
Fターム[4F202CA11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 射出成形 (6,077)
Fターム[4F202CA11]の下位に属するFターム
Fターム[4F202CA11]に分類される特許
2,001 - 2,020 / 5,678
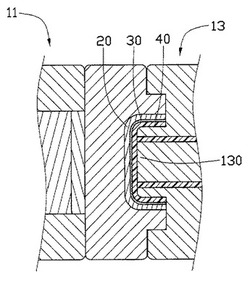
ハウジングの製造方法
【課題】本発明は、ハウジングの表面に艶消し効果を付与することができ、且つ製造工程が簡単であって、製造コストも低いハウジングの製造方法を提供することを目的とする。
【解決手段】本発明のハウジングの製造方法は、艶消し効果を付与する微細凹凸模様が形成された金型を提供するステップと、薄板を提供し、前記薄板を前記金型内に配置するステップと、前記金型内に成形材料を注入して、前記薄板の上に基材層を成形するステップと、を含む。
(もっと読む)
型締装置及び可動プラテン

【課題】成形品の品質を向上させることができるようにする。
【解決手段】固定プラテンと、トグルサポートと、タイバーと、該タイバーに沿って進退自在に配設され、可動金型が取り付けられた可動プラテン14と、トグルサポートと可動プラテンとの間に配設されたトグル機構とを有する。可動プラテン14は、本体部、本体部の四隅に配設され、タイバーを保持するタイバー保持部53〜56、及び可動プラテン14とトグル機構とを連結する連結部83、84を備え、タイバー保持部53〜56と連結部83、84との間に、連結部83、84に加わった力がタイバー保持部53〜56に伝わるのを抑制する力伝達抑制部が形成される。トグル機構によって連結部83、84に加わる力が力伝達抑制部によって吸収される。
(もっと読む)
樹脂成形機の金型に窒素ガスを送り込む方法および装置
【課題】 金型というものは何点かの部品によって構成されていて、当然その間には隙間を形成することになり、その隙間によって金型によって形成されているキャビティに窒素ガスを送り込もうとする場合には、濃度を上げるのに手間がかかった。 一方、濃度を上げるのを容易にしようとするには、隙間を狭くすれば良いのであるが、高額の費用を必要とした。
【解決手段】 樹脂成形機410の金型411を閉じた直後に金型411によって形成されたキャビティ410aを減圧して窒素ガスを送り込み、その後キャビティ410aに溶融した樹脂を送り込むようにした。
(もっと読む)
多色成形用金型
【課題】汎用の射出成形機の要部をベースにして安価に製作することができる2色成形用金型を提供する。
【解決手段】固定盤(F)と、可動盤(M)と、4本のタイバー(T)を標準装備している射出成形機をベースにする。固定盤には固定側金型(1)を、可動盤には可動側金型(10)をタイバー(T)の内側において取り付ける。固定側金型と可動側金型との間には同様にタイバーの内側に回転側金型(20)を設ける。回転側金型はタイバーの外側に位置する井桁状の回転金型保持枠体(30)に回転可能に取り付ける。回転金型保持枠体は軸方向に移動自在である。回転側金型の両方のパーティング面側には、第1、2の回転凹部型(21、22)を形成し、固定側金型のパーティング面側にはコア型(2)を、可動側金型のパーティング面側には可動側凹部型(12)をそれぞれ形成する。
(もっと読む)
インサート射出成形方法、及び成形型、金属線材保持具
【課題】
固定金型に対する金属線成形体のセットを精度よく、しかも容易に行えるようにすることである。
【解決手段】
固定金型M1 と移動金型M2 とからなる成形型Mを用い、金属線材W1 で構成されていて、前記固定金型M1 のセット面に単にセットしたのみでは自身の弾性によりセット姿勢が定まらない金属線成形体A1 における当該金属線材W1 の一部が射出成形部3にインサートされるようにして樹脂を射出成形する方法であって、前記金属線材W1 の一部を部分的に保持可能な複数の保持具H1 を固定金型M1 における前記金属線成形体A1 のセット位置に着脱可能に取付けて、前記金属線材W1 を複数の保持具H1 により複数点保持する。
