
Fターム[4F202CA11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 射出成形 (6,077)
Fターム[4F202CA11]の下位に属するFターム
Fターム[4F202CA11]に分類される特許
2,041 - 2,060 / 5,678
射出成形体および射出成形方法並びに射出成形用金型
【課題】糸引き現象の起こりやすい引張り破断伸びが100%以上であるような樹脂を成形する際に、ゲート内の樹脂と成形体とを断ち切って、糸引き現象を解消できると共に、貫通穴を有しない成形体などに対しても適用できる汎用のゲートカット性を有する射出成形方法およびそれに用いる射出成形用金型、またはそれによって得られる射出成形体とすることである。
【解決手段】合成樹脂製であってゲートカット痕2を有する円柱形の射出成形体1からなり、ゲートカット痕2は、射出成形体1を突出しピン3で射出成形用の金型4から突出す際、突出しピン3が金型内面に沿ってゲート口を口径方向に横断するように動作させたことによりカットされた切断面からなる。ゲートカット痕2は、ゲート口の周縁の金型内面にも接しながら動作した突出しピン3によってきれいな切断面が形成されたものになる。
(もっと読む)
超音波センサ用ケース及び超音波センサ

【課題】超音波センサの感度特性を向上させることが可能な超音波センサ用ケース、及び、そのようなケースを用いた超音波センサを提供する。
【解決手段】本発明に係る超音波センサ用ケース1は、圧電素子13を利用した超音波センサ用ケース1であって、圧電素子13が設けられる板状の振動部3と、振動部3の圧電素子13が設けられる領域3aを囲むように設けられ、振動部3と対向する位置に開口5aを有する側壁部5とを備え、振動部3は、繊維状フィラーを含有する熱可塑性樹脂からなり、熱可塑性樹脂は、ポリフェニレンサルファイド樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルサルホン樹脂、ポリブチレンテレフタレート樹脂、又は、これらのうちの2種以上を混合した樹脂であることを特徴とする。
(もっと読む)
射出成形装置及び射出成形方法
【課題】成形品の離型を真空雰囲気で行い得る射出成形装置及び射出成形方法を提供する。
【解決手段】固定型4及び可動型5それぞれの型合わせ面25,26が密着したとき形成されるキャビティ13であってそのキャビティ13で成形された成形品24が固定型4のキャビティ13面および可動型5のキャビティ13面のいずれか一方のキャビティ13面に付着して型開きするように構成されたキャビティ13と、キャビティ13に端面が露出する突出ピン11と、両型合わせ面25,26間の間隙Dが所定間隙値以内のとき両型合わせ面25,26間を気密にしキャビティ13を囲繞して設けられるパッキング6と、パッキング6とキャビティ13端部との間の固定型4および可動型5の少なくとも一方の金型の型合わせ面25,26またはパッキングの内側で型合せ面25,26以外にキャビティ13に連通可能に開口する吸引穴12とを有する金型装置3を備えた。
(もっと読む)
エアバッグドア及びその製造方法
【課題】破断予定部が外部から識別できず、外観見栄えの良いいわゆるシームレスタイプのエアバッグドアを容易かつ安価に提供することである。
【解決手段】表皮5は、樹脂密度が高いスキン層13と、スキン層13の裏面側に一体に成形され、内部に多数の空隙を有する発泡層15とから構成され、発泡層15においては、樹脂密度が上記スキン層13に比べて低く、かつスキン層13に近づくにつれて徐々に高くなっている。基材3には、破断予定部7に沿って延びる複数の切欠部17が間欠的に厚み方向に貫通形成されている。表皮の発泡層15には、破断予定部7に沿って延びる複数のスリット19が、間欠的に形成されている。スリット19の一端は切欠部17に連通しているとともにスリット19の他端は発泡層15の厚み方向中間部に位置している。
(もっと読む)
閉鎖可能なホットランナーノズルを備える射出成形工具
