
Fターム[4F202AM33]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 特有の成形不良の防止技術 (2,211) | バリ防止 (400)
Fターム[4F202AM33]に分類される特許
1 - 20 / 400
インモールド成形方法および当該方法で形成された樹脂成形品
型内塗装用型
乗用車用空気入りタイヤの加硫シェーピング方法
【課題】ローカバー下部の剛性が高い場合でもゴム噛みを防止し、外観、品質が良好な乗用車用空気入りタイヤを製造することができる乗用車用空気入りタイヤの加硫シェーピング方法を提供する。
【解決手段】セグメント金型およびサイド金型を含む複数の金型からなる加硫金型を備える加硫装置を用いてローカバーを加硫シェーピングする乗用車用空気入りタイヤの加硫シェーピング方法であって、金型閉工程において、前記セグメント金型の接合面と前記サイド金型の接合面との間の距離がゼロになるまでに、金型閉動作を2〜5秒間一時停止した後、金型閉動作を再開することを特徴とする乗用車用空気入りタイヤの加硫シェーピング方法。
(もっと読む)
ローカバー
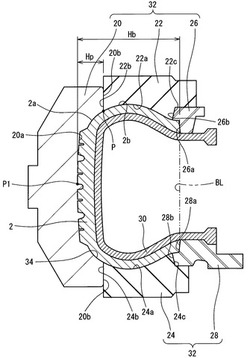
【課題】ブロンの発生が抑制されつつ、はみ出し部の発生が抑制されたローカバーの提供。
【解決手段】本発明に係るローカバー2は、金型32に投入される。この金型32は、トレッドセグメント20と、サイドプレート22、24と、ブラダー30とを備えている。このローカバー2は、トレッドセグメント20に接する外周面2aと、サイドプレートに接する外側面2bと、この外周面2aと外側面2bとの間に形成された段差とを備えている。この段差に連続する外周面2aの端は、段差に連続する外側面2bの端より軸方向外側に位置している。トレッドセグメント20とサイドプレート22との境界に対応する外側面の位置が位置Pとされると、この段差は、この位置Pより半径方向外側に形成されている。
(もっと読む)
タイヤ加硫用金型

【課題】過加硫の恐れなく、均一な加硫状態を短時間で得ることができ、また、スピューレス金型であってもゴム流れの不良の発生を抑制することができるタイヤ加硫用金型を提供する。
【解決手段】トレッド外面形状に対応した凹凸部を備えた複数のトレッドセグメントからなる環状のトレッドモールドと、サイドウォール外面を形成する上下一対のサイドモールドとを備えたタイヤ加硫用金型であって、トレッドセグメントの上部および下部に位置するショルダーブロック部の一部または全部に、トレッドセグメント中央部に比べて熱伝導率が高く、トレッドセグメント中央部とは熱膨張率が異なる金属が用いられているタイヤ加硫用金型。
(もっと読む)
複合部品の製造方法及び複合部品
【課題】様々な基材を用いても簡易な方法で基材と樹脂部材とを機械的結合できる複合部品の製造方法及び複合部品を提供する。
【解決手段】金属パイプ2を配置した金型10内に、金属パイプ2の表面の少なくとも一部を覆うように溶融樹脂を射出して冷却することで、金属パイプ2と樹脂部材3が一体化された複合部品1を得る複合部品1の製造方法であって、金属パイプ2の表裏面を貫通する貫通孔2aを設け、当該貫通孔2aを塞ぐように金属パイプ2の表面側Fにシート材4を配置した状態で表面側Fに溶融樹脂を射出することで、射出した溶融樹脂によってシート材4を貫通孔2a内に押し込んで金属パイプ2の裏面側Rに膨出させ、貫通孔2aの裏面側Rの開口径よりも大径の係合突起5となる膨出部を形成することにより、係合突起5によって金属パイプ2と樹脂部材3とが結合された複合部品1を得る。
(もっと読む)
成形機、成形方法
【課題】簡易かつ低コストな構成で、成形品に余計なインクが付いたり、箔バリが生じるのを防ぐ。
【解決手段】上部把持部のベースプレート61およびチャックプレート62と、下部把持部のベースプレート71およびチャックプレート72を、それぞれ独立して型開閉方向に移動可能とした。シート100を成形体150から剥離させるときには、下部把持部を凸型12側に位置させたまま、上部把持部のみを凸型12から凹型13側に離間させるようにした。これにより、シート100は、シート100の上面側に位置するチャックプレート72により押さえられたまま、シート100の下面側に位置するチャックプレート62により引き上げられる。その結果、インク層101は、チャックプレート62の位置を始端とし、チャックプレート72の位置を終端とする方向に、成形体150に密着した部分A1の外形形状に沿って破断される。
(もっと読む)
射出成形同時加飾金型、射出成形同時加飾装置、及び射出成形同時加飾方法
【課題】射出成形時に加飾シートによって文字や図柄などの加飾を行ったとき、その加飾シートの余剰領域の削除も同時に行うことができる射出成形同時加飾金型を提供する。
