
Fターム[4F202AM35]の内容
プラスチック等の成形用の型 (108,678) | 成形装置、成形操作のその他の特徴 (3,701) | 特有の成形不良の防止技術 (2,211) | そり防止 (133)
Fターム[4F202AM35]に分類される特許
1 - 20 / 133
電子機器の筐体、金型、インサート成形装置、電子機器の筐体の成形方法、及び電子機器
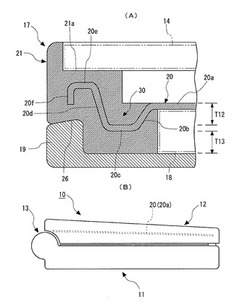
【課題】金属板をインサート成形して表面に取付台部を形成した電子機器の筐体について、反りの発生を抑制する。
【解決手段】本発明は、周縁部に屈曲された補強部を一体に備えた金属板20と、補強部を覆うようにインサート成形により形成された樹脂製の枠体21とを備え、枠体21は、金属板20の表面側の表面に段差状の取付台部21aが形成されるとともに、金属板20より表面側の肉厚T12と裏面側の肉厚T13とが等しく形成されている。
(もっと読む)
環状バンドの移動方向制御装置、環状バンドの移動方向制御方法、流延設備、及び溶液製膜方法

【課題】環状バンドの移動方向を容易に制御する。
【解決手段】環状の流延バンド26は、テンションがかかった状態で水平ローラ24、25に掛け渡される。水平ローラ24は、モータ24Mにより、回転する。流延バンド26は、水平ローラ24、25の周りに形成された移動路を、循環移動する。水平ローラ24と水平ローラ25との間には、流延バンド26のY方向一端部を冷却する冷却部61Pと、流延バンド26のY方向他端部を冷却する冷却部61Qとが設けられる。また、制御ユニット67は、検知センサ65PB・65QBにより、流延バンド26が移動路から外れた方向を検知する。更に、制御ユニット67は、流延バンド26のうち移動路から外れた方向の端部を、外れた方向と反対側の端部よりも優先的に冷却する。
(もっと読む)
材料の成形方法および成形金型
【課題】ポリイミドを含む樹脂で成形され、ソリ等の変形が生じ難い成形品を得る。
【解決手段】上型40のゲート54から溶融材料が供給されつつ、下型42が上型40に対して相対移動させられる。そのため、エアが摺動面から逃がされるため、キャビティ内に溜まり難い。また、ゲート54から供給された溶融材料は、徐々にキャビティ内に充填される。そのため、射出成形における場合のように、高圧、かつ、高速でキャビティ内に充填される場合に比較して、溶融材料に加えられるストレスが小さくなる。以上により、ソリ等の変形が生じ難い成形品110を得ることができる。
(もっと読む)
車両用内装材の製造方法
【課題】保持部材及びその周縁の基体の反りが抑えられる車両用内装材の製造方法を提供する。
【解決手段】可撓性を有する基体1と、基体1の表面Sに設けられ、基体1を車両パネルに取り付けるための保持部材2(サイドクリップ、リテーナブラケット等)と、を備える車両用内装材の製造方法であって、凹部3を有する成形型200を、凹部3が基体1の表面Sに当てられた状態として、凹部3内に溶融樹脂(ポリプロピレン系樹脂等)を流し込む射出成形により、保持部材2が形成され、基体1のうち保持部材2の縁部に対応する部位を、成形型200により厚さ方向に圧縮変形させて凹ませた状態で射出成形をする。基体1を圧縮変形させて凹ませる量は、溶融樹脂が冷却されて保持部材2が形成されるときに、溶融樹脂が収縮して保持部材2が反り返る量が略相殺されるように設定される。
(もっと読む)
車両用内装材
【課題】射出成形法により、基体の表面に特定の形状のクリップ保持部が形成された車両用内装材を提供する。
【解決手段】基体1と、その表面に設けられるとともに、クリップを保持するためのクリップ保持部2と、を備え、クリップ保持部は、基体の表面に射出成形法により形成されており、クリップ保持部には、基体の表面に接合された座部21と、座部と一体形成され、クリップを嵌めるための嵌め込み部22と、が備えられ、嵌め込み部は、座部よりも基体の表面から離隔する側に突出した形態とされ、座部を、嵌め込み部を避けながら、基体の表面と直交する平面により仮想的に切断したときの座部断面が、端に向かうにつれて漸次薄くなった部分を有し、座部断面の外周線のうちの、基体の表面に接合されている線分の長さが、外周線の全長さから線分の長さを差し引いた長さよりも短い。