【課題】ホットランナーノズルの排出開口が閉鎖ニードルにより閉鎖されているか否かを突き止めることができるようにする。
【解決手段】閉鎖ニードル(2;2′)の少なくとも1つの位置を検出可能な素子(3;3′)が設けられているようにした。
(もっと読む)
射出成形用金型及び射出成形方法
【課題】樹脂成形品におけるウエルドラインを効率よく防止できる技術を提供する。
【解決手段】金型本体1の内部に、樹脂を成形するためのキャビティ13が形成される。ピン部材2の一端側21は、キャビティ13の内部に配置される。ピン部材2の他端側22は、金型本体1の外部に実質的に露出される。光源3は、ピン部材2の他端側22に加熱用のレーザ光を照射する。レーザ光をピン部材2の他端側22に照射することにより、ピン部材2を局部的に加熱することができる。ピン部材2の熱伝導率は、ピン部材2に接触する金型本体1よりも実質的に高いことが好ましい。
(もっと読む)
筐体の製造方法及び検出装置
【課題】製造コストを上昇させることなく、インサート成形される金属部材が外部に露出するのを防止すること。
【解決手段】成形金型40に移動可能に設けられたコアピン41で押さえた状態で端子30をインサート成形する筐体の製造方法において、成形金型40内に射出される樹脂材料50の射出圧力よりも大きい押圧力でコアピン41により端子30を押さえるステップと、成形金型40内に樹脂材料50を射出するステップと、コアピン41の押圧力よりも大きい保持圧力を成形金型40内の樹脂材料50に加えてコアピン41を退避させるステップと、コアピン41が退避した部分に樹脂材料50を充填するステップとを具備することを特徴とする。
(もっと読む)
樹脂容器
【課題】作業ロボットによるハンドリング性が良好であってスループットを高めることのできる、簡易な構造を備える樹脂成形装置を提供する。
【解決手段】有底筒状の本体部12および円筒状の口頸部20を有し口頸部20の軸方向に延在するスリット部24により複数の螺旋片に分断された螺旋状の突条部22が口頸部20の周囲に設けられた樹脂製の中空成形体10を保持して、本体部12の外側に樹脂外装体をオーバーモールドするための樹脂成形装置200であって、口頸部20を嵌め込む第一凹部と、凹部周面に立設された、第一凹部の深さ方向に延在してスリット部24と係合するリブ216と、を備える樹脂成形装置200。
(もっと読む)
透光性樹脂成型体の製造方法及び透光性樹脂成型体
【課題】 内部に動物のキャラクター等を模した物品が入った透光性樹脂成型体において、物品に透光性を持たせ、さらに従来にはない美観を有する透光性樹脂成型体を得るための透光性樹脂成型体の製造方法及び透光性樹脂成型体を提供する。
【解決手段】 物品と該物品を内蔵する外部樹脂成型体からなる透光性樹脂成型体の製造方法であって、前記物品を透光性を有する合成樹脂で成型し、前記物品の表面の一部に透光性を有する塗料を塗布し、次いで金型のキャビティ内に前記物品を配置し、しかる後、前記キャビティ内に透光性を有する合成樹脂を射出してキャビティ内に該合成樹脂を充填固化して前記物品の周囲に前記外部樹脂成型体を成型するとともに、外部樹脂成型体を成型する際の熱で前記塗料を前記物品から剥離させることを特徴とする透光性樹脂成型体の製造方法である。
(もっと読む)
モールドシーラーの調製方法、モールドシーラーアッセンブリおよびその組成物
金属モールド表面から熱可塑性部品を成形するのに有効なモールドシーラー組成物を提供し、それはコーティングとして塗布された場合、硬化して複数回の離型を可能にする高い耐久性を有する仕上がりにする。 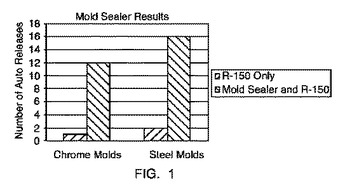 (もっと読む)
(もっと読む)
中空製品を製造する方法および機械
【課題】尿シース等の中空製品を製造する方法および射出成形機を提供する。更に、尿シースを製造する方法の使用だけでなく、尿シースにも関することも提供する。
