
Fターム[4F202CA04]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 型を被覆することによる成形 (236) | 回転成形 (34)
Fターム[4F202CA04]に分類される特許
1 - 20 / 34
光照射成形装置及び光照射成形方法
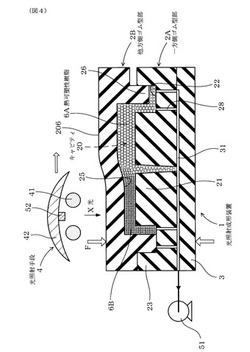
【課題】大型・複雑形状の成形品の成形、溶融温度が高い熱可塑性樹脂の成形を行う場合であっても、高い寸法精度で樹脂の劣化を少なくして成形することができ、熱可塑性樹脂を予め溶融させてキャビティへ注入する装置が不要になり、少ない熱可塑性樹脂の使用量で成形品を成形することができる光照射成形装置及び光照射成形方法を提供すること。
【解決手段】光照射成形装置1は、光Xを透過する性質を有する一対のゴム型部2A、2Bと、一対のゴム型部2A、2Bの表面からキャビティ20に配置した粒子状の熱可塑性樹脂6Aへ光Xを照射する光照射手段4とを備えている。光照射成形装置1は、光照射手段4から照射した光Xが、熱可塑性樹脂6Aが溶融した部位から熱可塑性樹脂6Aが溶融していない部位へ到達するよう、一対のゴム型部2A、2Bと光照射手段4とを相対的に順次移動させて、熱可塑性樹脂6Aの各部位を順次溶融させるよう構成してある。
(もっと読む)
シームレスベルトの製造装置およびシームレスベルトの製造方法

【課題】シームレスベルトの厚さ精度のばらつきを抑制できるシームレスベルトの製造装置およびシームレスベルトの製造方法を提供する。
【解決手段】円筒状金型1の内面に樹脂溶液が展開された円筒状金型1を回転させて塗膜を均一化するシームレスベルトの製造装置であって、円筒状金型1の両端部を固定する、当該円筒状金型1と同芯上に対向一対に配置される一対の固定手段と、固定手段を円筒状金型1端部に固定するように、円筒状金型1の軸方向に進退可能に移動させる進退駆動手段と、固定手段をその軸回りに回転させる回転駆動手段とを有し、円筒状金型1の回転は、一対の固定手段で円筒状金型1の両端部を固定し、固定手段を回転駆動手段で回転させて、当該円筒状金型を回転させることを特徴とする。
(もっと読む)
風力発電機の尾翼の製造方法
【課題】本発明は、空気流体力学に符号する外形をもつとともに、一体成形され軽量化された中空状の風力発電機の尾翼の製造方法を提供する。
【解決手段】金型の中間に金型空洞を設け、金型空洞の適切な箇所に、金型の外部まで貫通する少なくとも一つのゲートを設け、次に、ゲートから適量の溶融樹脂を金型の金型空洞内に流し込み、金型を回転させ、その遠心力を利用して樹脂を金型空洞の周縁の側壁に均一に付着させ、樹脂が冷卻して固化してから、金型を開けて型抜きをすると、空気流体力学に符号した外形をもち一体成形された中空状の風力発電機尾翼が形成される。
(もっと読む)
熱媒封入金型、及び遠心成形装置
【課題】誘導加熱される周壁部の軸方向、及び周方向の温度分布を均一にできる熱媒封入金型、及び遠心成形装置を提供する。
【解決手段】遠心成形装置1は、熱媒封入金型3と、互いに水平方向に隔たる位置で熱媒封入金型3を支持し熱媒封入金型3に回転力を伝達する一対のローラ109と、一対のローラ109の間に配置され熱媒封入金型3を誘導加熱する電磁誘導コイル113とを備える。熱媒封入金型3は、端部が開放した円筒形の周壁部5を有し、その端部を限界として周壁部5の軸方向に延び、かつ相互に等間隔で周壁部5の周方向に隔たる複数の密封チャンバ9を周壁部5に形成している。気液二相の熱媒が密封チャンバ9に封入されている。
(もっと読む)
金型位置決め構造
【課題】ガイドローラを円筒金型に適切に転がり接触させることができ、しかも原料から放出されるガス等の結露を未然に防止できる金型位置決め構造を提供する。
【解決手段】本発明は、円筒金型111,119をローラ107,109で支持し、ローラ107,109に駆動源から入力される回転力により円筒金型111,119を回転させる遠心成形装置の金型位置決め構造であって、円筒金型111の端部開口3よりもその径方向の外側に、円筒金型111,119の回転に倣い端面117,121に転がり接触するガイドローラ7を配置したものである。ガイドローラ7の端面117,121に転がり接触する位置は、円筒金型111,119にローラ107,109の接する接点から上方へ向けて円筒金型111,119の周方向に30°以内の範囲である。
(もっと読む)
成形金型、及びその加熱方法
【課題】遠心成形に適した物理的強度を満たし、しかも誘導加熱の効率を一層向上できる成形金型、及びその加熱方法を提供する。