(もっと読む)
金型装置およびインサート成形品の製造方法
【課題】長尺な金属板を樹脂材によってインサート成形して得られるインサート成形品において反りが発生するのを抑制するようにした金型装置を提供する。
【解決手段】長尺なキャビティ302を有する金型304と、長手方向をキャビティ302の長手方向に向けられてキャビティ302に入れられた長尺な金属板130を、キャビティ302の横断面から見た場合において、キャビティ302の中心からオフセットした位置で挟持する挟持部材318と、キャビティ302に樹脂材を注入するための注入口312と、を有し、金属板130を挟持部材318によって挟持した状態で注入口312よりキャビティ302に樹脂材を注入したときに金属板130の両側に注入される樹脂材の量が均等となるように、金型304および挟持部材318の形状が決定されるように構成する。
(もっと読む)
成形型、ウェハレンズ及び光学レンズの製造方法
【課題】離型抵抗の低減によって意図した形状を持つ成形型を得ることができ、所期の光学性能が発揮される光学レンズが形成されたウェハレンズを製造することができる成形型の製造方法を提供すること。
【解決手段】加工工程において、繋がり部48を所定の面粗さを有する断面曲線状の凹形部48bに加工するので、複数の樹脂層部分(樹脂レプリカ部)41d間の繋がり部48で意図しない突起が形成されることを防止でき、サブマスター型40、サブサブマスター型50等の成形型やウェハレンズ10等において異形状が発生することを回避することができる。
(もっと読む)
成形品取出方法及び装置
【課題】成形品取り出し時にチャック部を適切に配置することで、成形品の変形や傷を防止できる成形品取出方法及び装置を提供すること。
【解決手段】レンズ成形品MPを取り出す際にレンズ成形品MPを把持する位置を第1分割面PL1に垂直な型開閉方向と第1分割面PL1に平行な分割面方向とに関して調整するので、レンズ成形品MPに意図しない力が付与されることを抑制できる。これにより、取出時にレンズ成形品MPが第1金型41に押し付けられて変形したり傷ついたりする現象の発生を抑えることができ、高精度のレンズを提供することができる。
(もっと読む)
転がり軸受用保持器及びその製造方法、並びに転がり軸受
【課題】ポケットのバリ取り作業や圧縮専用の別機構が不要で、低コストで寸法精度や強度に優れる転がり軸受用保持器を提供する。
【解決手段】保持器形状と一致するキャビティ本体部と、前記キャビティ本体部の保持器の下端面相当部分から該下端面の幅で形成される円筒状の空所とで形成されるキャビティを有し、かつ、前記空所内を昇降する可動スリーブを備える成形用金型を用いるとともに、前記可動スリーブを前記下部円環部の最終厚さとなる位置よりも降下させた状態で、溶融樹脂組成物を射出して前記キャビティを充填した後、前記溶融樹脂組成物が固化する前に、前記可動スリーブを前記位置まで上昇させて該溶融樹脂組成物を圧縮し、圧縮状態のまま前記溶融樹脂組成物を固化させて転がり軸受用保持器を製造する。また、このようにして得られた保持器を備える転がり軸受を提供する。
(もっと読む)
薄肉成形品の成形方法
【課題】中型以上の液晶用の導光板を薄肉で成形することができる薄肉成形品の成形方法を提供する。
【解決手段】
加熱シリンダ(5)とスクリュ(6)とからなる射出装置(2)を使用して成形する。最初に金型(20、21)を所定量開いた状態にしてスクリュ(6)を軸方向に駆動してキャビティに溶融樹脂を射出する。そして金型(20、21)を型締めして射出された溶融樹脂を圧縮する。この圧縮の実施中に、所定時間だけスクリュ(6)を後退させてキャビティ内の溶融樹脂の樹脂圧を低下させる。その後スクリュ(6)に軸方向の駆動力をかけて溶融樹脂に所定の樹脂圧を印加する保圧を実施する。保圧におけるスクリュ(6)の駆動は、速度制御を実施し、その後圧力制御に切り換えるようにしてもよい。
