
Fターム[4F202AM32]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 特有の成形不良の防止技術 (2,211)
Fターム[4F202AM32]の下位に属するFターム
バリ防止 (400)
ひけ防止 (217)
そり防止 (133)
ウェルドライン、スパイダーマーク防止 (305)
Fターム[4F202AM32]に分類される特許
1 - 20 / 1,156
成形装置および成形方法
成形装置
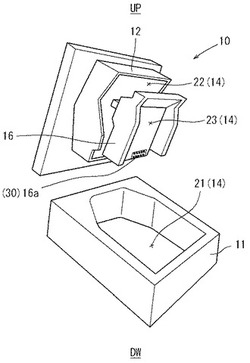
【課題】成形装置の部品点数を削減しつつ、発泡成形品を良好に成形することにある。
【解決手段】第一型11と、第一型11に閉じ合せ可能な第二型12と、第一型11と第二型12の間に形成されるキャビティ14とを有し、キャビティ14内の成形材料を発泡させて車両用シートのクッション材を成形する成形装置10において、第一型11と第二型12の少なくとも一方に、成形装置10の外部と非連通の複数の凹部30を設けるとともに、複数の凹部30に、成形材料の発泡時においてキャビティ14内に滞留する気体を流入可能な構成とした。
(もっと読む)
射出成形同時積層用フィルム及び成形品、並びにそれらの製造方法

【課題】積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、予備成形を行う工程を有する射出成形同時積層法において、良好な成形性、耐カール性、及び耐傷性を備える積層用フィルム及びそれを用いた成形品、並びにそれらの製造方法を提供する。
【解決手段】積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、該金型側より真空吸引して予備成形を行う工程を有する射出成形同時積層法に用いられる積層用フィルムであって、該積層用フィルムが基材上に保護層を積層してなり、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする射出成形同時積層用フィルム及びそれを用いた成形品、並びにそれらの製造方法。
(もっと読む)
フィルムインサート成形品の融解損傷予測方法
【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
空気入りタイヤ及びタイヤ成形用金型
【課題】リムストリップとサイドウォールゴムとの界面及びその付近でのクラック等の製品不良を低減できる空気入りタイヤ及びタイヤ成形用金型を提供する。
【解決手段】リム装着時にリムフランジRFの外周との間隔が一定となるようにタイヤ周方向CDに延びる第1周方向凸条11がビード部1のタイヤ幅方向外側に設けられた空気入りタイヤTにおいて、第1周方向凸条11よりもタイヤ径方向外側又は内側に間隔をおいて、第1周方向凸条11よりも突出高さの低い第2周方向凸条12がタイヤ周方向CDに延設され、かつ第1周方向凸条11と第2周方向凸条12とに連なる第1径方向凸条14がタイヤ径方向に延設されており、リムストリップ5とサイドウォールゴム6との界面56は、第1周方向凸条11と第2周方向凸条12との間でタイヤ外表面に達している。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】剛性と衝撃強度が高く、かつ、外観の好ましい熱可塑性樹脂成形体を得ることができる熱可塑性樹脂成形体の製造方法を提供する。
【解決手段】本発明は、一対の金型7a,7b間に溶融状の熱可塑性樹脂Rを供給する樹脂供給工程と、一対の金型7a,7bを型締めすることで熱可塑性樹脂Rを賦形する賦形工程とを備える熱可塑性樹脂成形体の製造方法であって、賦形工程において熱可塑性樹脂の賦形が開始されるときに、熱可塑性樹脂成形体の意匠面側に対応する金型のキャビティ面の少なくとも一部の温度が熱可塑性樹脂の荷重たわみ温度より30℃低い温度以上であり、熱可塑性樹脂Rの賦形が開始されるときの熱可塑性樹脂Rの温度は、熱可塑性樹脂Rの融点より20℃低い温度以上、融点より10℃高い温度以下であり、賦形工程における金型の型締め速度Vは、30mm/秒より大きく、500mm/秒以下である。
(もっと読む)
耐ヒートショック性評価用インサート成形体、及び耐ヒートショック性評価用インサート成形体の製造方法
【課題】測定精度がより高く、より短時間で評価を終了させることができる耐ヒートショック性評価用インサート成形体、及び当該耐ヒートショック性評価用インサート成形体の製造方法を提供する。
【解決手段】ウェルドラインが形成された樹脂部材と、上記樹脂部材によって表面の少なくとも一部が覆われるインサート部材とを備え、上記樹脂部材が上記樹脂部材の表面と樹脂部材側のインサート部材との接合面との間隔が、ウェルドラインから離れるにつれて大きくなる肉厚傾斜部と、肉厚傾斜部の肉厚な両端と連なり肉厚傾斜部と共にインサート部材を囲う整流部とを有する耐ヒートショック性評価用インサート成形体を用いる。
