
Fターム[4F202AM08]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 安全保護装置(←警報装置)の特徴 (154) | 装置の作動をロックするもの (39)
Fターム[4F202AM08]に分類される特許
1 - 20 / 39
金型の保護方法および保護装置
【課題】金型が取り替えられる度に煩雑な設定をする必要がなく、金型間に異物が挟まったら確実に型締動作を停止する、金型の保護方法を提供する。
【解決手段】可動金型(12)を固定金型(11)に対して型閉して所定の型締力で型締するとき、可動金型(12)が固定金型(11)から所定量だけ離間した型開位置から可動金型(12)が固定金型(11)にタッチする型閉位置までの間、固定盤(5)の振動を監視して、所定のしきい値を超える加速度の振動を検出したら、型閉動作を停止する。
(もっと読む)
射出成形機の機械式安全装置

【課題】鋸状の歯車を有するラチェット車を駆動部の回転体に固定し、安全扉が開状態のときには可動盤の前進を機構的に抑制することが可能な射出成形機の機械式安全装置を提供すること。
【解決手段】射出成形機のボールねじ、電動モータの出力軸、または該電動モータの出力軸に連動する被駆動軸に固定された歯面を有するラチェット車11と、ラチェット車11の歯面に噛み合うラチェット爪14と、ラチェット車11の歯面は、ラチェット爪14と噛み合ったとき可動盤が閉鎖する方向の回転のみを抑制する形状をなし、ラチェット爪14の位置を射出成形機の安全扉の開閉動作に連動して移動させるワイヤロープ26と、安全扉が開いた時にラチェット爪14はラチェット車11の歯面に噛み合う位置に移動して該ラチェットを保持させ、安全扉が閉じた時にラチェット爪14が前記ラチェット車の歯面に噛み合わない位置する射出成形機の機械式安全装置。
(もっと読む)
トグル式電動型締装置
【課題】設定型締力を変更しても、型開力を制御可能とした、トグル式電動型締装置を提供する。
【解決手段】トグル機構27におけるクロスヘッド32の位置xと、可動盤25の位置yとに基づく、トグル機構27のトグル倍率から、設定型締力に対応した型開き位置でのトグル倍率を把握して、このトグル倍率に基づいて型締めモータのトルクリミットを制御することで、型開力の上限値を制御するようにする。
(もっと読む)
型締装置
【課題】不均等な型締力を与えても、型締装置の構成部材に生ずる機械的損傷を最小限に抑えることのできる型締装置を提供する。
【解決手段】ベースフレーム11と、固定ダイプレート12と、移動ダイプレート13と、移動ダイプレート13を固定ダイプレート12に対して進退させる移動ダイプレート移動手段と、固定ダイプレート12内に形成される油圧型締シリンダ18と、一端に形成されたラム16が油圧型締シリンダ18に配置され、他端が移動ダイプレート13に対して固定される複数のタイバー17と、を備え、油圧型締シリンダ18への作動油の供給を調整することにより、タイバー17を介して固定金型14と可動金型15との型締めをする型締装置10であって、型締動作の過程で、型締装置10の所定部位に生ずる応力を検知し、検知された応力が、所定の基準応力を超える場合には、型締動作を停止させる。
(もっと読む)
成形品取出し機における吸着圧制御方法
【課題】成形品が正常に吸着された後においては、負圧手段の稼働時間を短くしてエアーの消費量及び消費電力を低減する。また、成形品が正常に吸着された後においては、吸着圧が必要以上に高くなるのを回避して成形品に吸着痕が形成されるのを防止する。
【解決手段】負圧(真空)手段と吸着パッドの負圧流路に設けられた吸着圧検知手段により検出される吸着パッドによる実吸着圧が、予め設定された吸着検知圧に達した際に、吸着パッドに成形品が吸着保持されたと判断する。検出される実吸着圧が、予め吸着検知圧より低い値に設定された吸着閾値圧に達した際に、負圧手段の駆動を停止制御する。
(もっと読む)
トグル式射出成形機の型開き量調整装置
【課題】トグル式射出成形機の型開き量を調整可能なトグル式射出成形機の型開き量調整装置を提供することである。