(もっと読む)
空気入りタイヤの製造方法及びグリーンタイヤの予熱装置
【課題】グリーンタイヤの意図しない変形を抑えつつ、加硫成形後のタイヤの品質を向上させることができる空気入りタイヤの製造方法及びグリーンタイヤの予熱装置を提供する。
【解決手段】グリーンタイヤ2のタイヤ周方向に沿って走行可能なレーザ変位計5の測定結果及びその走行距離から、グリーンタイヤ2の外周面のスプライス部10の位置を特定し、その特定されたスプライス部10へ向けてハロゲンヒータ7を移動させ、スプライス部10を加熱した後に加硫成形を行う。
(もっと読む)
防振装置
【課題】樹脂バリの発生を抑制すると共に、樹脂成形金型へ防振脚部を設置する作業の作業性の向上を図ることができる防振装置を提供すること。
【解決手段】第1成形体100に形成されるゴムバリBRは、側面53aの内の空間S側に設定される。よって、第1成形体100を樹脂成形金型400に設置して樹脂成形工程を行う際には、ゴムバリBRが形成された部分を樹脂成形金型400の所定部位(側面53aに密着してシールする部位)に挿入する必要がない。即ち、ゴムバリBRをキャビティCに収容させることができる。よって、第2壁覆設ゴム53を樹脂成形金型400の所定部位に容易に挿入可能とし、設置作業に要する作業時間の短縮を図ることができるので、設置作業の作業性の向上を図ることができる。また、樹脂成形金型400の所定部位を側面53aに密着させ、シール性を確保できるので、樹脂バリの発生を抑制することができる。
(もっと読む)
光学素子の製造方法及び成形金型
【課題】個別に比較的簡易に非点収差量の調整が可能な光学素子の製造方法及び成形金型を提供すること。
【解決手段】可動金型42の外周部材32に溝32aを設けることにより、固定金型41と可動金型42との型締めの際に、外周部材32に対向する外周部22において、光学面形成面56aを所望の方向に変形させることができる。これにより、光学面形成面56aに非点収差を発生させることができる。また、溝32aを設けた外周部材32を回転させることに伴う溝32aの方向変化によって光学面形成面56aに加わる力の方向を変えることができる。これにより、光学面形成面56aの輪郭の変形方向を簡易に調整することができる。以上のことから、多数個取りのレンズOLを製造する場合でも、個別に非点収差を調整してレンズOLを製造することができる。
(もっと読む)
プラスチック成形品、プラスチック成形品の成形方法、および該プラスチック成形品を有する光走査装置
【課題】プラスチック成形品における転写面の形状精度の向上を図る。
【解決手段】金型のキャビティ内の樹脂に樹脂圧力を発生させ、被転写面を転写することにより形成した転写面11を有するプラスチック成形品10において、転写面11以外の少なくとも1つの面に突起形状40を有し、該突起形状40を有する面と同一面に金型のキャビティ形状を不完全転写することにより形成した凹形状の不完全転写部22を有し、かつ、転写面以外の少なくとも1つの面に凸形状の不完全転写部21を有する。
(もっと読む)
樹脂射出成形製の回転部材
【課題】簡便に軸部材の回転軸芯と軸部材挿入孔の軸芯とを一致させることができる樹脂射出成形製の回転部材を提供する。
【解決手段】軸部材Yを内挿する挿入孔40を備え、内挿された軸部材Yと一体回転し、或いは、軸部材Yに対して相対回転する樹脂射出成形製の回転部材Xであって、回転軸芯に沿う回転部材Xの両側に軸部材Yに当接する第1軸支部41aおよび第2軸支部41bを備えると共に、これら軸支部41a,41bの間に中間部41cを備え、回転軸芯から何れか一つの径外方向に沿った回転部材Xの内外面間の壁厚につき、中間部41cの壁厚が、第1軸支部41aに隣接する端部位置、又は、第2軸支部41bに隣接する端部位置で最小となるように構成した。
(もっと読む)
成形型、成形方法、及び、レンズアレイ
【課題】成形されたレンズアレイに損傷を与えることなく、容易に離型することができる成形型、成形方法、及び、レンズアレイを提供する。
