
Fターム[4F202AR20]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | その他の調整制御量 (441)
Fターム[4F202AR20]に分類される特許
1 - 20 / 441
繊維強化樹脂材の成形方法
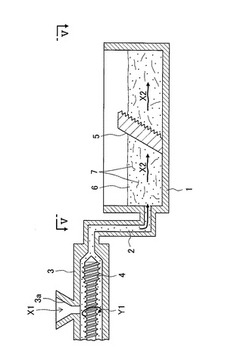
【課題】成形型を含む成形システムを高価なものとすることなく、簡易な成形方法で繊維強化樹脂材に生じ得る反りを解消することのできる繊維強化樹脂材の成形方法を提供する。
【解決手段】繊維材7が混入された溶融樹脂6を成形型1の一箇所に配されたゲート2を介して成形型1の内部に射出し、さらに保圧して繊維強化樹脂材を成形する方法であり、溶融樹脂6の射出に先行して成形型1の内部に繊維材7が配向するのを抑制する配向抑制部材5を配しておき、保圧の前段もしくは保圧の途中で配向抑制部材5を成形型1から取り外すことを特徴とする。
(もっと読む)
射出成形同時積層用フィルム及び成形品、並びにそれらの製造方法

【課題】積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、予備成形を行う工程を有する射出成形同時積層法において、良好な成形性、耐カール性、及び耐傷性を備える積層用フィルム及びそれを用いた成形品、並びにそれらの製造方法を提供する。
【解決手段】積層用フィルムの予備成形する領域を含む周囲全周をフィルムクランプと金型とで挟持し、該金型側より真空吸引して予備成形を行う工程を有する射出成形同時積層法に用いられる積層用フィルムであって、該積層用フィルムが基材上に保護層を積層してなり、該保護層が電離放射線硬化性樹脂組成物の硬化物であり、該基材の厚さが40〜300μmであり、該保護層の厚さが50μm以下であり、該基材の引張弾性率が、該保護層の引張弾性率よりも高く、かつ、3000MPa以下であることを特徴とする射出成形同時積層用フィルム及びそれを用いた成形品、並びにそれらの製造方法。
(もっと読む)
フィルムインサート成形品の融解損傷予測方法
【課題】フィルムインサート成形における射出成形時のフィルムの融解損傷を、定量的に予測し、融解損傷のないインサートフィルム成形品を、費用を掛けて試行錯誤することなく、得られるようにする。
【解決手段】フィルムインサート成形過程における射出成形時のフィルム温度と、フィルムと充填材料との界面におけるせん断応力の解析結果と、融解損傷基準と比較し、いずれかが基準を超えた部位を明示する融解損傷部位を表示し、フィルムインサート成形品の融解損傷を予測する。
(もっと読む)
成形構造体の製造方法及び成形型
【課題】より品質の高い成形構造体を製造することが可能な成形構造体の製造方法を提供する。
【解決手段】トリムボード20と、トリムボード20上に成形された取付ボス30と、を備えたドアトリム10の製造方法であって、繊維26及び熱可塑性樹脂を含むプレボードP1を、上型51及び下型61によってプレス成形することでトリムボード20を成形する基材成形工程と、上型51及び下型61によってトリムボード20がプレスされた状態で、下型61における上型51との対向面61Aに形成されたランナー67に溶融樹脂を射出することで、取付ボス30をトリムボード20と接合された状態で成形する成形体成形工程と、を備え、下型61における上型51との対向面61Aには、表面の摩擦抵抗が周囲より高い摩擦抵抗部64が、ランナー67に沿って形成されていることを特徴とする。
(もっと読む)
ナノインプリント用複製モールド
【課題】耐久性が高く、かつ安価な複製モールドを提供する。
