
Fターム[4F202AR06]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 温度、熱量 (734)
Fターム[4F202AR06]に分類される特許
1 - 20 / 734
炭素繊維強化成形品の製造方法および炭素繊維強化成形品
フィルムインサート成形品の融解損傷予測方法
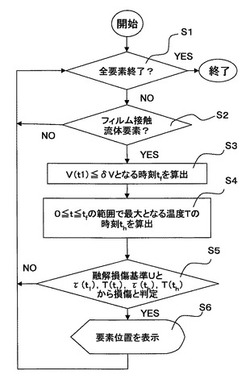
【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
熱可塑性樹脂成形体の製造方法

【課題】剛性と衝撃強度が高く、かつ、外観の好ましい熱可塑性樹脂成形体を得ることができる熱可塑性樹脂成形体の製造方法を提供する。
【解決手段】本発明は、一対の金型7a,7b間に溶融状の熱可塑性樹脂Rを供給する樹脂供給工程と、一対の金型7a,7bを型締めすることで熱可塑性樹脂Rを賦形する賦形工程とを備える熱可塑性樹脂成形体の製造方法であって、賦形工程において熱可塑性樹脂の賦形が開始されるときに、熱可塑性樹脂成形体の意匠面側に対応する金型のキャビティ面の少なくとも一部の温度が熱可塑性樹脂の荷重たわみ温度より30℃低い温度以上であり、熱可塑性樹脂Rの賦形が開始されるときの熱可塑性樹脂Rの温度は、熱可塑性樹脂Rの融点より20℃低い温度以上、融点より10℃高い温度以下であり、賦形工程における金型の型締め速度Vは、30mm/秒より大きく、500mm/秒以下である。
(もっと読む)
射出成形用金型
【課題】多数個取りした成形品における溶融樹脂材料の流れの履歴に起因する欠陥の発生を抑制することができる射出成形用金型を提供する。
【解決手段】溶融樹脂材料を射出する射出ノズルが接続されるホットスプル13と、ホットスプル13に射出された溶融樹脂材料が通過するホットランナー15と、ホットランナー15に接続されたキャビティ16と、を備え、ホットランナー15の中途部を分岐して複数のキャビティに溶融樹脂材料を供給することで複数の成形品を同時に成形する射出成形金型10において、ホットスプル13は、射出ノズルの接続部分としての開口部17を形成するスプルブッシュ18と、開口部17に形成されて射出ノズルから射出された溶融樹脂材料をホットランナー15の分岐数と同数に分流する分岐口と、分岐口で分流した溶融樹脂材料を複数のホットランナー15の各々に対応付けして供給する分岐通路20cと、を備えている。
(もっと読む)
成形装置
【課題】成形装置において、金型を効率良く加熱できるようにする。
【解決手段】加熱された一対の金型14,15のキャビティ面14A,15Aを組み合せて成形体に対応するキャビティ11を形成する成形装置10において、金型14,15を囲むように金型14,15毎に配置される一対の誘導加熱コイル21,22を備え、各誘導加熱コイル21,22は、各誘導加熱コイル21,22によって各誘導加熱コイル21,22の外側に発生した外側磁束F1b,F2bが、各誘導加熱コイル21,22に隣接する各誘導加熱コイル22,21内を通るように配置され、各誘導加熱コイル22,21内の空間に発生する磁束F1c,F2cの方向が反対となるように、各誘導加熱コイル21,22に通電する。
(もっと読む)
成形機の冷却システム
【課題】冷却システムの消費電力を低減して、省エネルギー化を図る。
【解決手段】冷却水Mを所定の温度に調整して成形機の金型等の被冷却部2に供給する冷却システムに於て、該冷却水を貯留する冷却水タンクと、該冷却水を冷却する冷媒・水熱交換器と、水冷式コンデンサーコイルとを、有するチラーユニットCと、該チラーユニットの該水冷式コンデンサーコイルへ、未冷却状態の40℃〜50℃の中温水Wを供給する中温水供給機Aとを、備えている。