【解決手段】基板部と、該基板部に配列された複数のレンズ部とを有するレンズアレイを成形材料で成形する成形型であって、成形材料に接する型面を有する型部材を備え、型部材がレンズ部の形状を転写するために型面に設けられた複数のレンズ転写部と、型面におけるレンズ転写部を除く部位の少なくとも一部に形成された離型部とを備え、離型部が傾斜面を含む。
(もっと読む)
差圧成形装置、及び、差圧成形シート製造方法
【課題】離型時の差圧成形シートの変形を抑止しながら差圧成形のサイクルタイムを短縮することを課題とする。
【解決手段】シート保持部21を有するシート保持手段20と、シート保持部21で保持されたシートS1の一面S1aに対向した凹部32を有する閉空間形成体30と、凹部32に対向した成形型40と、を用い、シート保持部21と閉空間形成体30とを近接させてシートS1の一面S1aと凹部32とで囲まれた成形前空間SP1を形成し、閉空間形成体30と成形型40とを近接させ、成形前空間SP1の圧力よりもシートS1の他面S1b側の圧力が低くなる差圧を設けてシートS1を成形型40に密接させ、成形シートS2の他面S2b側を大気圧以上にするとともに成形シートS2の一面S2aと凹部32とで囲まれる成形後空間SP2を減圧して大気圧未満とし、閉空間形成体30と成形型40とを離間させて成形シートS2を離型する。
(もっと読む)
蓄電池用蓋、蓄電池用蓋の射出成形方法、及びその蓄電池用蓋を備えた蓄電池
【課題】端子部がインサート成形された蓄電池用蓋において、電槽との嵌合をスムーズに行うことができる蓋を提供する。
【解決手段】合成樹脂製の蓋に形成した切欠き部に端子4Tを備え、電槽内の極板群から延びる極柱が挿入されて溶接される筒状のブッシング6Bと水平方向で並置される端子4Tの下部側とを連結する導通部7を備え、端子4Tとブッシング6Bと導通部7とが一体成形により端子部を構成するとともに、端子部のうちの少なくともブッシング6Bと導通部7とがインサート成形により蓋に埋め込まれている。さらに、蓋に埋め込まれたブッシング6Bと導通部7の隙間2Gに、両者をつなぐ合成樹脂製の薄板2Hが設けられているので蓋の変形を抑制でき、特に、蓋の短側面の反りを低減することができる。
(もっと読む)
発泡樹脂成形品並びにその成形方法
【課題】可動側金型と固定側金型とを型締めして形成されるキャビティ内に発泡樹脂材料を射出充填した後、可動側金型を後退させて発泡反応を誘起させ、所要形状に成形する発泡樹脂成形品並びにその成形方法であって、製品R形状部分の形状出しを精度良く行なうことで、外観性能並びに隣接部品に対する合わせ精度を高める。
【解決手段】トリムロア(発泡樹脂成形品)30の縦壁部33の内側コーナー部35よりやや中央寄りに変形規制用リブ36を設定する。従って、可動側金型50の後退操作時、縦壁部33は、フロート機構80により型開方向に押圧されるが、変形規制用リブ36が固定側金型60の凹溝65内で支持されることで、縦壁部33の内側コーナー部35の屈曲変形が解消され、結果的に縦壁部33のコーナー部34においてシャープでかつ精度の良い形状出しが可能になる。
(もっと読む)
中空部を有する成形品の射出成形方法及び金型組立体
【課題】冷却、固化させるために長時間を必要とせず、しかも、安定した成形を可能とする、中空部を有する成形品の射出成形方法を提供する。
【解決手段】この射出成形方法は、成形品の最肉厚部を成形するキャビティの部分を挟むように配設された2つの第1の加圧流体導入部及び第2の加圧流体導入部21,22を備えてた金型組立体を用い、キャビティ内に溶融熱可塑性樹脂を射出し、キャビティ内の溶融熱可塑性樹脂に第1の加圧流体導入部を介して加圧流体を導入して中空部を形成し、加圧流体による保圧を行い、次いで、中空部内に第2の加圧流体導入部を介して加圧流体を導入し、中空部内に加圧流体を流しながら、キャビティ内の熱可塑性樹脂を冷却、固化させる。
(もっと読む)
1 - 20 / 133
[ Back to top ]