【解決手段】本発明に係る複製モールド1は、ナノインプリント用の複製モールド1であって、基体10と、基体10上に形成され、主成分が無機ナノ粒子と樹脂からなり、表面に凹凸が形成された複製モールド構造体20とを具備する。複製モールド構造体20は、押し込み弾性率が4000N/mm2以上、74000N/mm2以下であり、線熱膨脹係数が10×10−5K−1未満であり、かつ、365nmにおける透過率が70%以上である。
(もっと読む)
成形装置
【課題】成形サイクルを短縮しつつも、簡素な構成を用いて優れた外観品質の光学部品を安定して成形できる成形装置を提供する。
【解決手段】断熱層52c、42cにより、型空間CVからコア型52,42への熱伝導が抑制されるので、溶融樹脂の温度が保たれ、コア型52,42の転写面形状を精度良く転写できる。又、高熱伝導母材52d、42dにより速やかに熱を分散させることで、溶融樹脂の熱がこもって局所的な偏りが生じることが抑制され、温度の不均一性を解消できる。
(もっと読む)
離型用フィルム
【課題】金型や成形品との剥離性に優れ、しかも、金型の形状が設計寸法通りに成形品へ転写される型形状転写性に優れるとともに、成形品の表面平滑性が得られ、さらには、140℃前後の使用温度における耐熱性も有する離型用フィルムを提供する。
【解決手段】JIS A 硬度が70以上、ビカット軟化温度が100〜180℃であるポリウレタン系エラストマー100質量部に対して、フッ素含有アルコール系化合物とフッ素含有ジオール化合物からなる群から選択される1つ又は複数の化合物を0.1〜5.0質量部の範囲に含有する熱可塑性エラストマー組成物からなっている。
(もっと読む)
断熱材及びこれを用いた樹脂成形用金型
【課題】高温の樹脂の初期冷却を遅延化するに優れた効果を有し、大型で精密構造の樹脂部品、フィルムやプレートの製造が容易な樹脂精密成形用金型に好適に適用できる断熱材ならびにこれを断熱層に用いた樹脂成形用金型を提供する。
【解決手段】本発明の断熱材は樹脂成形用金型の基材上に直接溶射により形成される断熱材であって、過冷却液体温度領域(ΔTx)が30℃以上で、且つガラス遷移温度(Tg)が成形材料である樹脂の融点よりも30℃以上高く、熱伝導率が1〜20W/(m・K)であり、線膨張係数が7×10−6〜15×10−6/℃である金属ガラスの溶射被膜からなる。該断熱材は、厚みが100μm以上、2000μm以下であり、金型基材と接する面積が100mm2以上であることができる。また、本発明にかかる樹脂成形用金型は、金型基材表面に直接溶射により形成された前記断熱材を断熱層として備える。
(もっと読む)
フレネルレンズおよび照明器具
【課題】入射光量に対する出射光量の比としての射出効率を低下させることなく、金型の製作を容易にできるとともに、射出成形時に離型し易く、製品良品率の高い樹脂製のフレネルレンズを提供する。
【解決手段】プリズム4の高さをh、プリズムの頂点部の半径をr、フレネルレンズ1の光学機能を有する有効径をD、有効径Dの範囲に含まれるプリズムの数をNとする。この場合以下の式(1)で示されるkの値を0.04〜0.38とする。これによって、フレネルレンズの入射光に対する出射光の比率を示す射出効率を必要十分な状態に維持できる。さらに、金型の製造が容易で、かつ、成形されたフレネルレンズの離型が容易になる。また成形されたフレネルレンズの品質を安定させることができる。 (もっと読む)
(もっと読む)
ブロック共重合体と電気めっき用ハードマスクを用いた、パターニングされた磁気記録ディスクのナノインプリント加工用マスタディスクの作製方法
【課題】 ブロック共重合体と電気めっき用ハードマスクを用いた、パターニングされた磁気記録ディスクのナノインプリント加工用マスタディスクの作製方法を提供する。
