
Fターム[4F202AR08]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 速度 (193)
Fターム[4F202AR08]の下位に属するFターム
回転速度(←回転数) (46)
加速度 (10)
Fターム[4F202AR08]に分類される特許
1 - 20 / 137
プリフォームの射出成形装置、射出成形方法、及びプリフォーム
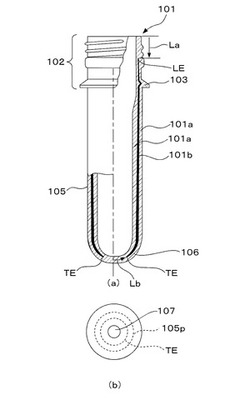
【課題】 本発明の課題は、主材層の中に第2の樹脂層を積層したプリフォームの射出成形においてプリフォームの底部における中間層の積層態様を高い生産性で高精度に制御することにある。
【解決手段】 主材層中に中間層として第2の樹脂層を積層した試験管状のプリフォームの射出成形方法において、主材樹脂を外側流路と内側流路から合流路に所定の供給速度で所定時間供給し、主材樹脂が供給される所定時間範囲内の一定時間、同時に第2の樹脂を中流路から合流路に所定の供給速度で供給し、第2の樹脂が供給される前、あるいは供給開始から所定時間後から少なくとも第2の樹脂の供給が終了するまで、シャットオフピンを摺動させ、その先端を内側流路の合流路への開口端部近傍の所定位置に配置させて、この開口端部の開度を調整し、内側流路から合流路への主材樹脂の供給速度を所定の速度まで小さくする。
(もっと読む)
フィルムインサート成形品の融解損傷予測方法

【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】剛性と衝撃強度が高く、かつ、外観の好ましい熱可塑性樹脂成形体を得ることができる熱可塑性樹脂成形体の製造方法を提供する。
【解決手段】本発明は、一対の金型7a,7b間に溶融状の熱可塑性樹脂Rを供給する樹脂供給工程と、一対の金型7a,7bを型締めすることで熱可塑性樹脂Rを賦形する賦形工程とを備える熱可塑性樹脂成形体の製造方法であって、賦形工程において熱可塑性樹脂の賦形が開始されるときに、熱可塑性樹脂成形体の意匠面側に対応する金型のキャビティ面の少なくとも一部の温度が熱可塑性樹脂の荷重たわみ温度より30℃低い温度以上であり、熱可塑性樹脂Rの賦形が開始されるときの熱可塑性樹脂Rの温度は、熱可塑性樹脂Rの融点より20℃低い温度以上、融点より10℃高い温度以下であり、賦形工程における金型の型締め速度Vは、30mm/秒より大きく、500mm/秒以下である。
(もっと読む)
射出成形機におけるバルブピンの速度制御装置及びバルブピンの速度制御方法
【課題】 射出成形機の、バルブゲートを開閉するバルブピンの高速作動において、ゲート閉塞時のバルブピンの低速化を意図してゲート損傷を無くすようにした射出成形機におけるバルブピンの速度制御装置及びバルブピンの速度制御方法の提供。
【解決手段】 射出操作の都度、ゲート2を開閉するバルブピン3の頭部に有するピストン4をシリンダー5内で作動流体により往復動させてゲート2と通ずるキャビティ内の溶融樹脂を閉塞して冷却固化させて成形できるようにした射出成形機において、前記ピストン4のゲート2側に向う作動流体の作動面4aと、この作動面4aと相対向するシリンダー5の作動流体の流通路との間に設けた作動流体の排出量減少調節機構Aによりシリンダー5の流通路よりの流通量をバルブピン3の先端がゲート開口部に係入前より減少させてバルブピン3のゲート係入速度を遅延させるようにして成ることを特徴とするバルブピンの速度制御装置。
(もっと読む)
射出装置
【課題】射出シリンダを減速させるタイミングに到達した後からの応答性を向上させることができる射出装置を提供すること。
【解決手段】射出装置において、射出シリンダ17の第2室17fにはアキュムレータ22が接続されるとともに、射出装置には射出シリンダ17を減速させる減速機構Gが設けられている。減速機構Gは、射出シリンダ17の第2ロッド17dと一体移動する作動部材41と、射出シリンダ17に対する作動油の排出用の流路に設けられるとともに、作動部材41の移動に連動して流路を可変に絞る絞り部材44と、を有する。