【解決手段】成形機は、シリコーン材料を受け入れる環状キャビティを含む。材料は、低温流出ノズル20を介して低温状態で射出され、キャビティ内で熱によって硬化する。キャビティは、キャビティの実質的な部分の全体にわたって狭い断面領域を有し、キャビティは、脱気領域に接続する。キャビティは、前記入口に隣接して配置されるキャビティの近位部分における環状拡径部分18と、キャビティの末端部分における溝)とを有する。狭い断面領域は、キャビティの末端部分に向かって縮小する半径方向寸法を有する。キャビティの表面は、グリットブラスト処理される。
(もっと読む)
硬化性液状樹脂組成物の成形方法
【課題】 容易に脱型でき、高精度の薄膜シートが得られる硬化性液状樹脂組成物の成形方法を提供することを目的とする
【解決手段】 支持フィルムを金型内にインサートし、硬化性液状樹脂組成物を射出、加熱硬化して、支持フィルム上に成形されたシート状成形品を製造することを特徴とする硬化性液状樹脂組成物の成形方法であり、且つ硬化性液状樹脂組成物が、下記(A)〜(C)成分を含有することを特徴とする硬化性液状樹脂組成物の成形方法である。
(A)1分子中に少なくとも平均1個を超えるアルケニル基を有する、分子量が1,000〜50,000の、ポリオキシアルキレン系重合体(a−1)、飽和炭化水素系重合体(a−2)、及びポリ(メタ)アクリル系重合体(a−3)からなる群より選ばれる少なくとも1種の重合体
(B)1分子中に少なくとも2個のヒドロシリル基を有する化合物
(C)ヒドロシリル化触媒
(もっと読む)
コア金型
【課題】ベース金型とピンコアとの組立公差を最小化して成形面を有するピンコアの位置精度を高めて、成形物の形状精度を高めることができるコア金型を提供する。
【解決手段】本発明によるベース金型の貫通孔に挿入されるコア金型は、一端に成形面が形成された軸状のピンコアと、ピンコアの外周面に結合され、ベース金型よりも大きい熱膨張係数を有する位置決め部材と、を含むことを特徴とする。
(もっと読む)
ホットメルト成型装置と、その装置を用いたリード線付き検知用スイッチの製造方法と、その方法で製造したリード線付き検知用スイッチ。
【課題】ホットメルト材料の注入量を調節可能とし、且つ金型形状の転写性を向上したホットメルト成型装置と、その装置を用いたリード線付き検知用スイッチの製造方法と、その製造方法で製造したリード線付き検知用スイッチを提供する。
【解決手段】 ホットメルト材料8を計量し注入する注入手段2と、注入手段2のホットメルト材料8の注入を調節するバルブゲート部3と、注入手段2からバルブゲート部3を経由してホットメルト材料8が注入されるキャビティ9を形成する成型金型4と、からなるホットメルト成型装置1を用いて、リード線65付き検知用スイッチ61を成型金型4に封止し、リード線65との結線部分もしくはリード線65の引き出し部分にホットメルト材料8でモールドした。
(もっと読む)
ラインヘッド、ラインヘッド用レンズアレイおよびその型の製造方法
【課題】切削等の機械加工で型を製造した場合、加工に時間を要し、工具も消耗して均一な加工が難しい。また、途中で工具を交換することも可能であるが、交換前後で工具の位置がずれるためレンズ面位置が変化し、レンズの位置精度の確保が難しい。
【解決手段】レンズを形成する凹型の面が第1の方向XXに複数配置されたレンズアレイの型の製造方法であって、第1の方向XXに凹型の面に対応する凹型の面が複数形成された第1の原盤310を機械加工により形成する工程と、第1の原盤310から射出成型により凸型の面が複数形成された第2の原盤320a,320b,320cを形成する工程と、第2の原盤320a,320b,320cを第1の方向XXに複数並べて第3の原盤330を形成する工程と、第3の原盤330から電鋳により型を形成する工程と、を含むレンズアレイの型の製造方法。
(もっと読む)
型締装置の型締力補正方法
【課題】 小型の金型でも型締力に対する正確な調整を行い、かつ使用する際の融通性を高めるとともに、スプリング内蔵金型を用いる場合などでも型締力の調整を確実かつ的確に行うことにより汎用性及び信頼性を高める。
