
Fターム[4F202AK04]の内容
プラスチック等の成形用の型 (108,678) | 加熱冷却手段の具体的な特徴 (980) | 赤外線加熱(←遠赤外線)、輻射加熱の特徴 (119)
Fターム[4F202AK04]の下位に属するFターム
電気ヒーターの特徴 (64)
反射板、遮蔽板の特徴 (10)
Fターム[4F202AK04]に分類される特許
1 - 20 / 45
車両用装飾成形品の製造方法
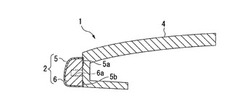
【課題】耐食性が優れる車両用装飾成形品の製造方法を提供する。
【解決手段】車両用装飾成形品1の製造方法は、装飾基材6を成形する第一成形工程と、装飾基材6の表面に有色フィルム5を被服するフィルム被服工程と、有色フィルム5が被服された装飾基材6を成形金型8内に配置し、有色フィルム5の端末部5a,5bを覆うように装飾基材6の裏面側に成形品本体4を射出成形にて成形する第二成形工程と、を有する。
(もっと読む)
微細構造形成用型および光学素子の製造方法

【課題】微細構造形成用型および光学素子の製造方法において、被加工体の表面形状が変化しても、被加工体の表面に反射防止構造を容易かつ迅速に形成することができるようにする。
【解決手段】曲率を有する凹レンズ面1aを備えるレンズ本体1の凹レンズ面1aに凹凸形状の反射防止部を形成する微細構造形成用型5であって、反射防止部を転写する成形面部5aと、成形面部5aを湾曲可能に支持する基体部5と、基体部5を変形することにより成形面部5aを湾曲させる空洞部6、環状空洞部7、および流体供給部8と、を備える表面加工装置10を用いて、反射防止部を形成する。
(もっと読む)
熱硬化性樹脂の注型成形方法及び注型成形用金型
【課題】均熱性に優れ、外観上のムラ及び機械物性の分布が発生しない良好な成形品を作製しうる注型成形用金型を提供する。
【解決手段】熱硬化性樹脂を加熱して硬化させ所望の形状に成形するための注型成形用金型において、熱硬化性樹脂が注入される空間が形成されるよう対向して配置された一対の金型表面部材と、該一対の金型表面部材の外側に配置され、輻射線を放出可能であり、上記輻射線により上記一対の金型表面部材を介して上記熱硬化性樹脂を加熱し硬化させる少なくとも1つの輻射熱源と、上記一対の金型表面部材の外側面に配置され、上記輻射熱源からの輻射線を吸収する輻射線吸収手段と、を設け、上記輻射線吸収手段の表面上の単位面積あたりの面積平均放射率を、上記輻射熱源からの照射強度が小さい程高く、照射強度が大きい程低く設定する。
(もっと読む)
加熱装置、加熱方法、成形装置及びプラスチック成形品の成形方法
【課題】光源からの光を被照射面に均一に照射し、被照射面を均一に加熱することができる加熱装置及び加熱方法、並びに、転写率や生産性などを向上させることができる成形装置及びプラスチック成形品の成形方法の提供を目的とする。
【解決手段】加熱装置1は、断面形状が正方形のライトパイプ2と、このライトパイプ2と連結され、断面形状が正方形のライトボックス3と、このライトボックス3内に収容される光源4とを備えている。
(もっと読む)
空気入りタイヤの製造方法及びグリーンタイヤの予熱装置
【課題】グリーンタイヤの意図しない変形を抑えつつ、加硫成形後のタイヤの品質を向上させることができる空気入りタイヤの製造方法及びグリーンタイヤの予熱装置を提供する。
【解決手段】グリーンタイヤ2のタイヤ周方向に沿って走行可能なレーザ変位計5の測定結果及びその走行距離から、グリーンタイヤ2の外周面のスプライス部10の位置を特定し、その特定されたスプライス部10へ向けてハロゲンヒータ7を移動させ、スプライス部10を加熱した後に加硫成形を行う。
(もっと読む)
印写リソグラフィの方法
【課題】テンプレートに付けたパターンを印写可能媒体に印写することによってパターンを基板に転写する印写リソグラフィで、この印写可能媒体として熱可塑性または熱硬化性樹脂を使うとき、それだけを必要な温度に迅速に加熱する装置・方法を提供する。
【解決手段】テンプレート30の転写すべきパターンの上に薄い金属層35が設けてあり、このテンプレート30を印写可能媒体34に接触させ、それとそれを保持するホルダ31を通してレーザ36のビーム37で照射する。このビーム37を金属層35が効率的に吸収し、この金属層からの熱を印写可能媒体34へ効率的に伝達するので、印写可能媒体34の加熱が迅速であり、熱が基板32に入って基板を歪めることがない。
(もっと読む)
プラスチック成形品の成形方法
【課題】賦形面の微細なパターンを精度よく転写できるとともに、離型性及び生産性を向上させることのできるプラスチック成形品の成形方法の提供を目的とする。
【解決手段】プラスチック成形品の成形方法は、ガスが含浸され、固化したプラスチック基板6に対して、賦形面51を転写面61に押圧した状態で、転写面61を加熱し、賦形面51の構造を転写面61に転写する工程と、賦形面51を転写面61に押圧した状態で、プラスチック基板6を固化工程と、押圧した状態を解除することによって、加熱によりプラスチック基板6から放出され、押圧した状態により圧縮されていたガスを膨張させ、この膨張するガスを利用して、離型させる工程とを有する。