【解決手段】本発明に係る射出成形同時加飾金型は、金型の内部へ樹脂を射出するのと同時に、情報が記録された加飾シート4の転写層42を金型の内部に射出された樹脂の表面に転写して加飾成形品を生成するものであって、金型の型締め時に転写層42における樹脂の表面に転写すべき転写面46と加飾シート4側に残すべき非転写面47との境界に接触し、転写層42に切り込みを付ける切断エッジ21を備えるものである。
(もっと読む)
溶融樹脂のプレス成形装置
【課題】インサート部材を確実に固定してインサート成形を可能とする溶融樹脂のプレス成形装置を提供する。
【解決手段】互いに対向して配置された固定型2及び可動型3を備え、これら固定型2及び可動型3で溶融樹脂を挟み込んでプレス成形する溶融樹脂のプレス成形装置1であって、固定型2に設けられ、溶融樹脂の充填に先立って固定型2の成形面に載置されるナットNを位置決めする位置決め具4と、当該位置決め具4に対向して可動型3に設けられ、当該可動型3の成形面に対して突没する方向に移動可能な押し当て具6と、を備え、型閉め前においては、押し当て具6が、可動型3の成形面から位置決め具4側に突出しており、型閉め時においては、押し当て具6が、位置決め具4に位置決めされたナットNに押し当てられた状態で可動型3の成形面に対して没する方向に移動することで、ナットNが固定される。
(もっと読む)
タイヤ用加硫モールド及びタイヤの製造方法
【課題】加硫モールドにおいて、セクターモールドの釜締めに伴うバリの発生を抑制する。
【解決手段】 分割した複数のセグメント12から成り、半径方向に縮径して釜閉じしたときに円環状となるセクターモールド10と、セクターモールド10を挟んで配置され、内部に生タイヤ用の収容空間を形成する一対のサイドモールドから成るタイヤ用加硫モールドであって、前記各セグメント12の割位置12bの内周側に、セクターモールド10を閉じたときに、収容された生タイヤを凹ませて前記各骨部20間に生タイヤが侵入するのを抑制する凸部22を備えた。
(もっと読む)
リードフレーム、成形金型、半導体装置及びパッケージ
【課題】半導体装置のパッケージを成形するにあたり、成形金型のキャビティ内からエアーを外部に確実に送り出し、樹脂の充填不足による成形不良の発生を防止して歩留まりを向上させる。
【解決手段】端子リード13を有するリードフレーム1を成形金型に設置して樹脂成形を行うことにより樹脂成形体が一体となったパッケージ2を成形するにあたり、リードフレーム1に樹脂成形体の周辺部に連結して支持する複数の吊りリード14、14を設け、この吊りリード14、14の表面に複数のベント溝14aを形成し、キャビティ内のエアーをベント溝14aから外部へと送り出す。
(もっと読む)
金型構造及び射出成形装置
【課題】別途機器を配設せずに、射出時の圧力によって固定型と可動型とのキャビティ周辺におけるパーティング部におけるバリなどの成形不良の発生を防止し、加工コストや材料コストを抑制することが可能な、金型構造及び射出成形装置を提供する。
【解決手段】射出成形装置10が備える金型構造は、可動型30がサポート部材32と成形型33とを備えて構成され、固定型20と可動型30とが近接した際にサポート部材32が弾性変形することによって、固定型20と可動型30との接触面に発生する成形圧力のエネルギーを吸収して、接触面に発生する成形圧力が略均一になるように、サポート部材32における剛性の分布が定められる。
(もっと読む)
半導体装置製造方法及び半導体装置
【課題】樹脂が側面の境界から露出部に向けてはみ出ることを十分に防止することができる半導体装置製造方法を提供すること。
【解決手段】本発明による半導体装置製造方法は、押圧方向Fを有する金型2、3を用いて露出部4aを含む金属板4の露出部以外を樹脂により封止する成型工程と、金属板4の押圧方向Fに平行な側面4aaにおける露出部4aと露出部以外との境界4Lを樹脂止め部材5により変形して凹部4bを形成する変形工程とを含むとともに、変形工程と成型工程を同時に行うことを特徴とする。
(もっと読む)
成形用金型、成形装置、及び成形品の製造方法。
【課題】成形品にバリを生じにくくすることができる成形用金型、成形装置、及び成形品の成形方法を提供する。
【解決手段】成形装置100は、金型110を有する。金型110は、下型114と、下型114と接触する上型116とを有し、下型114と上型116との間に熱硬化性樹脂を保持するキャビティ120が形成される。金型110は、下型114と上型116とが接触するパーティング面144に配置され、キャビティ120に保持された光硬化性樹脂と接触して、キャビティ120に保持された光硬化性樹脂に押圧されて弾性変形する弾性体150をさらに有する。
(もっと読む)
車載用電子モジュールの樹脂モールド方法
【課題】車載用電子モジュールをモールドする際にコネクタ端子の変形や樹脂漏れなどが起こり難く成形品質を高めた樹脂モールド方法を提供する。