【解決手段】成形金型1は、その外周面3にマイクロクラッククロムメッキを施した円筒体である。マイクロクラッククロムメッキのメッキ層は、その表面から下地までの厚さが2μm以上であれば良く、硬度がビッカース硬さHv600以上であることが好ましい。メッキ層の割れの密度は400[c/cm]以上であることが好ましい。外周面3に転がり接触するスピンドルローラ15は、成形金型1を水平姿勢で支持し、電動機の出力を成形金型1に回転力として伝達する。電磁誘導コイル17は、外周面3に10mm以下の間隔を空けて対向している。
(もっと読む)
医療用物品の回転成形
【課題】医療用装置のシェル、または、他の成形物品を成形するためのシステム及び方法の提供。
【解決手段】本システムは、成形型100が内部に取付けられる多軸回転成形機械50を備える。成形型100は、成形されるべき物品の形状のキャビティ60を有している。成形型100は、シールされて真空が保持される。操作において、シリコーンまたは他の成形材料が成形型100に挿入され、成形型100が真空引きされ、成形型100は少なくとも2本の軸A、B回りに回転されて、成形材料が成形型100の内壁を被覆して、シェルまたは医療用物品を形成する、回転成形システム。
(もっと読む)
積層造型法により作成された成形型
【課題】優れた離型性と高い機械強度、耐久性、耐摩耗性を同時に実現でき、従来の方法に比べて成形型の作成工程を短縮することができる成形型を提供する。
【解決手段】球状カーボンと樹脂粉末を必須成分とする複合材料粉末を用いて、積層造型法により作成された成形型。特には、前記造型法が粉末焼結法であり、前記球状カーボンが複合材料粉末中に10〜80質量%含有する。また本発明の成形型は射出成形、発泡成形、RIM成形、注型、真空注型、真空成形、RTM成形、粉末成形、ブロー成形、圧縮成形、プレス成形、押出成形、FRP成形に用いる型として好適である。
(もっと読む)
温度調節管を有する電鋳殻の製造方法
【課題】短時間で電鋳殻を製造でき、かつ熱による電鋳殻の歪み、ねじれや収縮が無く、さらに熱伝達ロスの発生もない温度調節管を有する電鋳殻の製造方法を提供する。
【解決手段】電鋳殻1の背面にキャリアガスとともに金属粉を噴射して、電鋳殻1の背面に複数の金属層2を畝状に形成する工程と、金属層2によって電鋳殻1の背面に形成した畝合い5を板状物3で蓋う工程と、板状物3の両端にキャリアガスとともに金属粉を噴射して、板状物3を金属層2に固定する工程とを含む、温度調節管を有する電鋳殻1の製造方法である。
(もっと読む)
遠心成型用金型および遠心成型装置
【課題】本発明の目的は、金型本体の保護層の保護が可能な遠心成型装置を提供することにある。
【解決手段】遠心成型装置10は、樹脂を成型するための遠心成型用金型12、その遠心成型用金型12を回転させるローラ14とを備える。遠心成型用金型12は、円筒状の胴部16に外径の大きな凸条部18を設けたものである。ローラ14は凸条部18に接し、胴部16のメッキ層(保護層)20には接しない。ローラ14は凸条部18にのみ接しており、回転するときに、胴部16のメッキ層20が摩耗されることはない。胴部16のメッキ層20は摩耗されず、正確な温度測定をおこなえる。
(もっと読む)
スピゴット型を有するパイプ部品を回転成形するための方法およびモールドアセンブリ、ならびにそれらによって得たパイプ部品
本発明は、パイプ部品(1)を回転成形するための方法およびモールドアセンブリに関し、そのパイプ部品(1)は、本体(2)と、スピゴット型(3)とを備え、そのスピゴット型(3)は、使用の際に、外側部品と嵌合する外面形状(6)を有する少なくとも1つの専用部分を有する。少なくとも冷却の間、支持構造(8)がパイプ部品(1)に設けられ、そのパイプ部品(1)の少なくとも冷却の間、専用部分(5)の外面形状(6)がモールド(22)の内面形状と一致するように、前記専用部分(5)を前記モールド(22)と接触させるのを維持する。支持構造は、成形の間、パイプ部品の一部となり得る。 (もっと読む)
エラストマー成形品の製造方法及び電子写真用ブレード
【課題】離型層を有する成形型内でのエラストマー成形品の製造方法において、容易に離型層を形成できて寸法精度が向上した、かつ離型層材料の使用量を減らして、必要に応じて成形品表面に必要な表面粗さを付与できる手法を提供する。
【解決手段】JIS K6300に基づく100℃におけるtc(10)が0.1分以上15分以下であり、かつ、23℃における粘度が0.5Pa・s以上、50Pa・s以下である液状ポリシロキサンを硬化して離型層を形成した成形型を用いる。離型層表面に液状ポリシロキサンが固化する過程において、必要に応じて1乃至30μmの微粒子を付与して粗さ形成することができる。
(もっと読む)
回転成形体およびその成形方法
【課題】気泡の発生しないポリカーボネート樹脂製回転成形体を提供する。
