
Fターム[4F202AR07]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 位置(←角度、開度) (1,010)
Fターム[4F202AR07]に分類される特許
1 - 20 / 1,010
複合光学素子の製造装置及び製造方法並びに単レンズ及びその成形型
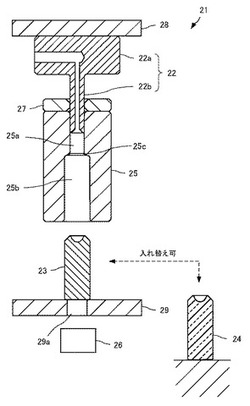
【課題】本発明は、単レンズの表面に樹脂層を形成する際に、単レンズと樹脂層との光軸のずれを小さくした複合光学素子の製造装置及び製造方法を提供する。
【解決手段】吸引ノズル22bを有し、単レンズを吸引、保持する吸引保持型22と、単レンズを支持する単レンズ支持部材23と、紫外光を透過可能で樹脂層をプレス成形する樹脂層成形型24と、小径孔25aを上部に、小径孔25aよりも径の大きい大径孔25bを下部に有し、これらが1つの貫通孔として形成され、小径孔25aの下側開口部が、単レンズの傾斜面と同じ角度で、単レンズの傾斜面と輪環状に接触可能な対応傾斜面25cとされ、かつ、小径孔25aと大径孔25bの軸が一致して設けられている胴型25と、樹脂層のプレス成形時に、下方から樹脂層成形型24を透過させて樹脂層に紫外線を照射する紫外線照射手段26と、を有する複合光学素子の製造装置21。
(もっと読む)
樹脂フィルムと基板とのアライメント方法

【課題】樹脂フィルムに形状変化が生じた場合であっても、樹脂フィルムの凹凸パターンを基板の所望とする位置に合わせることができるアライメント方法を提供すること。
【解決手段】表面に微細な凹凸パターンが形成された樹脂フィルム11と、前記凹凸パターンが転写されるべき光硬化性樹脂層16を有する基板15とを貼り合わせる際に、前記樹脂フィルム11と前記基板15とを位置合わせするアライメント方法であって、前記樹脂フィルム11はその平面形状が多角形であり、前記樹脂フィルム11の頂点部分は保持せずに辺の縁部を保持して平面方向に伸長する工程を含むことを特徴とするアライメント方法。
(もっと読む)
樹脂スタンパ用形状調整ステージ及びこれを備えたインプリント装置
【課題】熱や周囲環境の変化により伸縮して形状変化が生じた樹脂スタンパの形状を調整することができる樹脂スタンパ用ステージを提供すること。
【解決手段】一方の表面に微細な凹凸パターンが形成された樹脂スタンパ16を、その凹凸パターン形成面とは反対側の面が接するように載置するための載置台12を有し、該載置台12は、前記樹脂スタンパの反対側の面を吸引する複数の吸引孔15を有する吸引機構14と、前記複数の吸引孔15を、前記樹脂スタンパが載置される載置面12aの平面方向にそれぞれ独立して移動させる移動機構と、を備えていることを特徴とする樹脂スタンパ用形状調整ステージ。
(もっと読む)
樹脂プーリ
【目的】軽量でボス部を小形とし且つ強度が確保された樹脂プーリとすること。
【構成】環状部1の外周側面で且つ軸方向中間箇所から直径方向に突出すると共に周方向に沿って突出部2が形成された金属製のブッシュAと、突出部2が内周側にインサートされるプーリボス部3とプーリボス部3を直径中心として形成される円錐形状の椀状部4と椀状部4の外周に形成されたベルト掛部51が形成された外筒部5を有する樹脂プーリ本体Bとからなること。椀状部4の内側面41の延長線Laと、外側面42の延長線Lbとの間の領域に、突出部2の少なくとも一部が位置し、且つ外側面42の延長線Lbと突出部2とは交わらない構成としてなること。
(もっと読む)
金型セット方法
【課題】安価で簡素な方法により、金型と可動プラテンとが干渉するかどうかを確実かつ早期に検知する。
【解決手段】金型投入領域に投入された金型30を、成形機10における固定プラテン11と可動プラテン12との間に搬送してセットする金型セット方法であって、金型30を、固定プラテン11への取付面31cが固定プラテン11の金型取付面11aと同一平面上に配されるように位置決めして金型投入領域に載置するステップと、可動プラテン12に設けられた検知手段40で、金型投入領域に向けて検知光を照射すると共に、金型投入領域に載置された金型30による検知光の反射光の有無を検知するステップと、検知手段40の検知結果に基づいて、金型投入領域に投入された金型30を固定プラテン11と可動プラテン12との間に搬送するか否かの判断を行うステップとを有する。