(もっと読む)
射出成形型
【課題】本発明は、1つの母型で形状・体積の異なる複数の成形品を同時に成形する場合に、複数のユニット型を平行に配置して異なる温度に設定した場合でも各ユニット型に均等に型締力がかかるようにすることができ、形状・体積が異なる複数の成形品を母型とユニット型からなる1つの成形型で成形することができる射出成形型を提供することである。
【解決手段】成形品キャビティを持つ第1のユニット型2および第2のユニット型3と、前記ユニット型2,3を収納するスペースを持つ母型1から成る射出成形型のうち、前記ユニット型2,3同士が接する面および前記ユニット型2,3と前記母型1が接する面に断熱手段5を設けた射出成形型であって、前記ユニット型2,3と母型1が接する面のうち前記成形型の型締方向に垂直な面の少なくとも1つに熱による前記ユニット型2,3の型締方向への伸びによる変形を打ち消す変形打ち消し機構14をもつ。
(もっと読む)
樹脂封止装置と樹脂封止装置の制御方法
【課題】待機時の消費電力、特に、金型ヒータの消費電力を削減できる樹脂封止装置と樹脂封止装置の制御方法を提供する。
【解決手段】金型ヒータ23を有する金型22と、金型22に基板3を供給する材料供給ユニット10と、材料供給ユニット10の基板3を金型22に搬入すると共に、金型22から成形された基板3を搬出する搬送ユニット36と、生産を中断中の金型22の待機時間中に、金型ヒータ23をオフにした後、待機時間の経過前に金型22が所定温度に達すように金型ヒータ23をオンする制御手段51,54とを備えた樹脂封止装置1において、制御手段51,54は、生産を中断中の金型22の待機時間から金型22の昇温時間を差し引いた金型ヒータ23の加熱待機時間の経過後に、金型ヒータ23をオンする。
(もっと読む)
インサート成形方法、および射出成形機
【課題】簡単な構成で、寸法精度が良好な製品を成形することができるインサート成形方法と、インサート成形に使用する射出成形機とを提供する。
【解決手段】射出成形機は、インサート部品Wがセットされる金型1と、型閉じされた金型1のキャビティ3内に成形材料を射出充填する射出装置2とを備えてなるものであって、インサート部品Wがセットされてから成形材料pを射出充填するまでの間に金型1をインサート部品Wとともに所定温度に加熱する加熱手段4と、成形材料pが射出充填されてからインサート成形された成形品Pを取り出すまでの間に、金型1を所定温度に冷却する冷却手段5とが設けられている。金型1は、インサート部品Wがセットされこのインサート部品Wとともに加熱される入子型10と、この入子型10を保持する母型11とにより構成されている。
(もっと読む)
プラスチックレンズの離型方法
【課題】成形されたプラスチックレンズをモールドから離型させる際にプラスチックレンズにひび割れが生じにくいプラスチックレンズの離型方法を提供すること。
【解決手段】凸型モールド2と、凹型モールド3とをレンズ成形面が対面するように所定間隔離間させて配置し、粘着テープ4で巻回したレンズ成形ユニット1内にモノマーを充填して固化させプラスチックレンズを成形する。これを温度差のある水溶液が収容された複数の水槽中に所定時間順に浸漬させていく。水溶液は界面活性剤等を加えて界面張力を低くすることが離型を促進させるために好ましく、超音波によって振動を与えることも好ましい。
(もっと読む)
成形装置
【課題】成形サイクルを短縮しつつも、簡素な構成を用いて優れた外観品質の光学部品を安定して成形できる成形装置を提供する。
【解決手段】断熱層52c、42cにより、型空間CVからコア型52,42への熱伝導が抑制されるので、溶融樹脂の温度が保たれ、コア型52,42の転写面形状を精度良く転写できる。又、高熱伝導母材52d、42dにより速やかに熱を分散させることで、溶融樹脂の熱がこもって局所的な偏りが生じることが抑制され、温度の不均一性を解消できる。