(もっと読む)
樹脂発泡成形体
【課題】樹脂発泡成形体の表面に対して表皮材を貼着する際に、樹脂発泡成形体の表面と表皮材との間にエア溜まりが発生することを防止する。
【解決手段】樹脂発泡成形体40は、上型12と下型14の間に形成されたキャビティ16内に発泡剤が添加されている溶融樹脂18を射出して充填した後に、上型12と下型14を互いに所定の距離だけ離間させることによって、キャビティ16内に充填された溶融樹脂18を発泡膨張させることで成形されている。樹脂発泡成形体40は、当該樹脂発泡成形体40を表裏に貫通する真空吸引孔20と、真空吸引孔20を中心に放射状に形成された線状の溝である凹部26と、凹部26よりも外側の領域に形成された格子状の溝30と、凹部26と格子状の溝30との境界領域に形成された環状の溝32と、を有している。格子状の溝30は、環状の溝32を介して凹部26に連通している。
(もっと読む)
成形機
【課題】構造が簡単で安価に実施することができ、しかも高品質の成形品を成形可能な成形機を提供する。
【解決手段】ベースフレーム7上に所定の間隔を隔てて対向に配置された固定ダイプレート31及びテールストック32と、両端が固定ダイプレート及びテールストックに固定された複数本のタイバー33と、該タイバーに案内されてダイプレートとテールストックとの間で前後進する可動ダイプレート34と、固定ダイプレートに取り付けられた固定側金型38と、可動ダイプレートに取り付けられた可動側金型39とを備える。固定ダイプレートの重心Gを通り、固定ダイプレートの下面に対して垂直に交わる直線上に1つの球面軸受50を配置し、この1つの球面軸受50を介して固定ダイプレートをベースフレーム7上に支持する。
(もっと読む)
駆動ユニット
【課題】早送り機能と軸方向荷重力を同時に満足しつつ、優れた位置決め精度を発揮できる新規な駆動ユニットの提供。
【解決手段】直線状のレール10と、当該レール10にスライド自在に係合される第1スライダ20および第2スライダ30と、当該第1スライダ20と第2スライダ30とを連結するトグル機構40と、前記第1スライダ20を前記レールに沿って駆動するボールネジ機構50と、を備える。これによって、第2スライダ30の早送り機能と軸方向荷重力を同時に満足しつつ、優れた位置決め精度を発揮できる。
(もっと読む)
射出成形装置
【課題】成形品の変形や転写ムラを極力無くして、成形時間の短縮。
【解決手段】キャビティSの外周部底面は、金型基体26と雄金型部27とで形成され、金型基体26と雄金型部27の合わせ部は成形品の垂直面を形成するキャビティSの外周部底面の中間位置に位置しており、加圧ガスGがガス注入路28A、28Bを介してキャビティS内に注入されて、溶融した合成樹脂JはキャビティSの末端部である金型基体26と雄金型部27の合わせ部に向けて進行する。この場合、溶融した合成樹脂Jの表面は移動に伴い少し固まっているが、先端の合成樹脂Jは金型基体26と雄金型部27の突出部30、31に当たって、加圧ガスGが入り込まない程度の幅を有する溝34内の一部に合成樹脂Jが入り込むと共に合成樹脂Jの硬い表面は破けて軟らかい部分が外に現れる。やがて、溶融した合成樹脂JがキャビティSの末端部である前記合わせ部にまで行き渡る。
(もっと読む)
ディスク基板の金型
【課題】射出成形により成形したディスク基板の外周縁の突縁(スキージャンプ)の課題を解決できる内段部を、情報記録面側に成形することができる金型を提供する。