【解決手段】 パターニングされた媒体ディスクを作製するためのナノインプリント工程用のマスタディスクの作製方法は、導電基板と、ブロック共重合体の、ブロック共重合体成分の1つの、略半径方向の線および/または略同心円状の輪のパターンを形成する誘導自己組織化を利用する。基板上の、線および/または輪によって保護されていない領域内に金属を電気めっきする。ブロック共重合体成分を除去した後に、残っている金属のパターンをエッチングマスクとして使用して、最終的なマスタディスクまたは、後にマスタディスクの製造に使用される2つの別々のモールドのいずれかを製造する。
(もっと読む)
型、それを用いたインプリント方法および物品の製造方法
【課題】外部環境からの熱に起因した熱変形を低減するのに有利な型を提供する。
【解決手段】この型8は、被処理体13に対して成形すべきパターンが形成されたパターン部8aを有する。パターン部8aが設置されている側の面は、パターン部8aが配置された第1面と、パターン部8aが配置されていない第2面8bとを含む。型8は、第2面8bの表面に、外部環境からの熱を拡散させる熱拡散膜40(42、45)を有する。
(もっと読む)
車輌用灯具
【課題】 固定型の車輌用部品に対する抜き勾配を大きくすることなく車輌用部品の良好な成形状態を確保する。
【解決手段】 鏡面加工部201及び半光沢面加工部202を有する固定型200と固定型に対して移動される可動型300とによって形成されたキャビティー500に充填された溶融樹脂600が冷却されて成形される車輌用部品9を備え、車輌用部品に鏡面加工部によって形成される鏡面12aを有する鏡面形成部12と半光沢面加工部によって形成される半光沢面13aを有する半光沢面形成部13とが設けられ、車輌用部品における鏡面と半光沢面の間に段差面14が形成されて半光沢面形成部が鏡面形成部より固定型側に突出されるようにした。
(もっと読む)
化成処理溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体およびその製造方法
【課題】溶融Zn−Al−Mg合金めっき鋼板と熱可塑性樹脂組成物の成形体とが接合された複合体であって、めっき鋼板と熱可塑性樹脂組成物の成形体との接合性に優れる複合体を提供すること。
【解決手段】Al/Zn/Zn2Mgの三元共晶組織を含むめっき層を有し、かつ前記めっき層の表面において、Al相は15〜45面積%であり、Zn相は50〜80面積%であり、Zn2Mg相は5〜25面積%である溶融Zn−Al−Mg合金めっき鋼板を準備する。この溶融Zn−Al−Mg合金めっき鋼板のめっき層表面に、有機樹脂を含む膜厚0.5μm以上の化成処理皮膜を形成する。得られた化成処理溶融Zn−Al−Mg合金めっき鋼板を射出成形金型に挿入し、熱可塑性樹脂組成物を射出成形金型内に射出して、複合体を製造する。
(もっと読む)
透明フッ素樹脂成形体の製造方法及び透明フッ素樹脂成形体
【課題】透明性及び耐熱性に優れるフッ素樹脂成形体を比較的低コストで得ることができる製造方法、およびこの製造方法によって得られる、透明性及び耐熱性に優れる透明フッ素樹脂成形体を提供すること。
【解決手段】フッ素樹脂を主成分とする樹脂組成物の成形体に、前記フッ素樹脂の融点未満の温度T(℃)において下記式(1)の条件を満たす圧力Y(MPa)をかけるプレス工程を有する透明フッ素樹脂成形体の製造方法。前記プレス工程の後、電離放射線を照射して前記フッ素樹脂を架橋する架橋工程を有するとより好ましい。
logY≧―0.0069T+2.3 …(1)
(ただし、Y≦10^[5×(−0.0069T+2.3)])
(もっと読む)
ロール金型の製造方法及びロール金型
【課題】円筒表面の凹凸を寸法精度よく容易に作製することができるロール金型の製造方法、及びその方法を用いた、凹凸を寸法精度よく形成することができるロール金型を提供する。