(もっと読む)
離型用フィルム
【課題】金型や成形品との剥離性に優れ、しかも、金型の形状が設計寸法通りに成形品へ転写される型形状転写性に優れるとともに、成形品の表面平滑性が得られ、さらには、140℃前後の使用温度における耐熱性も有する離型用フィルムを提供する。
【解決手段】JIS A 硬度が70以上、ビカット軟化温度が100〜180℃であるポリウレタン系エラストマー100質量部に対して、フッ素含有アルコール系化合物とフッ素含有ジオール化合物からなる群から選択される1つ又は複数の化合物を0.1〜5.0質量部の範囲に含有する熱可塑性エラストマー組成物からなっている。
(もっと読む)
射出成形機のパージ廃材排出装置
【課題】パージ廃材を受け取る容器が満杯になる前に、パージ廃材を容器から廃棄することが可能な射出成形機のパージ廃材排出装置を提供する
【解決手段】射出成形機10は、パージ作業を行った際に射出装置18のシリンダ24のノズル26の先端から射出されるパージ廃材40を受け取る容器30、容器30に受け取られたシリンダ24のノズルから射出されたパージ廃材の質量または体積を計量する計量部32、容器30をシリンダ24のノズル26から射出されたパージ廃材40を受け取る位置と射出成形機10の外に位置するパージ廃材40が廃棄される位置との間を往復移動させる容器移動用アクチュエータ34、容器30に収容されたパージ廃材40を廃棄するために、パージ廃材を受け取る容器30からパージ廃材40を押し出すパージ廃材廃棄用アクチュエータ36を備え、射出成形機10の制御装置をパージ廃材排出装置の制御装置として用いる
(もっと読む)
樹脂複合成形体の製造方法、及び樹脂複合成形体
【課題】二重成形法による樹脂複合成形体の製造において、結晶性熱可塑性樹脂を用いる場合であっても、一次成形体と二次成形体との密着力を高めつつ、上記のような熱処理を樹脂複合成形体に施さなくても、結晶性熱可塑性樹脂の結晶化度を充分に高めることが可能な技術を提供する。
【解決手段】二重成形に用いる一次成形体を、キャビティ表面の一部に断熱層が形成された断熱金型を用い、金型温度が一次成形体を構成する結晶性樹脂の冷結晶化温度(Tc1)−10℃以下の条件で製造する。
(もっと読む)
環状バンドの移動方向制御装置、環状バンドの移動方向制御方法、流延設備、及び溶液製膜方法
【課題】環状バンドの移動方向を容易に制御する。
【解決手段】環状の流延バンド26は、テンションがかかった状態で水平ローラ24、25に掛け渡される。水平ローラ24は、モータ24Mにより、回転する。流延バンド26は、水平ローラ24、25の周りに形成された移動路を、循環移動する。水平ローラ24と水平ローラ25との間には、流延バンド26のY方向一端部を冷却する冷却部61Pと、流延バンド26のY方向他端部を冷却する冷却部61Qとが設けられる。また、制御ユニット67は、検知センサ65PB・65QBにより、流延バンド26が移動路から外れた方向を検知する。更に、制御ユニット67は、流延バンド26のうち移動路から外れた方向の端部を、外れた方向と反対側の端部よりも優先的に冷却する。
(もっと読む)
加熱コイルを備えた樹脂成形型
【課題】板状の底部から深絞り状に一方側へ大きく突出部が設けられた樹脂成形体を成形する樹脂成形型であって、型面全体を短時間で加熱できると共に型面全体における温度のバラツキを小さくでき、しかも簡素な構成の樹脂成形型を提供する。