【解決手段】盤面が金型の型面を形成する鏡面盤と、その盤面に当接したスタンパと、鏡面盤の外周囲にあって内径面がキャビティの外径面を形成するとともにスタンパ押さえを兼ねる外周リングとを備える。外周リングとスタンパとの間に、外周リンクの内径面からスタンパの外周面に張り出してディスク基板の情報記録面側の外周面に内段部を形成する帯板状のスペーサリングを設ける。
(もっと読む)
複合物品を製造するための方法および装置
金属または他の材料および射出成形合成プラスチックの複合構造体を製造するための装置が開示される。装置は3つの部品(12、14、16)を備え、これらの部品は、前記部品が離間される開放位置と部品が接触させられる閉塞位置との間で移動させることができる。中央の部品(14)が開口(30)を有し、外側の部品(16)は、部品(12)の開口(30)に入って2つの部品間にあるストリップ(40)を打ち抜く突出部(36)を有する。打ち抜かれた要素は、中央の部品(14)を貫通して、部品(12、14)と突出部(36)の前面とにより形成される成形キャビティ内に押し込まれる。プラスチック材料注入ポイント(18)が部品(12)に設けられる。 (もっと読む)
内面にアンダ−カットのある射出金型構造及びその作動法
【課題】従来のエルボーには、金型コアー突合せの関係で内面内側部分に給水管挿入ストッパー突起があり、この部分が給水管継ぎ手等では大きなヘッドロス(エネルギー損出)を起こしている。チーズの場合も同様である。ヘッドロスの少ないエルボー、チーズの金型構造、その作動方法を提供する。
【解決手段】給水管継ぎ手エルボーの内面内側の給水管挿入ストッパー突起(3−1)をR形状(3−2)に改良し、またストッパーの段差(2)を低くし、内面外側を半円周のみの形状とする。給水管継ぎ手チーズにおいてもエルボーと同様ストッパー突起をR形状に改良し、ストッパーの段差を低くし、内面外側を半円周のみとする。
(もっと読む)
金型装置
【課題】射出成形用の型面に成膜されるワークを支持する第一金型と、真空引きされる成膜チャンバーを備えた第二金型とを用いてワークを成膜するにあたり、成膜チャンバーの真空引きにかかる時間を短縮する。
【解決手段】 第一金型2に、該第一金型2に形成される型面2aからコア2b内部に至る隙間S1、S2をコア2b内部側から第二金型3の成膜チャンバー3b内に連通せしめる連通孔11を形成して、成膜チャンバー3bの真空引き時に前記連通孔11を通して間隙S1、S2を真空引きする構成にした。
(もっと読む)
プラスチック光学素子、光走査装置及び画像形成装置
【課題】厚肉、偏肉形状であっても、従来と同等の生産コストで、かつレンズ面形状に優れ、内部ひずみが均質に低減された高い光学性能を有する高精度なプラスチック光学素子、該プラスチック光学素子を備えた光走査装置、画像形成装置を提供する。
【解決手段】光走査装置の前記結像光学系に備えられるプラスチック光学素子において、被転写面を有する金型のキャビティ内の樹脂に樹脂圧力を発生させ、該被転写面を転写することにより形成され、光線の入射面及び出射面となる2つの転写面を有し、前記転写面以外の一部に、金型のキャビティ形状を不完全転写することにより形成した非転写面を有し、かつ光線透過領域における前記非転写面の凹量の偏差が0.8mm以下であることを特徴とするプラスチック光学素子、該プラスチック光学素子を備えた光走査装置、画像形成装置。
(もっと読む)
射出成形体製造用の金型、射出成形体の製造方法および射出成形体
【課題】サイドウインカーをドアミラーに取り付けるために必要な取付け片を、ミラー側に退避した位置に形成したサイドウインカーを製造するにあたり、変形や樹脂漏れをすることなく二次射出成形を行えるようにする。
【解決手段】第一金型8と第二金型9とを型合わせして一次射出による第一、第二成形体3、4を形成し、しかる後、金型を相対移動させて、一次射出成形された成形体同志を突き合わせて突合せ面に二次射出することにより一体成形される射出成形体において、二次射出は、第一成形体の第二金型の離型面部3fに第二金型に形成された圧力受け部9aを当接して、該圧力受け部9aによって射出圧を受けるように構成した。