(もっと読む)
樹脂スタンパ用形状調整ステージ及びこれを備えたインプリント装置
【課題】熱や周囲環境の変化により伸縮して形状変化が生じた樹脂スタンパの形状を調整することができる樹脂スタンパ用ステージを提供すること。
【解決手段】一方の表面に微細な凹凸パターンが形成された樹脂スタンパ16を、その凹凸パターン形成面とは反対側の面が接するように載置するための載置台12を有し、該載置台12は、前記樹脂スタンパの反対側の面を吸引する複数の吸引孔15を有する吸引機構14と、前記複数の吸引孔15を、前記樹脂スタンパが載置される載置面12aの平面方向にそれぞれ独立して移動させる移動機構と、を備えていることを特徴とする樹脂スタンパ用形状調整ステージ。
(もっと読む)
インサート成形体
【課題】インサート成形体を構成する樹脂部材に脆弱部が形成されている場合であっても、インサート成形体が温度変化のある環境に曝されることによって生じる、樹脂部材の割れの問題を解消する技術を提供する。
【解決手段】機械的強度が局所的に弱い脆弱部を有する樹脂部材とインサート部材とを備えるインサート成形体において、上記脆弱部の近傍に応力集中部を形成する。形成される応力集中部の好ましい一例としては薄肉部が挙げられる。また、脆弱部の具体例としては、ウエルド部や溶着部が挙げられる。
(もっと読む)
ホットランナ成形型
【課題】本発明は、バルブゲート式のホットランナ成形型において、型構造を簡略化することで、固定型の小型化および型費を低減することができるホットランナ成形型を提供することである。
【解決手段】可動型3と、固定型2内に配設され、溶融樹脂を供給するマニホールド10と、前記マニホールド10の樹脂流路に連通して配設され、前記可動型3と前記固定型2との間のキャビティ4の入り口のゲート12に連通するホットランナノズル13と、前記ホットランナノズル13の樹脂流路を貫通して配設され、前記ゲート12を開閉するバルブピン14と、前記固定型2と前記可動型3との間の型開閉動作の駆動力を前記バルブピン14に伝達し、前記バルブピン14による前記ゲート12の開閉動作を行う駆動力伝達手段22とを備える。
(もっと読む)
成形構造体の製造方法及び成形型
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
(もっと読む)
射出成形用金型
【課題】多数個取りした成形品における溶融樹脂材料の流れの履歴に起因する欠陥の発生を抑制することができる射出成形用金型を提供する。
【解決手段】溶融樹脂材料を射出する射出ノズルが接続されるホットスプル13と、ホットスプル13に射出された溶融樹脂材料が通過するホットランナー15と、ホットランナー15に接続されたキャビティ16と、を備え、ホットランナー15の中途部を分岐して複数のキャビティに溶融樹脂材料を供給することで複数の成形品を同時に成形する射出成形金型10において、ホットスプル13は、射出ノズルの接続部分としての開口部17を形成するスプルブッシュ18と、開口部17に形成されて射出ノズルから射出された溶融樹脂材料をホットランナー15の分岐数と同数に分流する分岐口と、分岐口で分流した溶融樹脂材料を複数のホットランナー15の各々に対応付けして供給する分岐通路20cと、を備えている。
(もっと読む)
中間金型支持装置および金型装置
【課題】中間金型を適切に支持する中間金型支持装置を提供する。
【解決手段】中間金型支持装置1は、固定金型と、固定金型に対向して水平移動可能な可動金型と、固定金型と可動金型との間で水平移動可能に構成された中間金型とを備えた金型装置における中間金型を支持し、中間金型とともに移動可能に構成されている。さらに、中間金型支持装置1は、中間金型を昇降させる昇降機構11を有している。
(もっと読む)
成形体の製造方法
【課題】微細なパターンを有する成形体を、目的の形状を有するものとして効率よく製造することができる成形体の製造方法を提供すること。
【解決手段】本発明の成形体の製造方法は、成形型を用い、ワークを加熱して、幅が10nm以上500μm以下の微細なパターンを有する成形体を製造する方法であって、前記成形型の構成材料と前記ワークの構成材料との貯蔵弾性率E’の差が100[MPa]以上となる温度T[℃]で成形を行う加熱工程と、前記ワークを加熱・成形することにより得られた成形体を前記成形型から離型する離型工程とを有し、前記温度T[℃]における前記ワークの構成材料の線膨張係数をα1[℃−1]、前記温度T[℃]における前記成形型の構成材料の線膨張係数をα2[℃−1]としたとき、|α1−α2|≦100.0×10−4の関係を満足することを特徴とする。