【解決手段】板状の底部11と、底部11の一部から一方側に突出した筒状の突出部12と、突出部12の先端を閉塞する頂部13と、を有する樹脂成形体10を成形可能であり、成形体10を成形する型面21の近接位置に加熱コイル25を配設し、加熱コイル25により型面21を誘導加熱しつつ樹脂を成形する樹脂成形型20であり、型面21が、底部11を形成する底部型面22と、突出部12を形成する突出部型面23と、頂部13を形成する頂部型面24とを有し、加熱コイル25を、底部型面22と突出部型面23と頂部型面24とに連続して配設し、頂部型面24に加熱コイル25と共に、加熱コイル25に近接して頂部コア26を配設している。
(もっと読む)
透明フッ素樹脂成形体の製造方法及び透明フッ素樹脂成形体
【課題】透明性及び耐熱性に優れるフッ素樹脂成形体を比較的低コストで得ることができる製造方法、およびこの製造方法によって得られる、透明性及び耐熱性に優れる透明フッ素樹脂成形体を提供すること。
【解決手段】フッ素樹脂を主成分とする樹脂組成物の成形体に、前記フッ素樹脂の融点未満の温度T(℃)において下記式(1)の条件を満たす圧力Y(MPa)をかけるプレス工程を有する透明フッ素樹脂成形体の製造方法。前記プレス工程の後、電離放射線を照射して前記フッ素樹脂を架橋する架橋工程を有するとより好ましい。
logY≧―0.0069T+2.3 …(1)
(ただし、Y≦10^[5×(−0.0069T+2.3)])
(もっと読む)
光硬化性ナノインプリント用組成物を用いたパターンの製造方法
【課題】 光硬化性ナノインプリント用組成物を用いて、金型パターンよりも微細なパターンを基板上に形成するパターンの製造方法を提供する。
【解決手段】 アルコキシシラン類の加水分解物を含有する光硬化性ナノインプリント用組成物を基板上に塗布し塗膜を形成し、金型と前記塗膜とを接触させ、金型のパターンを転写し、光照射して塗膜を硬化させた後に、120℃〜250℃で熱処理をすることで金型のパターンよりも微細なパターンを基板上に形成する。
(もっと読む)
モールドの製造方法、および微細凹凸構造を表面に有する成形体
【課題】細孔の間隔が大きいモールドを製造する場合であっても、特殊な装置を用いることなく、最初に形成される酸化皮膜を薄膜化でき、結晶粒界に由来するマクロな凹凸を転写面に生じさせにくいモールドを製造する方法、および該モールドの微細凹凸構造が転写された、微細凹凸構造を表面に有する成形体の提供。
【解決手段】アルミニウム基材10の表面に、複数の細孔12を有する酸化皮膜14が形成されたモールド18を製造する方法であって、電解液中でアルミニウム基材10に間欠的に電流を流して陽極酸化し、該アルミニウム基材10の表面に複数の細孔12を有する酸化皮膜14を形成する工程(工程(a))を有する、モールドの製造方法、およびこれより得られたモールド18の表面に形成された複数の細孔12からなる微細凹凸構造が転写された、微細凹凸構造を表面に有する成形体。
(もっと読む)
熱成形用の装置と成形方法
【課題】 熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形装置と成形方法を提供する。
【解決手段】
熱可塑性樹脂シートの加熱板による予熱と圧空成形を可能に装備した熱成形装置において、冷却手段を成形型周辺に配置して、加熱板の上昇離反後に成形型の上部に対して上記冷却手段を進退させるか、又は成形型を上記冷却手段の下部に進退可能にして、上記冷却手段から冷却媒体を噴射して上記樹脂シートの賦形体を冷却するように構成し、更に成形型として、熱浸透率(kJ/m2s1/2K)が0.01〜15である材料により成る表面層と、この表面層の背後に接してこの層の全展開面を定常的に均一な温度に調整する手段を含む構成のものを用いる。
(もっと読む)
1 - 20 / 734
[ Back to top ]