【解決手段】リアプラテン後退指令オンである場合(SA1)、プラテン開き量xはバネが伸びきった状態のバネ入り3枚金型の幅D1以上であるか否か判断し(SA7)、xがD1より小さいと判断された場合、可動プラテン前後進モータを駆動し、可動プラテンをx=D1の位置まで後退させバネからの弾性力による反力を受けない状態とし(SA8)、その後で、リアプラテンを後退動作させる。リアプラテンの後退指令はオンか否か判断し、オンである場合にはステップSA9へ戻りリアプラテンの後退動作を継続し、オンでない場合にはリアプラテン後退の処理を終了する(SA10)。
(もっと読む)
中空樹脂成形品の製造装置
【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を高い品質をもって低コストに製造可能な技術を提供する。
【解決手段】パリソン32を押し出す押出ダイ24と、パリソン32の一部が充填される筒部形成キャビティ62を有する充填型42との当接状態を解除可能にロックするロック機構54を、押出ダイ24と充填型42のうちの何れか一方に固定された、給電により生ずる電磁力に基づいて吸引作用を発揮する吸引手段84,84を含んで構成した。そして、かかる吸引手段84,84の吸引作用により、押出ダイ24と充填型42の当接状態をロックした上で、パリソン32を筒部形成キャビティ62内に充填するように構成した。
(もっと読む)
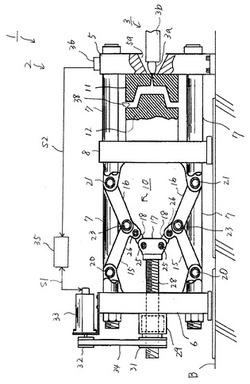
電動式竪型型締装置
【課題】本発明はベルト破断対策を講じた型締装置を提供することを課題とする。
【解決手段】固定盤13と、可動盤15と、圧受盤16と、門型ブラケット18に上端側が軸線回りに回転可能に支持されたボールねじ軸20と、タイバー14と、クロスヘッド35と、トグルリンク17とを備えた電動式竪型型締装置において、ボールねじ軸20の上端側に設けられボールねじ軸20の回転を停止させた状態で保持するブレーキ装置40を備えたことを特徴とする。
【効果】ボールねじ軸20の回転をブレーキ手段40で阻止する。ベルト破綻やベルトゆるみによるスリップ発生に対処することができる。
(もっと読む)
射出成形機
【課題】タイミングベルトが破断する前にその状態を未然に検出する。
【解決手段】射出成形機に型開閉を行う型開閉用サーボモータ12の回転数を型開閉のエンコーダパルス数xとして検出するモータ用エンコーダ13、型開きストロークSを型開きストロークパルス数yとして検出するロータリエンコーダ18、タイミングベルト10の異常を検出する異常検出手段20を備える。型開閉のエンコーダパルス数xと型開きストロークパルス数yとを比較し正比例関係にあるとき、異常検出手段20はタイミングベルト10の状態を正常であると判別する一方で、型開閉のエンコーダパルス数xと型開きストロークパルス数yとの比例関係から算出される定数aが所定の許容範囲値から外れた際には、タイミングベルト10に異常があったとして判別されるので、タイミングベルト10が切断される前にその状態を把握することができる。
(もっと読む)
金型搬送台車
【課題】位置決めピン機構と落下防止ピン機構とを連係可能にし誤操作による金型や成形装置の損傷を確実に防止する金型搬送台車を提供すること。
【解決手段】金型搬送台車10において、位置決め穴8に係脱可能な位置決めピン22を有した位置決めピン機構20aと、係止位置と非係止位置とに切換え可能な落下防止ピン42を有した落下防止ピン機構40aと、位置決めピン22を非係合位置へ操作可能な第1操作機構30aと、落下防止ピン42を非係止位置へ操作可能な第2操作機構50aと、第1,第2操作機構30a,50aを連結する第1,第2ワイヤ部材75a,75bを含み、第1操作機構30aを操作して位置決めピン22を非係合位置へ切換えた状態では第2操作機構50aを操作不能にすると共に第2操作機構50aを操作して落下防止ピン42を非係止位置へ切換えた状態では第1操作機構30aを操作不能にするインターロック機構60とを備えた。
(もっと読む)