(もっと読む)
プラスチック成形品の成形方法、プラスチック成形システム、プラスチック成形システムによる光学素子
【課題】屈折率分布や複屈折の少ない光学特性を有する高精度な形状の成形品を、面精度の高い高精度な型を多数用いることなく得ることが可能となるプラスチック成形品の成形方法等を提供する。
【解決手段】プラスチック成形品の成形方法であって、
面精度の高い面を有する型を少なくとも1つ用意し、面精度の高い面より面精度の低い型を、面精度の高い面を有する型1つに対して複数用意する工程と、
複数の面精度の低い型に対して、溶融樹脂を供給する工程と、
溶融樹脂を供給した型に対してそれぞれ、圧力をかけながら所定時間冷却する工程と、
冷却した型から、成形部材を取り出し、取り出した成形部材を、面精度の高い面を有する型に設置して、設置された成形部材の表面のみを溶融し、面精度の高い面を表面に押し当てる工程と、を有する。
(もっと読む)
樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法
【課題】交換用、多品種用のゴム型の製造に用いるゴム材料の使用量を低減させることができ、ゴム型の型開きを簡単な構造によって防止し、かつ光発生手段の制約を緩和することができる樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法を提供すること。
【解決手段】樹脂成形用のゴム型2は、熱可塑性樹脂5の成形品6を成形するキャビティ213を形成してなる中子型21と、中子型21を内部に配置する形状を有するベースモールド型22とからなる。中子型21とベースモールド型22とが合わさる接触面23には、複数の分割型部211の型開きを防止するために真空状態にする型空間24が形成してある。型空間24は、接触面23において、中子型21とベースモールド型22とが互いに接触する接触部と互いに接触しない溝部とを繰り返し交互に形成してなる。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
レンズアレイ用成形型
【課題】バリの発生を抑制することのできるレンズアレイ用成形型を提供する。
【解決手段】上型及び下型を備え、複数の貫通孔が配設された基板及び複数の前記貫通孔の各々に供給される樹脂材料を該上型及び該下型で挟み、前記基板と一体に複数の前記貫通孔の各々にレンズを形成するレンズアレイ用成形型であって、前記上型及び前記下型は、前記基板を支持する支持面と、前記基板における複数の前記貫通孔と同じ並びで該支持面に配設された複数のレンズ成形部とをそれぞれ有しており、前記下型の複数の前記レンズ成形部の各々は、その全体が対応する前記貫通孔に収容され、前記下型の前記支持面は、複数の前記貫通孔の各々の縁に全周に亘って密接する。
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
プラスチック予備成形品を容器に変形させる装置およびその方法
【課題】ブロー成形機の洗浄を単純化し、自動化されたブロー金型の洗浄方法を提供する。
【解決手段】内部でプラスチック予備成形品を容器に変形させることが可能であるキャビティを形成する少なくとも1つのブロー金型2と、前記プラスチック予備成形品に媒体を加えて、前記キャビティを区切る前記ブロー金型2の内壁8に対して前記プラスチック予備成形品を伸張させる加圧デバイス(ブローノズル)と、前記プラスチック予備成形品をその長手方向に延伸させる延伸ロッド12と、前記ブロー金型2の領域を洗浄する洗浄デバイスとを備え、該洗浄デバイスは前記ブロー金型2を洗浄する洗浄媒体の吐出口14を少なくとも1つ備え、該吐出口14は少なくとも一時的にブロー金型中に配置されて、金型を洗浄する。
(もっと読む)
多色成形方法及び多色成形品
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、形状、表面精度等の品質を向上させて、成形品に要求される様々な特性を満たすことができる多色成形品を簡単な方法によって成形することができる多色成形方法及び多色成形品を提供すること。
【解決手段】多色成形方法は、ゴム材料からなるゴム型2のキャビティ22内に第1熱可塑性樹脂組成物6Aからなる樹脂粒子を配置する配置工程と、ゴム型2を介してキャビティ22内における樹脂粒子に、0.78〜2μmの波長領域を含む電磁波を照射し、樹脂粒子を加熱して溶融させる加熱工程と、キャビティ22において残された未充填の空洞部分に、第1熱可塑性樹脂組成物6Aと組成が異なる溶融状態の第2熱可塑性樹脂組成物を充填する充填工程と、キャビティ22内の第1熱可塑性樹脂組成物6A及び第2熱可塑性樹脂組成物を冷却して二色成形品を得る冷却工程とを含む。
(もっと読む)
電磁波照射成形用のゴム型及び電磁波照射成形方法