(もっと読む)
硬化物の成形型および硬化物の製造方法
【課題】気泡混入のない硬化物を好適に製造し得る硬化物の成形型を提供する。
【解決手段】上型10および下型20からなり、硬化性材料30を上型10と下型20とにより挟み込むことによって、表面に素子が形成された硬化物を成形する金型1であって、上型10には突出部40が設けられている。
(もっと読む)
材料の成形方法および成形金型
【課題】ポリイミドを含む樹脂で成形され、ソリ等の変形が生じ難い成形品を得る。
【解決手段】上型40のゲート54から溶融材料が供給されつつ、下型42が上型40に対して相対移動させられる。そのため、エアが摺動面から逃がされるため、キャビティ内に溜まり難い。また、ゲート54から供給された溶融材料は、徐々にキャビティ内に充填される。そのため、射出成形における場合のように、高圧、かつ、高速でキャビティ内に充填される場合に比較して、溶融材料に加えられるストレスが小さくなる。以上により、ソリ等の変形が生じ難い成形品110を得ることができる。
(もっと読む)
射出成形機の型開閉速度の制御方法および装置
【課題】トグル式の射出成形機において、可動プラテンの速度の急激な切換りがないようにトグル機構のクロスヘッドを制御する射出成形機の型開閉速度の制御方法および装置を提供すること。
【解決手段】トグル式の型締機構を有する射出成形機において、クロスヘッドの位置に対応させてクロスヘッド速度を設定し、前記クロスヘッド速度と前記トグルリンクの速度増幅率に基づいてクロスヘッド位置毎の前記可動プラテンの速度を求め、前記求めた可動プラテン速度が予め設定された可動プラテン速度を超えるクロスヘッド位置の区間(区間B)を求め、前記求められた区間(区間B)において可動プラテン速度が前記予め設定された可動プラテン速度となるクロスヘッド速度を前記速度増幅率と前記設定された可動プラテン速度とに基づいてクロスヘッド位置毎に求めて、可動プラテンの型開閉動作を行うことを特徴とする射出成形機の型開閉速度の制御方法。
(もっと読む)
射出成形装置および射出成形方法
【課題】
本発明は、ボイドとして残存する可能性が高い気泡を含んだ熱硬化樹脂がキャビティ内で加圧・硬化されることを抑制することができる、単純な構成の射出成形装置および射出成形方法を提供することを目的とする。
【解決手段】
本発明に係る射出成形装置10は、上型20および下型30と、樹脂が流入する流入口およびエアを排出する排出口を備え、上型20および下型30によって形成される所定形状の空間であるキャビティ40と、排出口から単位時間当たりに排出されたエアの排出量を計測して、計測値として出力する計測手段50と、流入口からキャビティ40内へ樹脂を流入させ、計測値が所定の値より小さくなった時、樹脂を計測値が所定の値より小さくなった時の流入速度よりも大きい所定の流入速度で流入させる樹脂流入手段60と、を備える。
(もっと読む)
射出成形機
【課題】型締中における金型コアによる溶融樹脂の圧縮をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】固定金型21の端面SF1と、可動金型22の端面SF2と、可動金型22に対してX1−X2方向にスライド可能に取り付けられる枠型コア22fの内面SF3とによって形成されるキャビティ空間CVに溶融樹脂HRを充填する射出成形機100は、キャビティ空間CV内の溶融樹脂HRに対して、可動金型22の金型コア22aを押し付ける型締装置10と、金型コア22aによる溶融樹脂HRの圧縮力及び圧縮速度の少なくとも一方を可変制御可能な圧縮制御部52とを備える。
(もっと読む)
導光板の製造方法
【課題】機械的強度、転写性、光線透過率、熱安定性、成形性に優れた導光板の製造方法を提供する。