熱可塑性素材成形方法、熱可塑性素材成形装置、成形プログラム
【課題】熱可塑性素材が実装される成形型の異常に起因する障害や性能の劣化を確実に防止し、品質の高い成形品を製造する。
【解決手段】複数の加熱ステージ20a、加圧ステージ20b、冷却ステージ20cを含む成形スペース8に熱可塑性素材が実装された型ユニット40を投入し、加熱、加圧、冷却の各工程により所望の成形品を得る成形装置10において、成形スペース8に投入される型ユニット40が通過する成形予備室1に、投入前の型ユニット40の高さを測定する高さ測定機構3を設け、制御装置4は、型ユニット40の高さ測定値Hが、既定の正常な値から逸脱している場合には、投入を中止し、投入前排出スペース6に排除することで、異常な型ユニット40が成形スペース8に投入されることに起因する当該型ユニット40や成形装置10の障害や性能劣化の発生を未然に防止し、品質の高い成形品を得る。
(もっと読む)
型締装置の型厚調整ナットの潤滑方法
【課題】型厚調整を行わなくとも型厚調整ナットの潤滑を良好に行い得る方法を提供する。
【解決手段】受圧盤2の裏面に回動自在に取付けられ、固定盤に固着したタイバ3の先端を螺合しつつ回動して前記タイバ3の有効長を変化させることにより型厚調整を行うとともに、トグル式又はクランク式の型締機構を有する型締装置1による型締時に前記受圧盤2に作用する力を受けて前記タイバ3に伝達する型厚調整ナット4を潤滑する方法において、成形運転中に、前記受圧盤2が所定距離を越えて移動しないときの時間か又は、前記受圧盤2が所定距離を越えて移動しないときの生産数を積算し、その積算量が第1の所定値に到達したときに発せられる第1の信号に基づいて、成形運転以外のときに、前記受圧盤2を前記所定距離以上に移動させる。
(もっと読む)
射出成形機および型調節方法
【課題】改良された型調節機構を備える射出成形機を提供する。
【解決手段】射出成形機および型調節方法が提供される。射出成形機は、固定プラテンの一方側に取り付けられ、タイバーと同軸の型調節機構を有する。それぞれの型調節機構は支持フレーム(11)、モータ(12)、型調節駆動ホイール(13)、型調節被駆動ホイール(14)、位置調節用油圧シリンダ(15)、センサおよび制御システムを有する同一構成である。
(もっと読む)
射出成形機
【課題】回転テーブルを備えた2ステージタイプの射出成形機において、運転条件を変更して試ショットによる成形品の品質の確認を行う際の、無駄な試ショットをなくして、以って、運転条件の好適設定のための時間短縮を図ることを可能とすること。
【解決手段】回転テーブル上に180°間隔で2つの第1金型を搭載し、回転テーブルの180°毎の間欠回転によって、第1金型のうちの一方を型開閉・射出ステージに位置付けると共に、第1金型のうちの他方をエジェクトステージに位置付けるようにした射出成形機において、回転テーブルの180°の回転後に、エジェクトステージでは第1金型から成形品の突き出しを行うも、型開閉・射出ステージにおいては動作を停止させ、作業者による手動の動作スタート指示を待つ、製品確認モードをもつ。
(もっと読む)
ブロー成形装置
【課題】小型でコンパクトに構成され、プリフォーム等の搬送を効率良く、確実に行い得るブロー成形装置を提案すること。
【解決手段】ブロー成形装置1の移送機構13は、円環状ガイドレールに沿ってプリフォーム等の保持部を備えたスライダをスライド可能に配置し、各スライダをターンテーブルの回転に応じて左右にスライドさせて、保持部に保持されるプリフォーム等の送りピッチを変更する。反転移送機構16は、ターンテーブルの回転に応じて、プリフォームを受け取って反転する動作、反転したプリフォームの口部にマンドレルを差し込む動作、ブロー成形品を受け取ってその口部からマンドレルを引き抜く動作、マンドレルを引き抜いた後のブロー成形品を反転させる動作を行う。型開閉機構33は、昇降軸による昇降運動をスライダのスライド運動に変換し、スライド運動を一対の操作アームによって型支持部材を左右に開閉する開閉運動に変換する。
(もっと読む)
ブロー成形装置の型開閉機構