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、キャビティの内壁面付近における熱可塑性樹脂組成物を積極的に加熱することができ、成形する樹脂成形品の外観、形状、表面精度等の品質及び機械的強度を効果的に向上させることができる電磁波照射成形用のゴム型及び電磁波照射成形方法を提供すること。
【解決手段】電磁波照射成形用のゴム型2は、ゴム材料からなり、0.78〜2μmの波長領域を含む電磁波を照射して、キャビティ22内に充填する熱可塑性樹脂組成物6Aを加熱成形するために用いる。ゴム型2は、キャビティ22の内壁面221に赤外線吸収性能を有する表面層25を有している。
(もっと読む)
光学素子の成形用金型
【課題】成形品の成形条件均一化を達成する光学素子の成形用金型を提供する。
【解決手段】光学素子材料に対し成形を行うには、金型組15をINポートロードロック室12に投入し、真空引きした後、窒素置換を行い、成型室8内に投入される。図示しない前記搬送ユニットにより、成型室に投入された金型組は、加熱ゾーン、プレスゾーン、冷却ゾーンヘと順次搬送され、成形が行われる。冷却された金型組は、OUTポートロードロック室13へと搬送され、成型室から取り出される。この金型組の上金型と下金型の外周面には、予め、耐酸化性皮膜が均一になるよう施されている。この耐酸化性皮膜の種類として、耐熱性が十分であれば、皮膜の色は特に問題にはならないが、酸化皮膜のように暗色好ましくは黒色とすることで、赤外線吸収率は向上するため、より少ない電力で目標温度まで加熱することが可能となる。
(もっと読む)
スタンパの製造方法及びスタンパ
【課題】簡略化した製造工程で、3次元構造パターンを有するスタンパを製造する方法を提供する。
【解決手段】基板上にネガ型感放射線性組成物を塗布し、前記ネガ型感放射線性組成物由来の第1被膜を形成する工程と、前記第1被膜を露光し、露光された前記第1被膜を現像し、第1パターンを形成する工程と、前記第1パターン上に、前記ネガ型感放射線性組成物を塗布し、第2被膜を形成する工程と、前記第2被膜を露光し、露光された前記第2被膜を現像し、第2パターンを形成する工程と、前記第1パターン及び前記第2パターンに、加熱及びエネルギー線照射から選ばれる少なくとも1種の硬化処理を施す工程と、を備える。
(もっと読む)
樹脂成形用のゴム型、樹脂成形装置及び樹脂成形方法
【課題】交換用のゴム型の製造に用いるゴム材料の使用量を低減させることができ、ゴム型の型開きを簡単な構造によって防止して、熱可塑性樹脂からなる安定した寸法精度の成形品を得ることができる樹脂成形用のゴム型等を提供すること。
【解決手段】樹脂成形用のゴム型2は、溶融状態の熱可塑性樹脂を加圧して充填するためのキャビティ213を形成してなる。ゴム型2は、ゴム材料からなると共にキャビティ213を形成してなる中子型21と、ゴム材料からなると共に中子型21を内部に配置する形状を有するベースモールド型22とからなる。中子型21は、キャビティ213を開放するための分割面212において一対の分割型部211を組み合わせてなる。ベースモールド型22は、下面部221と、一対の分割型部211が組み合わさる方向の両側に形成した一対の第1側面部222とを有している。
(もっと読む)
樹脂成形装置及び樹脂成形方法
【課題】ゴム製の成形型に比べて成形型内の熱可塑性樹脂を選択的に加熱することができ、簡単な装置の構成によって、熱可塑性樹脂の各部位における加熱温度の均一化を図ることができる樹脂成形装置及び樹脂成形方法を提供すること。
【解決手段】樹脂成形装置1は、ゴム製の成形型6と、0.78〜2μmの波長領域を含む光を発する光源2と、多数の反射面31から構成したリフレクタ3とを有している。樹脂成形装置1は、光源2とリフレクタ3とを固定して目標照射位置Gへ配光する際に、各反射面31の反射による光の反射中心軸線が目標照射位置Gに到達する範囲を照射範囲Eとしたとき、光源2とリフレクタ3とを一体的に回動させることにより、目標照射位置Gの中心に対して、円を描くように照射範囲Eを変化させて、成形型6内の熱可塑性樹脂8を加熱する。
(もっと読む)
赤外線照射部材及び赤外線透過ブロックを用いた圧縮成形装置及び圧縮成形方法
【課題】 電子部品のチップ6等を搭載した大型基板7等の大面積を圧縮成形する場合の樹脂封止装置において、樹脂材料9の加熱作用や成形品14の離型作用を改善して樹脂成形効率を向上させると共に、型加熱効率を向上させて電力の節減化を図る。
【解決手段】 樹脂封止成形用型1における樹脂成形用凹部10を、赤外線透過性を有するブロック4・8の表面に形成すると共に、前記赤外線透過ブロック4・8の背面側に該赤外線透過ブロック4・8背面の形状及び大きさに対応する形状及び大きさとして形成された赤外線照射部材5・11を配設し、さらに、前記赤外線照射部材5・11における背面、側面及び赤外線透過ブロック4・8の側面とに前記赤外線照射部材5・11から照射された赤外線を反射する赤外線反射部材12・13を配設する。
(もっと読む)
1 - 20 / 45
[ Back to top ]