(もっと読む)
円筒状モールド
【課題】被転写材の外縁部に生じる不使用領域を削減でき、被転写材の利用効率を向上できる円筒状モールドを提供すること。
【解決手段】本発明の円筒状モールド(10)は、一対角が鈍角であり他対角が鋭角である平行四辺形状の基材(11)の一対の斜辺(11c,11d)を接合して円筒状にしてなる円筒状モールド(10)であって、一対の対辺(11c,11d)が接合された接合辺部(11c)は、基材(11)上において、円筒状モールド(10)の筒軸方向(D1)に対して所定の角度(θ1)を持つことを特徴とする。
(もっと読む)
インプリント用テンプレート、インプリント用テンプレートの製造方法、およびインプリント方法
【課題】 本発明は、高屈折率材料の形成技術や加工技術を要することなく、凹凸構造のアライメントマークを光学的に識別することを可能とし、高いアライメント精度で位置合わせすることができるインプリント用テンプレート、インプリント用テンプレートの製造方法、およびインプリント方法を提供することを目的とするものである。
【解決手段】 テンプレート基板に銀イオンを含有するイオン交換表面層を備えた高エネルギービーム感受性ガラス基板を用い、アライメントマークの凸部における可視光域の光に対する光学濃度を、前記アライメントマークの凹部における可視光域の光に対する光学濃度よりも高くすることにより、上記課題を解決する。
(もっと読む)
射出成形機
【課題】型厚調整後に射出成形機の状態が変化したときに型締め効率を向上できる射出成形機を提供すること。
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11と、可動金型16が取り付けられる第1の可動部材12と、第1の可動部材12と共に移動する第2の可動部材22と、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13と、第2の可動部材22及び第2の固定部材13の一方に形成され、他方を吸着して型締力を発生させる電磁石49と、第1の可動部材12と第2の可動部材22との間隔を調整する型厚調整部70とを備え、型閉じ終了時に第2の可動部材22と第2の固定部材13との間に形成されるギャップδが所定値を超えたことを検出したとき、型厚調整部70を駆動して間隔を狭める。
(もっと読む)
クッションパッドの製造方法及び発泡成形型
【課題】車両用、特には自動車用のシートクッションパッド2に、裏面に近接して耐力フレーム27を埋め込むにあたり、エアポケットや欠肉といった不具合の発生を低減でき、しかも、製造効率や作業性に優れたものを提供する。
【解決手段】耐力フレーム27の近傍におけるキャビティー16の天井面について、一部が中子型13によって形成されるようにする。すなわち、中子型13から、ひさし状の延在部51が耐力フレーム27の上方にまで延びるようにすることで、上型11と中子型13とのパーティングライン18が、耐力フレーム27の真上に来るようにする。また、さらには、ひさし状延在部51よりもさらに突き出すフレーム取り付け用延在部52を設けることで、中子型13に耐力フレームを取り付けるようにする。
(もっと読む)
射出成形機
【課題】型締装置への電流供給を停止した状態において金型装置の取り付けを可能とする射出成形機を提供すること。
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11と、可動金型16が取り付けられる第1の可動部材12と、第1の可動部材12と共に移動する第2の可動部材22と、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13と、第2の固定部材13及び第2の可動部材22の一方に形成され、他方を吸着して型締力を発生させる電磁石49と、第1の可動部材12と第2の可動部材22との間隔を調整する調整部70とを備え、所定のギャップδを形成した状態で移動制限部80を作動して第2の可動部材22の型開き方向の移動を制限した後、調整部70を駆動して、第1の可動部材12を型閉じ方向に移動させ、所定の型締力を発生させる。