【解決手段】内周面に微細な凹凸が形成された円筒形状の原盤の内周面に、原盤を構成する材質より熱膨張係数の異なる材質のメッキ処理を行い、メッキの外周表面に微細な凹凸を施す工程と、加温または冷却することで原盤を前記メッキから取り外し、シームレスの円筒形状のメッキ層を得る工程とを有するロール金型の製造方法。
(もっと読む)
押圧ロールの洗浄方法
【課題】簡単にかつ短時間に残留物を押圧ロールから除去できる洗浄方法を提供すること。
【解決手段】押圧することで樹脂シート30を成形するための押圧ロール14Cの洗浄方法であって、押圧ロール14Cの表面に、ドライアイス42、又は、気体状態、液体状態若しくは固体状態の水を衝突させる工程を有する、洗浄方法を提供する。押圧ロール14Cの表面にドライアイス42等を衝突させることで、残留物50へ物理的衝撃が加わる。この衝撃によって、残留物50が押圧ロール14Cの表面から剥離するため、短時間で簡単に押圧ロール14Cの洗浄ができる。
(もっと読む)
トグル式射出成形機のセッティング方法及び成形方法
【課題】 トグル式の型締装置の能力にマッチングした最適なセッティングを行うことにより、トグル式射出成形機であっても樹脂の自然圧縮を可能にし、成形品の高度の品質及び均質性を確保する成形方法を可能にする。
【解決手段】 電動駆動部8によりトグルリンク機構7を介して金型2の開閉を行う型締装置Mcを備えるトグル式射出成形機Mのセッティングを行うに際し、電動駆動部8の負荷トルクTdが定格トルクTs以下となることを条件に、トグルリンク機構7が非ロックアップ状態となる型位置Xcに型厚調整するとともに、金型2への樹脂Rの充填時に、可動型2mと固定型2c間に所定のパーティング開量Lmが生じ、かつ金型2内の樹脂Rの固化に伴って樹脂Rの自然圧縮が可能となる成形型締力Fcと成形射出圧力Piを設定する。
(もっと読む)
解析装置、その方法及びそのプログラム
【課題】安定的に解を求めることができるようにサポート範囲を設定する解析装置を提供する。
【解決手段】タイヤ100をメッシュフリー法によって解析する解析装置30において、複数の節点によってサブセル領域4に分割された3次元のタイヤモデル6が入力する入力部32と、各節点を中心に、3次元よりなる楕円形のサポート範囲7をそれぞれ設定し、このサポート範囲7に含まれる節点の3次元の位置情報と、サポート範囲7の各節点と中心にある節点すらの距離に応じて重み係数が定まる核関数とを用いて、サポート範囲7ないの変位を示す近似関数を求める解析部34とを有する。
(もっと読む)
物品の表面構造
【課題】物品の表面に対する触感をより心地よいものとする。
【解決手段】物品1の表面に凹凸3を形成し、さらにこの凹凸3の凸部5の先端に、凹凸3よりも細かい微細凹凸9を形成する。人の指15が物品1の表面に触れるときの単位面積当たりにおける、指15と物品1との接触する面積の割合が、35%〜90%の範囲となるような凹凸形状とする。望ましくは、指15と物品1との接触する面積の割合が、45%〜80%の範囲となるような凹凸形状とする。
(もっと読む)
パターン転写装置およびパターン転写方法
【課題】パターン転写不良やモールドの目詰まりを未然に防いで生産性を向上させる。
【解決手段】パターン転写装置11A0の制御装置23は、離型層厚取得部51と、離型層厚判定部53と、供給量演算部55と、供給量制御部59とを備える。離型層厚取得部51は、残留離型層32の厚さに係る相関値を取得する。離型層厚判定部53は、残留離型層32の厚さに係る相関値が所定の基準を満たすか否かを判定する。供給量演算部55は、離型層厚判定部53の判定結果に基づいて、離型剤供給部21における離型剤の供給量を演算する。供給量制御部59は、モールド31上のそれぞれの位置において、適正な量の離型剤を適時に供給する制御を行う。
(もっと読む)
1 - 20 / 441
[ Back to top ]