐熱耐久性が良好で、熱プレス成形装置や被成形物を汚染することがなく、金属への均一付着性および被膜形成が良好で、安全かつ取り扱いが容易で安価な離型剤を提供する。
【解決手段】離型剤は、主材としてスメクタイト族膨潤性層状粘土鉱物と、補助材として水酸化セリウム、酸化セリウム、ゼオライト、および、シュベルトマナイトから選択される無機物系金属吸着剤とを固形分として含んだ水溶液であり、前記固形分は、実質的にグラファイトを含まず、実質的に無機物のみからなる。
(もっと読む)
金型再生用シート
【課題】クリーニング性が高く、かつ、金型クリーニング材料の組成物の混合状態を識別することができる金型再生用シートを提供する。
【解決手段】紙製シートまたは布帛シートからなる基材シート1の少なくとも片面に、未加硫ゴム系組成物または熱硬化性樹脂系組成物からなる金型クリーニング材料が、帯状パターンに形成されている。その帯状パターンの構成要素である各突条2Aは、互いに隙間をあけて平行に形成されており、その隙間は、金型をクリーニングする際のエア抜き用空隙となっている。また、そのエア抜き用空隙部分に位置する基材シート1の表面部分に、上記組成物からなる薄膜3が形成されている。この薄膜3は、それ自体の色合いや表面の状態で上記組成物の混合状態を識別できるものとなっている。
(もっと読む)
型、それを用いたインプリント装置、インプリント方法および物品の製造方法
【課題】基板上の樹脂に生成されるパターンの欠陥の発生を抑えるのに有利な型を提供する。
【解決手段】この型7は、被処理体9に対して成形すべきパターンが形成されたパターン部7aを有する。型7は、被処理体9に向かう側とは反対の側に位置し、被処理体9に向かう面の中央部にて突出したパターン部7aを有する第1平板20と、被処理体9に向かう側に位置し、第1平板20に形成されたパターン部7aが被処理体9と対向するように貫通する開口部7cを有する第2平板22とを含む。ここで、第1平板20と第2平板22とは、内部空間である第1空間21を介して重なり合い、第1平板20は、パターン部7aを被処理体9に押し付ける方向に変形可能である。
(もっと読む)
スピンコート用樹脂鋳型
【課題】樹脂材料との離型性に優れると共に、基材との密着性が良好であり、しかもスピンコート法による製膜が可能なスピンコート用樹脂鋳型を提供すること。
【解決手段】本発明のスピンコート用樹脂鋳型(1)は、無機基材(11)と、無機基材(11)の主面上に設けられ、表面に微細凹凸構造(12a)を有する樹脂層(12)と、を具備し、樹脂層(12)は、微細凹凸構造(12a)が形成された表面の表面部におけるフッ素元素濃度(Es)が、樹脂層(12)中の平均フッ素元素濃度(Eb)より高いことを特徴とする。
(もっと読む)
インプリントモールドの製造方法
【課題】 生産性の高いインプリントモールドの製造方法を提供する。
【解決手段】 フォトリソグラフィを用いて凹凸構造が形成されたマスターモールドの一方の面と第1基板の一方の面の間に被転写材料を介在させて、前記マスターモールドの凹凸構造を反転させた第1反転凹凸構造を有する第1転写層を形成する第1転写層形成工程と、前記第1転写層と前記マスターモールドを離し、前記第1転写層を備えた前記第1基板を得る第1剥離工程と、を含み、前記マスターモールドの一方の面の外形で規定されるエリアSmと、前記第1基板の一方の面の外形で規定されるエリアSpを対比した場合、エリアSmがエリアSpを物理的に包含する関係にあるように構成する。
(もっと読む)
成形体の製造方法
【課題】 強化繊維と熱可塑性樹脂を用いて、軽量性と高い剛性を有した成形体の製造方法を提供することを目的とする。
【解決手段】 熱可塑性樹脂と平均繊維長5mm超100mm以下の強化繊維とを含む成形用前駆体材料を、線膨張率が異なる中子と母型からなる金型を用いて、当該材料を中子に配するようにしてプレスし加熱した後、母型を冷却する。
(もっと読む)
タイヤ加硫装置
【課題】ラグ部材の嵌め込み忘れを確実に防止するとともに、嵌め込み姿勢を適正化し、常に安定した形状のタイヤを精度よく得ることが可能なタイヤ加硫装置を提供する。
【解決手段】加硫済みのラグ部材が嵌め込まれる複数の凹部を有する金型と、該金型における複数の凹部に対応して埋設され、各凹部に嵌め込まれるラグ部材の表面と接触する受圧部が凹部を形成する表面から凹部内に突出し、受圧部の受圧動作により検出信号を出力する検出センサーとを備えた構成とした。
(もっと読む)
回路基板およびインプリントモールドとその製造方法
【課題】頂部の位置が異なるパターンの種類が増えても工数を増やすことなく作製できるインプリントモールドおよびその製造方法を提供する。
【解決手段】支持板体11表面に所定深さの凹部12を形成する凹部形成工程S12と、
この凹部及び支持板体表面に開口する樹脂被覆16Bをパターニングして形成する樹脂パターニング工程S15と、
開口部16b内に充填して充填部18を形成する充填部形成工程S16と、
樹脂被覆を除去する樹脂剥離工程S17と、
を有し、
凹部の深さ寸法h1と充填部の高さ寸法h2とを組み合わせて、凹部の底面12aを基準とする複数の異なる高さ寸法を有する凸部を形成する。
(もっと読む)
中空封止体の製造方法および製造装置
【課題】 設計自由度が高く、内部が減圧されて封止された中空体を容易に製造可能な、中空体の製造方法およびこの製造装置を提供する。