(もっと読む)
射出成形機、及び射出成形機の型厚調整方法
【課題】金型装置の交換に適した射出成形機を提供すること。
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11、可動金型16が取り付けられる第1の可動部材12、第1の可動部材12と共に移動する第2の可動部材22、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13、第2の可動部材22及び第2の固定部材13の一方に形成され、他方を吸着して型締力を発生させる電磁石49、及び第1の可動部材12と第2の可動部材22との間隔を調整する型厚調整部70を備え、第2の可動部材22と第2の固定部材13との間に所定のギャップδを形成し、且つ第2の可動部材22の型開き方向への移動を制限した状態で、型厚調整部70を駆動して、第1の可動部材12を型閉じ方向に移動させ、固定金型15及び可動金型16を介して第1の固定部材11に接触させる。
(もっと読む)
ねじ抜き金型の回転中子制御装置
【課題】ねじ部を有する成形品を射出成形する金型の回転中子を駆動するサーボモータを、サイクル時間を短縮するように制御可能な回転中子制御装置を提供することである。
【解決手段】成形品の抜き出しを行い、中子原位置までの移動距離(回転中子の復帰開始位置から逆回転で中子原位置へ復帰する際の回転数Dmと回転中子の復帰開始位置から順回転で中子原位置へ復帰する際の回転数Dp)を求め、DpがDmより大きいか否か判断し、DpがDmより大きい場合(つまりYesの場合)、中子原位置まで回転中子を逆回転し、処理を終了し、DpがDmより大きくない場合(つまりNoの場合)中子原位置まで回転中子を順回転し、処理を終了する(SA01〜SA05)。
(もっと読む)
射出成形機
【課題】多極電磁石による型締力の均一性を向上できる射出成形機を提供すること。
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11と、可動金型16が取り付けられる第1の可動部材12と、第1の可動部材11と共に移動する第2の可動部材22と、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13と、第2の固定部材13を貫通して第1の可動部材12と第2の可動部材22とを連結するロッド39とを備える。第2の固定部材13及び第2の可動部材22の一方は、他方を吸着して型締力を発生させる電磁石49の複数のコイル48A〜48Dを保持する。ロッド39の中心線40を中心に対称配置され、且つ直列接続される複数のコイルからなるコイル群を含む複数の電流経路81A、81Bが並列接続される。
(もっと読む)
ロール金型の製造方法、ロール金型、及び光学シートの製造方法
【課題】格子状に凹凸形状を有する層を備える光学シートを形成するロール金型を製造するに際し、製造効率を向上させることが可能なロール金型の製造方法を提供する。
【解決手段】格子状の凹凸形状を有する光学シートの凹凸形状部分を成形するロール金型10を製造する方法であって、円筒状又は円柱状の金型本体11を回転させ、金型本体の表面に、該金型本体の正面視で回転軸及び金型本体の直径方向に対して傾斜した螺旋状の第一の溝14を、回転軸方向に切削工具30を送って形成する工程と、金型本体を回転させ、該金型本体の表面に、金型本体の正面視で回転軸及び金型本体の直径方向に対して前記第一の溝とは異なる角度で傾斜した螺旋状の第二の溝16を、回転軸方向に切削工具35を送って形成する工程と、を含む。
(もっと読む)
タイヤ、タイヤの製造方法及びタイヤ成型用金型のブレード
【課題】タイヤ成型用金型に取り付けられてタイヤのサイプを形成するためのブレードの改良により、タイヤのトレッドの踏面にベア不良を生じさせることを防止する。