(もっと読む)
射出成形体の製造装置
【課題】二次射出によりサイドターンランプ2を一体化する前にハウジング部3にインサート部材5を組込むための部品組込み装置10の片持ち長さを短くして安定化させる。
【解決手段】部品組込み装置を構成する第一可動架台13が基台11から突出したとき、該突出先端部となる位置決め体13dを射出成形装置側に設けた位置決め受け体9aに嵌合して両持ち状態として位置決め支持し、これによってロボット部の片持ちを第二可動架台からの状態として片持ち長さを短くし、安定化させるようにした。
(もっと読む)
一体成形によるディスク収納体およびその製造方法
【課題】高速射出を必要としない一体成形による製品とその製造方法に関し、成形時に高周波を利用した一体成形による軽量なディスク収納体と、その製造方法を提供する。
【解決手段】金型と、可動コアと、固定コアと、ゲートと、からなる成形機を用いた一体成形によるヒンジ部を有する収納体の製造方法であって、可動コアを一旦移動して樹脂流動層を確保する工程と、金型にゲートから樹脂を注入する工程と、樹脂が固化する前に可動コアを接近移動させるとともに金型のヒンジ成形部に高周波振動を与える潰し込み工程と、からなる収納体の製造方法である。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】リングマークの発生を抑制し、外観良好な熱可塑性樹脂成形体を製造する方法を提供する。
【解決手段】キャビティ40を形成するキャビティ面31を有する一対の金型10を開放状態とし、前記キャビティへ熱可塑性樹脂51の供給を行う供給工程と、前記熱可塑性樹脂の供給が完了するまでに、前記金型の型締めを開始し、型締めを行う型締め工程を有する成形体の製造方法であって、前記金型の型開き及び型締めを行う駆動装置の駆動源は、電動機であり、前記型締め工程開始時における前記装置の型締め速度の加速度は、35mm/sec2以下とする。
(もっと読む)
プラスチックレンズ、その製造方法並びにプラスチックレンズの来歴管理方法及び光ピックアップ装置
【課題】マーキングが最適な態様にて施されたプラスチックレンズを製造するのに適した製造方法、金型および来歴管理方法を提供すること、来歴管理の容易なプラスチックレンズを提供すること。
【解決手段】本発明にかかるレンズ1は、レンズ面の外周にフランジ部2を備えている。このフランジ部2のフランジ面21は、当該レンズ面よりも高く形成されている。さらに、当該フランジ面21には、例えば、製造治具を識別するマーキング3を形成している。光学機能部を形成するための入れ子51、52と、マーキングを形成するための金型53、54を用いて製造する。
(もっと読む)
金型および光学用平板部材の製造方法
【課題】離型制御性を向上した射出成形用金型を提供する。
【解決手段】板状体の両面に凹凸状のパターンを有する光拡散板16を製造するために用いられる金型2である。成形品16の一方の面にパターンを付与する第1パターンが形成された第1金型11と、成形品16の他方の面にパターンを付与する第2パターンが形成された第2金型8とを備えている。第1パターンを構成する面21,22を、平均表面粗さが10nm以上である第1部分pa1と、平均表面粗さで10nm未満である第2部分pa2とから構成し、第2パターンを構成する面23,24を、平均表面粗さが10nm以上である第3部分pb1と、平均表面粗さで10nm未満である第4部分pb2とから構成し、第1部分の第1パターンの全体に対する面積割合をR1とし、第3部分の第2パターンの全体に対する面積割合をR2として、R1≧R2×1.2の関係が成立している。
(もっと読む)
2,001 - 2,020 / 5,678
[ Back to top ]