【解決手段】表面の一部に凹凸部が形成された金型のキャビティ内に溶融樹脂を射出して成形する導光板1の製造方法において、原料樹脂として、粘度平均分子量が13,000〜15,000で且つゲルパーミエションクロマトグラフィーにより測定したポリスチレン換算の重量平均分子量と数平均分子量との比Mw/Mnが1.5〜2.7である芳香族ポリカーボネート樹脂に安定剤および離型剤を配合して成る芳香族ポリカーボネート樹脂組成物を使用し、キャビティ内に溶融樹脂を射出する時の樹脂射出速度を300mm/sec以上の範囲に設定する導光板の製造方法。
(もっと読む)
薄肉成形品の成形方法
【課題】中型以上の液晶用の導光板を薄肉で成形することができる薄肉成形品の成形方法を提供する。
【解決手段】
加熱シリンダ(5)とスクリュ(6)とからなる射出装置(2)を使用して成形する。最初に金型(20、21)を所定量開いた状態にしてスクリュ(6)を軸方向に駆動してキャビティに溶融樹脂を射出する。そして金型(20、21)を型締めして射出された溶融樹脂を圧縮する。この圧縮の実施中に、所定時間だけスクリュ(6)を後退させてキャビティ内の溶融樹脂の樹脂圧を低下させる。その後スクリュ(6)に軸方向の駆動力をかけて溶融樹脂に所定の樹脂圧を印加する保圧を実施する。保圧におけるスクリュ(6)の駆動は、速度制御を実施し、その後圧力制御に切り換えるようにしてもよい。
(もっと読む)
タイヤの製造方法
【課題】高品質なタイヤを安定に生産しうる製造方法の提供。
【解決手段】この製造方法は、(1)JIS K 6300−2に準拠して得られる誘導時間tc(10)が2.0分以上4.5分以下であるゴム組成物を用いて、部材を準備する工程、(2)この部材と他の部材とを組み合わせて、ローカバーを得る工程、(3)ローカバーをモールドに投入する工程、(4)ローカバーの内側に位置するブラダーに加熱媒体を充填してローカバーを加熱する工程及び(5)ブラダーに加圧媒体をさらに充填してローカバーを加圧する工程を含む。上記加熱工程における、ブラダーの内圧の上昇速度は0.1MPa/分以上1.0MPa/分以下である。この加熱媒体の充填を開始してから時刻t1までの圧力上昇時間は、0.5分以上5.0分以下である。
(もっと読む)
樹脂成形品の成形方法
【課題】結晶性高分子樹脂を用い、部分ごとに高い機械的強度と寸法精度とが要求される成形品を、形状の自由度が高く、かつ比較的簡素な工程で製造可能な樹脂成形品の成形方法を提供する。
【解決手段】可動型を型締め位置より固定型から離反させた状態にセットした成形型内に、結晶性高分子樹脂の融液をショートショット状態で射出する第1射出工程と、前記融液の温度が融点以下、結晶化温度以上の状態で、該融液が臨界伸張ひずみ速度以上のひずみ速度で伸張するように、前記可動型を高速で型締めして、前記融液を配向状態とすると共に、その状態を維持して結晶化させる結晶化工程と、該結晶化工程で形成された中間成形品の周辺部分を最終形状に成形するため、前記成形型または他の成形型で、前記中間成形品の周囲に追加樹脂の融液を射出する第2射出工程とを備える。
(もっと読む)
成形用金型
【課題】内筒体と外筒体と該両筒体の間に配設される中間筒体と各筒体の間に介設されるゴム材料とを一体成形するための成形用金型において、型閉じ状態にて、中間筒体により区画される内筒体側の内側キャビティと外筒体側の外側キャビティとのそれぞれにゴム材料を充填する際に、中間筒体の内周面及び外周面に作用するゴム材料の圧力差に起因して中間筒体が変形するのを防止する。
【解決手段】ゴム注入流路34を、導入流路部35と、該導入流路部35からそれぞれ分岐して内側キャビティ16及び外側キャビティ17へとゴム材料を導く内側注入流路部36及び外側注入流路部37とで構成して、各注入流路部36,37からの各キャビティ16,17へのゴム材料の充填速度の比率が上記変形を生じない比率範囲内に収まるように、該各注入流路部36,37の流路断面積をそれぞれ設定する。
(もっと読む)
乾燥装置及び溶液製膜方法
【課題】従来よりも幅が広い光学フィルムを効率よく製造する。