【解決手段】 サーボモータ3により回転駆動するトグル式型締装置を使用するとともに、型締工程における金型タッチ位置により設定した高圧型締を開始する高圧型締切換位置Xpから型締終了位置Xdまでの高圧型締区間Zpにおける高圧型締に伴う負荷の大きさを型位置により積分して求める仕事量を使用し、予め、高圧型締区間Zpにおける高圧型締に伴う基準となる仕事量(基準仕事量Ws)を設定するとともに、生産稼働中に、高圧型締区間Zpにおける高圧型締に伴う仕事量(検出仕事量Wd)を検出し、この検出仕事量Wdと基準仕事量Wsの偏差Keに基づいて型締力を補正する。
(もっと読む)
射出成形用金型および射出成形方法等
【課題】使用する樹脂の種類や金型の種類などに拠らずフローマークの発生を防止することができる射出成形用金型等を提供することを目的とする。
【解決手段】ランナーを通って導入される溶融状態の樹脂材料をキャビティ内へ注入するためのゲートが配設されており、射出成形時、協働してキャビティを形成する固定側金型と可動側金型とからなる射出成形用金型において、キャビティの内壁面には、ゲート径より大きな直径を有し且つ前記キャビティの内壁面と略平行する円周面と前記内壁面と略直行する外周面とからなる凹部が形成されており、そして前記凹部の中に前記ゲートが開口していることを特徴とする、フローマークの発生を防止する射出成形用金型等を提供する。
(もっと読む)
活性材料素子を用いた射出圧縮成形方法及び装置
【課題】射出成形用金型内の溶融物を圧縮し、且つ/又は溶融物の収縮を補償するための方法及び装置を提供する。
【解決手段】装置は、キャビティプレートに隣接したキャビティ金型部と、コアプレートに隣接したコア金型部と、金型部の間に形成される金型キャビティと、コアプレートとコア金型部との間、及びキャビティプレートとキャビティ金型部との間のうちの一方又は両方に配置される少なくとも1つの圧電セラミックアクチュエータとを備える。コントローラが少なくとも1つの圧電セラミックアクチュエータに接続されて圧電セラミックアクチュエータを作動させ、それによって金型キャビティ容積を低減させ、溶融物を圧縮させる。
(もっと読む)
型締装置
【課題】 成形の精度を維持しつつ、装置のコンパクト化によるコストダウンが図れ、機械の長寿命化を実現可能な型締装置を提供する。
【解決手段】 型締装置は、移動金型を有する移動ダイプレートと、移動金型と対向した状態に設けられた固定金型16を備え、移動ダイプレートに対して相対的に移動可能な固定ダイプレート14と、固定ダイプレート14のうち、移動ダイプレートに対向する位置と反対側に設けられたハーフナット24と、一端が移動ダイプレートに固定され、固定ダイプレート14を貫通したときにハーフナット24に係合可能な係合部24aを他端に有するタイバー22とを備え、タイバー22の係合部16aをハーフナット24でロックした状態で移動金型および固定金型16で型締を行うものである。そして、この型締装置は、ハーフナット24と固定ダイプレート14との接触面をそれぞれ同径の球面の一部とした。
(もっと読む)
中空容器に螺着可能なヒンジ蓋体
【課題】中空容器の口頸部に螺着可能なヒンジ蓋体の外周面に、成形痕が現れないように成形する成形金型を可能な限り簡単な構造に形成して、ヒンジ蓋体を安価に製造可能にする。
【解決手段】固定側成形金型1と射出ノズルが係合する射出口に連通するランナーを設けた可動側成形金型とで構成される射出成形金型において、円筒状の蓋体本体8を形成するための中子を、中心コアー3と先端部分に螺旋ネジ4aを設けた外コアー4と管状体5とから形成し、固定側成形金型1から回動可能にして突設させた。射出成形機から溶融樹脂が射出、注入されヒンジ蓋体が成形された後に可動側成形金型が開かれ、ヒンジ蓋部9を蓋体本体部8の開口部に被着、嵌合せしめて一体化した後で中子Cの中心コアー3を回動させ、管状体5を前進させることにより蓋体本体8を中子の外コアー4から分離せしめ、外周面に成形痕が現れないヒンジ蓋体を得ることができる。
(もっと読む)
2,041 - 2,060 / 5,678
[ Back to top ]