【解決手段】ポリカーボネート樹脂粉粒体を回転成形してなる回転成形体であって、該ポリカーボネート樹脂粉粒体は、Tyler篩による標準篩法で得られた60メッシュより大きい粒子の割合が20〜100重量%であり、且つ60メッシュより大きい粒子の長径が、長径と直行する粒子の幅である短径の1.0〜2.5倍であることを特徴とする回転成形体。
(もっと読む)
熱硬化性エラストマー用成形型、遠心成形機及び電子写真用ブレード部材
【課題】本発明は反応性の熱硬化性エラストマーを型内で成形し、より簡便に離型でき取り出し時に成型品のちぎれが発生しにくく、良好な離型・脱型性が長期に渡って継続する熱硬化性エラストマー用成形型を提供することを目的とする。
【解決手段】成形材料として反応性の熱硬化性エラストマー原料を投入し所定の寸法に硬化させ、脱型させる熱硬化性エラストマーの成形に用いる成形型の内部表面に、ポリアルキルシロキサン層を有する熱硬化性エラストマー用成形型において、前記ポリアルキルシロキサン層が、前記熱硬化性エラストマー原料と成形条件において反応する官能基を有さないポリアルキルシロキサン原料を用いて作製したものであることを特徴とする熱硬化性エラストマー用成形型。
(もっと読む)
パウダースラッシュ成形型
【課題】金型シェルの変形時に、装着フレームに対する該金型シェルの装着位置がずれないようにする。
【解決手段】金型シェル20の外周に沿って設けた外郭フランジ部24の第1端縁24Aに、外郭フランジ部24を装着フレーム30に固定する1つの基準部50を設ける。また、外郭フランジ部24の基準部50から離間した第2端縁24Bに、外郭フランジ部24を装着フレーム30に保持する保持部60を設ける。保持部60は、基準部50と該保持部60とを結ぶ基準線Lに沿う第1方向において外郭フランジ部24が外側へ変位するのを許容すると共に、第1方向と直交する第2方向へ外郭フランジ部24が移動するのを規制する。更に、外郭フランジ部24に臨む第3保持部材40Cに第1当接部70を設けると共に、外郭フランジ部24の第1当接部70に臨む部位に第2当接部72を設ける。
(もっと読む)
成形型、電子写真装置用ブレードの製造方法及び現像剤量規制ブレード
【課題】長期間良好な剥離性と脱型性を示すエラストマー成形体製造用の成形型、ブレード部材の寸法精度と表面性を高精度化可能な電子写真装置用ブレードの製造方法および現像剤量規制ブレードを提供する。
【解決手段】金型本体の内周面に保持層と離型層を備えたエラストマー成形体製造用の成形型において、離型層が、主鎖がポリシラザン系又はポリシロキサン系である付加型2成分液状シリコーンから形成され、液状エラストマー原料の硬化温度で揮発する成分の含有量が0.5質量%以下で、シリカを含有せず、50〜85°の国際ゴム硬度で、平均粒径2〜20μmの固体潤滑剤を含有する。この成形型を用いる電子写真装置用ブレードの製造方法。ブレード部材がこの方法で製造され、現像剤担持体に当接する部分の負荷長さ率(切断レベル50%)が30〜90で十点平均粗さが2〜25μmである現像剤量規制ブレード。
(もっと読む)
回転成形用途での収縮と反を最小化する方法
回転成形用途で生じる三次元収縮と反りのマッピングと、その制御方法。  (もっと読む)
(もっと読む)
シームレスベルトの製造方法
【課題】本発明の目的は、円筒状金型の内面に展開された溶液樹脂を均一に加温して、表面抵抗値のばらつきを抑えることができるシームレスベルトの製造方法を提供することにある。
【解決手段】円筒状金型の内面に樹脂溶液を展開し、当該金型を誘導加熱により加熱することで当該樹脂溶液を加熱成型するシームレスベルトの製造方法であって、金型の外面及び内面に磁性体または非磁性体材料のメッキ処理が施されていることを特徴とする。
(もっと読む)
二重壁構造の角形容器およびその製造方法
【課題】肉厚にむらのない製造方法による二重壁構造の角形容器を提供する。
【解決手段】成形用金型1を用いて回転成形法により成形する、二重壁構造の角形容器の製造方法であり、成形用金型の成形空間内に成形材料を投入後、前記成形用金型を内側から加熱しながら回転成形する第1成形工程と、前記成形用金型を外側から加熱しながら回転成形する第2成形工程とを有しており、前記第1成形工程の成形終了後に前記第2成形工程の成形を開始する、二重壁構造の角形容器の製造方法。
(もっと読む)
成形用金型および成形方法および成形体
【課題】
解決しようとする課題は、入れ子の交換により2種類以上の形状の成形品を1つの金型で成形するための成形用金型において、成形対象部品が大型な場合には入れ子の重量が大きくなり過ぎて人力での入れ子の交換が困難であるばかりか、危険でもあるという点である。
【解決手段】
成形用金型に複数のキャビティー面が彫設された回動体を設け、該回動体を回動させて特定のキャビティー面を選択、設定することにより前記課題を解決した。
(もっと読む)
1 - 20 / 34
[ Back to top ]