【解決手段】車載用電子モジュール1を型開きしたトランスファ成形用の第一のモールド金型6に搬入し、熱硬化性樹脂をポット9内に搬入し、コネクタ4を除いた基板面を第一のモールド金型6によりクランプして電子部品2が搭載された基板面を一次成形する工程と、一次成形された車載用電子モジュール1を、第二のモールド金型12に搬入し、一次成形されたパッケージ部11とコネクタ4のコネクタ成形部4aをクランプして露出する基板接続端子5aを二次モールドする工程と、を含む。
(もっと読む)
タイヤ加硫用金型
【課題】キャビティ面などを傷めたり、金型形状に寸法変化を生じさせたりすることがなく、バリの発生を充分に抑制して、外観や品質が安定した空気入りタイヤを提供することができると共に、メンテナンス間隔を大幅に延長することができるタイヤ加硫用金型を提供する。
【解決手段】トレッドセグメント、サイドプレート、およびビードリングの上下各1対を備え、これらの各合わせ面を合致させた状態でタイヤの加硫成形を行うタイヤ加硫用金型であって、サイドプレートとビードリングの合わせ面のうち、少なくとも一方の合わせ面に、タイヤの周方向に1周する溝部が設けられているタイヤ加硫用金型。溝部の断面形状は、半円形状であって、半径が0.3〜3.0mmである。溝部は、キャビティ面から0.5〜5.0mmの位置に設けられている。
(もっと読む)
インサート成形品の製造方法、インサートナット及びインサート成形品
【課題】インサートナットの先端側の開口端面が樹脂で閉塞されるようにインサート成形を行う際におけるピン部材とインサートナットのねじ孔部との隙間への樹脂の回り込みを防止する。
【解決手段】金型30のキャビティ36の成形面34aに設けられるピン部材50にインサートナット40を嵌合により支持した状態で型閉じし、キャビティ36に樹脂を射出、充填することによりインサートナット40がインサート成形されたインサート成形品を成形する。インサートナット40は、先端部にねじ孔部44の内径と同径又は小径のストレート孔部45を有する。ストレート孔部45は、インサートナット40をピン部材50に嵌合した際にピン部材50の先端部に嵌合される。インサートナット40の先端側の開口端面が樹脂で閉塞されるようにインサート成形を行う。
(もっと読む)
インサート成型されるねじ付きインサートおよびインサート成型方法
【課題】インサート成形時の螺子山変形を防止する螺子挿入部品を提供する。
【解決手段】インサート成型されるねじ付きインサート10は、軸方向両側にヘッド12、13を有する胴体部シャンク11を備えている。シャンク11には、ねじ部14を形成する内側ねじ山軸方向区域T1が設けられている。又、インサート成型後にインサート10の自転を阻止する手段と、軸方向移動を阻止する手段とが、シャンク11の外側に配設されている。シャンク11には、ねじ山軸方向区域T1とヘッド12、13との間に、軸方向に変形する少なくとも一つのヒューズ領域15、19を有している。ヒューズ領域は、ねじ山軸方向区域T1に変形を生じさせることなく、ヘッドに適用される所定の軸方向圧縮力で変形するように構成されている。
(もっと読む)
発泡合成樹脂成形体及びその製造方法
【課題】穴状部が貫通孔である場合には、発泡成形時に該穴状部を塞ぐバリ部を形成することなく、該穴状部の周辺部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能であり、該穴状部が非貫通状である場合には、該穴状部の底部にボイド等の成形不良が生じることを十分に防止ないし抑制することが可能な発泡合成樹脂成形体の製造方法及び発泡合成樹脂成形体を提供する。
【解決手段】少なくとも第1の型21と第2の型22とを有する金型20を用いて、外面に穴状部3を有する発泡合成樹脂成形体1を製造する。第1の型21のキャビティ内面に、穴状部3を形成するための凸部23が設けられており、金型20は、型締めした状態において、凸部23の突出方向の先端面が第2の型22のキャビティ内面に所定の間隔をあけて対向するように構成されている。金型20を型締めした状態において、凸部23の先端面と第2の型22のキャビティ内面との間に金型20内の気体を気体誘導手段で誘導する。
(もっと読む)
射出成形品の製造装置及び製造方法
【課題】射出成形品の貫通孔における開口面積の大きい側の開口部に、バリが形成されるようにすること。
【解決手段】型閉じ及び型開きが可能であり且つ型閉じ状態で溶融樹脂が射出充填される成形空間が内部に形成される第一金型12及び第二金型14のうち第一金型12に形成され、且つ先端面18aの面積が第二金型14とつながる位置における断面積よりも大きい柱状の貫通孔形成用突出部18の先端面18aを、型閉じ状態で第二金型14と面接触させた状態で、成形空間内へ溶融樹脂を射出充填し、この射出充填した溶融樹脂が硬化した後に、型開き状態で、硬化した溶融樹脂を先端面18a側から無理抜きして、硬化した溶融樹脂を貫通孔形成用突出部18から取り外して、硬化した溶融樹脂からなる射出成形品を形成する。
(もっと読む)
1 - 20 / 400
[ Back to top ]