(もっと読む)
インプリント用テンプレート、インプリント用テンプレートの製造方法、およびインプリント方法
【課題】 本発明は、高屈折率材料の形成技術や加工技術を要することなく、凹凸構造のアライメントマークを光学的に識別することを可能とし、高いアライメント精度で位置合わせすることができるインプリント用テンプレート、インプリント用テンプレートの製造方法、およびインプリント方法を提供することを目的とするものである。
【解決手段】 テンプレート基板に銀イオンを含有するイオン交換表面層を備えた高エネルギービーム感受性ガラス基板を用い、アライメントマークの凸部における可視光域の光に対する光学濃度を、前記アライメントマークの凹部における可視光域の光に対する光学濃度よりも高くすることにより、上記課題を解決する。
(もっと読む)
減圧成形型
【課題】簡単な構成で、第二シール部材の両端部を第一シール部材に対して確実に当接させてシールしてキャビティ内の減圧度を確実に維持することができる減圧成形型を提供する。
【解決手段】減圧成形型は、下型1、上型2、スライド3、第一シール部材4、第一シール部材4のシール面40に端部5aが当接される第二シール部材5とを備えており、キャビティ6内を減圧した状態で成形材料を射出充填するものであって、少なくとも、第一シール部材4のシール面40が平面状に成形されているか、または、第二シール部材5が断面矩形に成形されており、第二シール部材5の、少なくとも第一シール部材4に当接される端部5aが、第一シール部材4と比較して柔らかい弾性体により構成されている。
(もっと読む)
タイヤの製造方法および製造装置
【課題】加硫したタイヤを加硫ブラダから抜き出して取出す際に、加硫ブラダを中心機構および加硫したタイヤのビード部に接触させることなく、タイヤを円滑に取出すことができるタイヤの製造方法および製造装置を提供する。
【解決手段】閉型したモールド9内部に配置されたグリーンタイヤGの内側に加硫ブラダ2を配置した状態で膨張させてグリーンタイヤGを加硫した後、モールド9を開型して加硫したタイヤTを加硫ブラダ2から抜き出して取り出すまでの間、制御手段10によって加硫ブラダ2の内部の真空引き操作を逐次制御して膨張収縮状態を調整することにより、加硫ブラダ2の内周面が中心機構4に接触することを防止しつつ、加硫ブラダ2の外周面が加硫したタイヤTのビード部Tbに接触することを防止する。
(もっと読む)
射出成形装置内で複数のニードルシャットオフノズルを作動させる方法
【課題】本発明は、簡素な手段を用いて費用効果が高く、かつ、射出成形装置のキャビティに流動性物質を均一に充填可能にする。
【解決手段】
射出成形装置内で複数のニードルシャットオフノズルを作動させる方法は、制御装置により、ニードルシャットオフノズルの各電磁アクチュエータのために、定義されて制御装置に保存されたパルス長を有する電流パルスを個別に生成し、電流パルスが流れた電磁アクチュエータのソレノイドにより電磁場が生成され、その結果、シャットオフニードルが閉位置から開位置へ、または逆に動かされ、少なくとも2つの電磁アクチュエータのための電流パルスが時間をずらして電磁アクチュエータへ送られる。
(もっと読む)
樹脂射出圧縮成形方法、および、射出圧縮成形装置
【課題】 装置や金型の構成を複雑化・大型化することなく、厚肉な熱可塑性の樹脂成形物を製造することができる樹脂射出圧縮成形方法を提供する。
【解決手段】 金型の固定側が熱可塑性樹脂で溶融充填されるキャビティとスライドコアを有する金型、および、射出成形機を用いて、熱可塑性樹脂を圧縮して射出成形体を得る樹脂射出圧縮成形方法であって、スライドコアが、熱可塑性樹脂が溶融充填される際に樹脂量と連動して後退しながらスライドし、さらに、樹脂供給開始後に金型充填容量の20%から80%の樹脂を射出スクリューの先端側に貯留し、射出スクリューの回転により、樹脂を可塑化しながら射出シリンダーから注入した後に、さらに、射出スクリューの先端側に貯留した溶融樹脂で金型充填容量の80%から20%を高速射出し、スライドコアを固定側にスライドさせて、熱可塑性樹脂の射出圧縮成形体を成形する樹脂射出圧縮成形方法。
(もっと読む)
樹脂成形部品及び製造方法
【課題】インサート部品と樹脂との接合性をより有効に高めることができる樹脂成形部品及び製造方法を提供すること。
【解決手段】本発明による樹脂成形部品1は、インサート部品2とインサート部品2を外包する樹脂3を有する樹脂成形部品1であって、インサート部品2は樹脂3のインサート部品2に対向する面の少なくとも一部3aを押圧する押圧部2aを含むことを特徴とする。
(もっと読む)
1 - 20 / 1,156
[ Back to top ]