【課題】ブロー成形装置の型開閉機構を、従来のように3本以上の操作アームを用いたリンク機構から構成される型開閉機構に比べて、小型でコンパクトに構成できるようにすること。
【解決手段】複数のブロー成形型29が一定の送りピッチで円環状搬送路に沿って搬送され、各ブロー成形型が左右に開閉可能な一対の成形型部材から構成されているブロー成形装置の型開閉機構33において、複数のブロー成形型29が一定の角度間隔で搭載されたターンテーブル28と、ターンテーブル28の回転に伴って昇降する昇降軸98と、昇降軸98の昇降に伴って、ブロー成形型29の開閉方向に直交する方向にスライドするスライダ100と、スライダ100のスライド運動をブロー成形型29の開閉運動に変換する一対の操作アーム103、104とを有している。
(もっと読む)
大型タイヤ加硫機における作業台
【課題】作業者のモールドの交換作業の安全性及び作業性を向上させた大型タイヤ加硫機における作業台を提供する。
【解決手段】大型タイヤ加硫機1は、二分割された上モールド2aと下モールド2bとを備え、上モールド2aは上部フレーム3にボルト等の締結部材4により取付けられている。上部フレーム3の両側面は、ベース台5に取付けられた旋回アーム6a,6bに支持され、上部フレーム3の背面側の側面に一体的に取付けられてモールドの交換作業時に作業者が乗る作業台7は、ベースプレート8の周囲に安全柵9が立設され、安全柵9の端末部と上部には、上部フレーム3の背面側にボルト等により固定する取付けフレーム10が一体的に設けられている。大型タイヤ加硫機1の側部には、作業台7上に作業者が出入りする柵で仕切られた通路11が設置され、安全柵9に設けた扉には安全センサが設けられている。
(もっと読む)
搬送装置
【課題】 オペレータの熟練度の差に関係なく、各進退機構の点検およびこの点検の結果に基づく各進退機構あるいはそれらを構成する部品の交換と、各移動体の点検およびこの点検の結果に基づく各移動体あるいはそれらを構成する部品の交換が容易に実行できる位置に移動体を正確に停止させることができる搬送装置を提供する。
【解決手段】 第1〜第3進退機構9,12,16により第1〜第3移動体4,6,60を進退させてワークSを搬送する搬送装置3は、各進退機構9,12,16に停止位置設定信号を出力して、各進退機構9,12,16の点検と交換および各移動体4,6,60の点検と交換を実行できる所定の停止位置に、各移動体4,6,60を停止させるための停止位置設定手段18,18a、19,19a、20,20aが操作コントローラ(制御手段)17に予め備わっている。
(もっと読む)
成形機
【課題】入力設定された型締力となるように型締力を自動的に設定するための自動増締の運転モードをもつ成形機において、自動増締の完了状態となった後に型厚調整が行われると、自動の成形運転をできなくようにすることで、型開閉系メカニズムの破損防止を図るようにすること。
【解決手段】入力設定された型締力となるように、型締力を自動的に設定するための自動増締の運転モードをもつ成形機において、自動増締によって型締力が設定された後に型厚調整がなされた場合には、自動成形運転を禁止して、再度の自動増締の実行を促すアラーム表示を行う。
(もっと読む)
射出成形装置
【課題】吊持バーの抜き取りの誤りによって金型を損傷させてしまう恐れのない射出成形装置を提供する。
【解決手段】上熱盤ユニット40と上金型32Aとを上部ホルダ18に脱着可能に取り付けるようになした射出成形装置において、挿入溝44に挿入されて支持部42L,42Rに固定されるとともに、上熱盤ユニット40,上金型32Aの左,右端部を吊持する上側吊持バー46L,46R,下側吊持バー48L,48Rを設け、それらの挿入溝44への挿入及び抜取りによって上熱盤ユニット40,上金型32Aを取り付け、取り外しするようになす。そして下側吊持バー48L,48Rの取手60には、上側吊持バー46L,46Rの取手60に係合して上側吊持バー46L,46Rの抜出しを阻止するロックバー62を設けておく。
(もっと読む)
1 - 20 / 39
[ Back to top ]