【解決手段】 成形炉3は通常の電気加熱炉を用いることができる。成形炉3の内部には成形型5が配置される。成形型5は少なくとも一対の上型および下型よりなり、上型および下型の間に管状素材7が挟み込まれる。成形炉3には、温度調整部9が接続される。温度調整部9は、成形炉3内部の温度を測定し、あらかじめプログラムされた昇温速度等によって、成形炉3内部の温度を調整する部位である。成形炉3には、配管19およびバルブ17を介して不活性ガス供給部13および減圧装置15等が接続される。バルブ17の操作によって、成形炉3の内部空間に不活性ガスを供給して不活性ガス雰囲気とすることができ、また、減圧装置15によって成形炉3内部を真空に引くことも可能である。
(もっと読む)
レジストパターン形成方法およびモールド製造方法
【課題】パターン微細化が進展する状況下においても、凸状部分の高さバラツキが抑制されたレジストパターンを形成できるようにする。
【解決手段】レジスト膜に凹凸パターンを形成するパターン形成工程(S2,S3,S4)と、前記凹凸パターンの凹状部分の底部に対してエッチングを行う除去工程(S6)と、を備えるレジストパターン形成方法において、前記パターン形成工程(S2,S3,S4)の後で前記除去工程(S6)の前に、化学的成膜処理により保護膜を形成する保護膜形成工程(S5)を備え、前記保護膜生成工程(S5)では、前記凹凸パターンの隣り合う凸状部分に形成される前記保護膜同士が接触して連続膜となるように当該保護膜を成長させるとともに、前記連続膜の膜表面側における段差の高さが前記凸状部分の高さバラツキの高低差より小さくなるように当該保護膜の成長を行う。
(もっと読む)
基板作製方法およびモールド製造方法
【課題】ハードマスクパターンを用いたドライエッチングで基板の表面に凹凸のパターンを形成する場合に、パターンの側面をボーイング形状にしないで垂直面に近づける。
【解決手段】基板上にハードマスク層を形成する第1工程(S2)と、ハードマスク層を覆う状態でレジスト層を形成した後、レジスト層をパターニングしてレジストパターンを形成する第2工程(S3〜S5)と、レジストパターンをマスクに用いてハードマスク層をエッチングしてハードマスクパターンを形成する第3工程(S6)と、ハードマスクパターンをマスクに用いて基板をドライエッチングすることにより、基板に凹凸のパターンを形成する第4工程(S8)と、を含み、第4工程(S8)においては、ハードマスクパターンの後退に寄与するガスを添加したエッチングガスを用いて基板をドライエッチングすることにより、基板のエッチングの進行とともにハードマスクパターンを後退させる。
(もっと読む)
繊維強化プラスチックの成形方法とその成形装置
【課題】開断面をもつ繊維強化プラスチック成形品の成形時の、成形金型として片側の金型だけを使って、金型の製作コストを半減させると同時に、押圧成形の成形コストを低減させる繊維強化プラスチック成形品の成形方法とその成形装置を提供する。
【解決手段】押圧成形用の一対の成形型のうち、一方を従来と同様の金型(2)を使い、他方の成形型を内部に多数の粒体(31)を収容した可撓性袋体(32)からなる変形自在な変形型(3)を使う。側壁部(12)を有するハウジング(1)の床面部(11)に前記変形型(3)を載置し、その上にプリプレグ(4)を載せて、プリプレグ(4)を片側の金型(2)に所定の加重をかけて押圧する。このとき、片側金型(2)のキャビティ面にてプリプレグ(4)の片面を成形し、同時にプリプレグ(4)の他面をプリプレグの片面側の変形に追随させて変形する変形型(3)によって押圧成形する。変形型(3)の変形は内部の粒体(31)の流動によりなされる。
(もっと読む)
複製金型
【課題】複製金型100における電鋳層主面11上の凹凸を、UV硬化樹脂や熱可塑性樹脂に転写するインプリント成形において電鋳層反対面12に凹凸があっても均一なプレス圧力で転写できる複製金型を提供する。
【解決手段】凹凸形状を備える母型主面41を有する母型40から、母型主面41上に電鋳を成長させた後、母型40から離脱させた電鋳層10と、電鋳層10の母型主面41と接していた面に相対する位置にある電鋳層反対面12に設けられた緩衝層20と、を有する。この複製金型100を用いることで、インプリント成形において、緩衝層20がプレスの圧力均一化を可能とする。
(もっと読む)
金型構造
【課題】コアピンを金型の表面側からネジで締め込む構造を採用しながら、コアピンのネジの緩みを防止する。
【解決手段】本発明は、金型構造100であって、ネジ部34と、ネジ部34の先端に延設され、ネジ部34の軸心に対して偏心している偏心部35とを有するコアピン30と、ネジ部34と螺合する螺合部24と、コアピン30を螺挿した時に偏心部35の一部が圧接する圧接部25とを有するコアピン取付け孔20を金型表面11側に有する金型10と、を備える。
(もっと読む)
成形用金型の製造方法
【課題】模型の抜き取り時に凹凸模様形成部材が模型の表面から剥がれることがない成形用金型の製造方法を提供する。
【解決手段】本発明は、模型30の表面31の全面又は所定範囲に凹凸模様形成部材40を貼り付け、該模型30から反転型50、該反転型50から成形用金型10,20を製造するにあたり、凹凸模様形成部材40として、凹凸模様を有する原版(例えば、金網)Dの上に敷かれた合成樹脂シート40’を平滑な表面を有するプレス板Bを用いてプレスしたものを用い、該凹凸模様形成部材40を凹凸模様が転写された凹凸面41と反対の平滑面44側で模型30の表面31に貼り付けるようにする。
(もっと読む)
1 - 20 / 92
[ Back to top ]