【解決手段】ブレード10は、タイヤ成型用金型の踏面部に取り付けられ、タイヤの細溝の溝幅に相当する板厚を有する板状であり、この板厚を定める一方の表面11と他方の表面12とを貫通するクロスベント13を備える。このクロスベント13の貫通方向は、板厚方向に対して傾斜している。
(もっと読む)
アパーチャー部品製造用の金型および金型を用いたアパーチャー部品の製造方法
【課題】画像読取装置に用いられる所定の配列方向に沿って複数の貫通孔を等間隔で列状に配してなるアパーチャー部品を製造する技術において、微細な構造を有するアパーチャー部品を製造するのに適し、従来より短時間で金型を製作可能な技術を提供する。
【解決手段】互いに係合する第1の金型部品100および第2の金型部品200のそれぞれに、アパーチャー部品の貫通孔に対応する突起部103,203を設け、これらを係合させた間隙空間CVに樹脂を流し込んでアパーチャー部品を製造する。両金型部品が係合した状態では、それぞれの突起部103,203が交互に一列に、しかも等間隔で並ぶようにする。
(もっと読む)
環状バンドの移動方向制御装置、環状バンドの移動方向制御方法、流延設備、及び溶液製膜方法
【課題】環状バンドの移動方向を容易に制御する。
【解決手段】環状の流延バンド26は、テンションがかかった状態で水平ローラ24、25に掛け渡される。水平ローラ24は、モータ24Mにより、回転する。流延バンド26は、水平ローラ24、25の周りに形成された移動路を、循環移動する。水平ローラ24と水平ローラ25との間には、流延バンド26のY方向一端部を冷却する冷却部61Pと、流延バンド26のY方向他端部を冷却する冷却部61Qとが設けられる。また、制御ユニット67は、検知センサ65PB・65QBにより、流延バンド26が移動路から外れた方向を検知する。更に、制御ユニット67は、流延バンド26のうち移動路から外れた方向の端部を、外れた方向と反対側の端部よりも優先的に冷却する。
(もっと読む)
成形品の製造方法及び製造装置
【課題】成形品(例えば型取り用型)の製造において、成形型内に注入する液体材料(例えばゴム材料)内の気泡を確実に除去する。
【解決手段】原型1及び裏打ち部材2の間に形成された成形空間の最下部と樋状容器4との間を連通路20により接続し、樋状容器4内に取り付けた開閉部材5により連通路20を閉じた状態に設定する。樋状容器4に所要量の液状のゴム材料Gを注入して一旦滞留させた後、開閉部材5により連通路20を開いた状態に設定してゴム材料Gを重力の作用により成形空間内に流入させ、成形空間内にゴム材料Gを充填する。
(もっと読む)
マイクロレンズアレイ成形型の作製方法およびマイクロレンズアレイ成形型
【課題】マイクロレンズアレイ成形型の作製コストを削減することができると共に、マイクロレンズアレイ成形型によって成形されるマイクロレンズアレイの精度を向上させる。
【解決手段】複数のレンズ部16を有するマイクロレンズアレイ15を成形するマイクロレンズアレイ成形型14の作製方法であって、マイクロレンズアレイ成形型14を構成する型基板11の平坦面11aに溝部12を形成する溝形成工程と、溝部12により区画形成される区画平面11bにレンズ部16を成形するための凹状のレンズ型部13を形成するレンズ型部形成工程と、を有する。
(もっと読む)
車輌用灯具
【課題】 固定型の車輌用部品に対する抜き勾配を大きくすることなく車輌用部品の良好な成形状態を確保する。
【解決手段】 鏡面加工部201及び半光沢面加工部202を有する固定型200と固定型に対して移動される可動型300とによって形成されたキャビティー500に充填された溶融樹脂600が冷却されて成形される車輌用部品9を備え、車輌用部品に鏡面加工部によって形成される鏡面12aを有する鏡面形成部12と半光沢面加工部によって形成される半光沢面13aを有する半光沢面形成部13とが設けられ、車輌用部品における鏡面と半光沢面の間に段差面14が形成されて半光沢面形成部が鏡面形成部より固定型側に突出されるようにした。
(もっと読む)
1 - 20 / 1,010
[ Back to top ]