【解決手段】バンド91は、帯状の中央部91cと中央部91cの幅方向両側に配された帯状の側部91sとからなる。中央部91c及び側部91sの溶接部91wは、表面91aから露出する。流出口133aから移動状態のバンド91の表面91aに向けてドープが流出する。表面91a上では、ドープからなる流延膜136が、溶接部91wを覆うように形成される。ダクトから流延膜136に向けて乾燥風が送り出される。乾燥風との接触により流延膜136から溶剤が蒸発する。ノズル151は、裏面91b側から溶接部91wへ加熱風150をあてる。加熱風150により、表面91a上の流延膜から溶剤が蒸発する。剥取ローラは、流延膜136をバンド91から剥ぎ取ってフィルムとする。
(もっと読む)
射出成形方法、およびその装置
【課題】良好な微細転写が可能で、ムラの少ない射出成形方法を提供する。
【解決手段】射出装置から金型内に溶融成形材料を射出し、射出した溶融成形材料を金型内で冷却、固化させて成形品とし、この成形品を、金型内に前後進可能に設けられた押出部材を電動機により前進させて、金型内から押し出し、取り出し可能とした射出成形方法であり、金型が有するキャビティ内の所定位置まで押出部材を押し出し、かつ押出部材に所定量の力を付与して所定の押出し位置に保持させ、その後金型内に射出装置から溶融成形材料を射出し、金型内に射出した溶融成形材料による圧力が、押出部材に、押出部材に加えた所定量の力を超えたときなどに、その圧力により押出部材を金型内で後退させることとして射出成形方法を構成した。
(もっと読む)
電動押出装置
【課題】 ダイカストマシンや射出成形機の型締装置に装備されている電動式の押出装置について、構造を簡素化し、制御方法もシンプルにする。
【解決手段】 可動プラテンに右ねじボールねじ軸と左ねじボールねじ軸を回転自在に取付ける。各ボールねじ軸と螺合するボールねじナットを押出板と固定する。各ボールねじ軸を電気モータによって反対方向に同じトルクで回転させ、押出板の前後進動作を行なう。押出板に作用する回転トルクが相殺されるため、押出板を支持するガイドロッドを細く、あるいは無くすことが可能となる。また、2本のボールねじの同期制御が容易となる。
(もっと読む)
ポリプロピレン系樹脂発泡成形体およびその製造方法
【課題】高発泡倍率の薄肉射出が可能であり、軽量性、剛性、表面平滑性に優れた箱形状の発泡成形体を容易に、安価に製造する方法の提供。
【解決手段】金型が固定型と前進および後退が可能な可動型とから構成され、最終製品の形状位置に相当する金型キャビティ・クリアランスt2よりも小さいクリアランスt0を有する金型キャビティ中に溶融混合物を射出充填する射出工程、その直後にt2よりも小さく、t0よりも大きいクリアランスt1まで可動型を後退させる第一段発泡工程、次いでt1のクリアランスを所定の設定時間保持した後に、さらにt2まで可動型を後退させる第二段発泡工程を含むことを特徴とする射出発泡成形体の製造方法であって、t0、t1、t2の関係がt1/t0が1.2以上で3未満,かつ(t2−t1)/(t1−t0)は0.5以上で3未満(ここで、t0は0.5mm以上3mm未満である。)であることを特徴とする。
(もっと読む)
サーモトロピック液晶ポリマーの成形及びそこから作製される物品
メソゲンを含むサーモトロピック液晶ポリマー(TLCP)を含む組成物を成形する方法であって、型凹部を有する型に微細特徴チャンバを備える特徴凹部(43)を提供する工程と、組成物を加熱して溶融組成物を形成する工程と、移動する溶融組成物の流れ方向に対して、微細特徴チャンバ(49)を充填する溶融TLCP中のメソゲンの少なくとも一部分の流れ整列をもたらす流量速度で移動する溶融組成物を、微細特徴チャンバに充填する工程と、微細特徴チャンバの少なくとも固化したTLCPのメソゲンが、それらの流れ整列を維持するように、溶融組成物を固化する工程と、を含む。成形品は、本体と、本体から突出する3次元構造特徴と、を備え、微小寸法を有する微細特徴要素を含み、微小寸法におけるTLCPメソゲンが流れ整列状態にある。 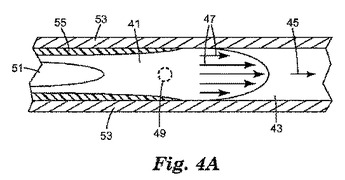 (もっと読む)
(もっと読む)
1 - 20 / 137
[ Back to top ]