
Fターム[4F202CA11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 射出成形 (6,077)
Fターム[4F202CA11]の下位に属するFターム
Fターム[4F202CA11]に分類される特許
301 - 320 / 5,678
射出成形機および射出成形方法
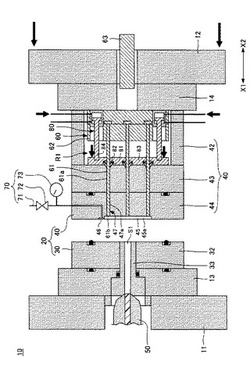
【課題】金型装置の構成を簡略化できる射出成形機および射出成形方法を提供すること。
【解決手段】樹脂を発泡成形する射出成形機10において、第1の型板32と第2の型板44の型締めにより形成されるキャビティC1に対しガスを供給する給気機構70と、給気機構70により大気圧よりも高い気圧に加圧されたキャビティC1に発泡性樹脂を射出する射出装置50と、発泡性樹脂の射出中または射出後、キャビティC1内のガスを大気に放出するガス放出機構80とを有し、ガス放出機構80は、第1の型板または第2の型板44に貫通形成される貫通孔47の内壁面47aと、貫通孔47に挿入される金型部材61の外周面61aとの間に形成される隙間G1を介して、キャビティC1内のガスを大気に放出する。
(もっと読む)
金型

【課題】残留応力等による変形の少ない金型を提供する。
【解決手段】本発明の金型10,100は、固定部20,120と、前記固定部20,120に対して相対移動可能で、前記固定部20,120に近接したときに、前記固定部20,120との間に成形品の材料となる液状樹脂が流入されるキャビティ10cを形成する可動部30,130と、前記可動部30,130を前記固定部20,120に対して押圧する押圧部7と、前記押圧部7によって前記可動部30,130が前記固定部20,120に対して押圧された状態で、前記キャビティ10cに前記液状樹脂が注入され、前記可動部30,130が前記固定部20,120から離れる方向に移動したときに、前記押圧部7の押圧力に抗して前記可動部30,130をその移動した位置に保持可能な保持部41,400と、を備えることを特徴とする。
(もっと読む)
射出成形方法及びこれに用いる射出成形用金型
【課題】金型内のエア・ガスに基づく成形不良を低減できる射出成形方法を提供する。
【解決手段】固定側金型30と可動側金型40とに板状の樹脂成形品3を成形するキャビティ21を形成し、そのキャビティ21に溶融樹脂を注入するゲート28を設け、そのゲート28から溶融樹脂を注入すると共に、その溶融樹脂をゲート28と対向したキャビティ21の末端部分21Pに流して板状の樹脂成形品3を成形する射出成形方法において、キャビティのゲートから末端部分21Pの途中の可動側金型40側のキャビティ21に、エア・ガス逃がし手段12を設け、エア・ガス逃がし手段12で、キャビティ21内を流れる溶融樹脂からエア・ガスを排出するものである。
(もっと読む)
射出成形用金型
【課題】キャビティ内で溶融樹脂が会合する射出成形用金型において、光輝材の配向の乱れを緩和して、光輝感を保ち、ウエルドラインを薄く目立たないようにする。
【解決手段】射出成形用金型のキャビティ3は、平面視で円環状を呈するとともに、射出成形品の意匠面を構成する上面3aと、上面3aにつながる両側面3b、3bと、底面3cとを有する横断面矩形状を呈する。サイドゲート4から溶融樹脂を射出すると、キャビティ3内で互いに逆向きの流れが生じ、キャビティ3の直径方向においてサイドゲート4と反対側の位置で溶融樹脂が会合するが、その位置で両側に配置された樹脂溜まり部5、5に一部の溶融樹脂が流れ込む。これにより、上面3aに水平な流れが発生するので、その流れにおいては光輝材7も意匠面3aに対して略平行に配向し、光輝材7の配向の乱れを緩和することができる。
(もっと読む)
中空成型品の製造のための成型デバイスおよび成型方法
【課題】中空成型品を製造するための成型デバイスを提供する。
【解決手段】デバイスは、キャビティを備えた型と、キャビティを流通状態の成型材料で充満するための充填デバイスと、射出体と、射出体を駆動して、キャビティを充満した成型材料内を動作軌跡に沿って移動させるように設計された変位デバイスと、を具備し、キャビティは、射出体の動作軌跡に沿って連続して配列された少なくとも2つのキャビティ部を具備し、キャビティ部は動作軌跡に直交した異なった形状の断面とされており、射出体は変形可能材料で形成された変形可能部を具備し、変形可能材料は成型材料よりも低い弾性圧縮強度を有し、成型材料は、変形可能材料から成る立方体の試験片が、固化した状態の成型材料から成る同一の形状およびサイズの試験片よりも低い弾性圧縮強度である。
(もっと読む)
射出成形装置
【課題】加熱手段の埋設又は加熱媒体を供給するための加熱媒体通路の形成と、冷却媒体を供給するための冷却媒体通路の形成とが、構造が簡単で安価にできる射出成形装置を提供すること。
【解決手段】上金型本体6の上面には断面が縦長のU字形状を呈し、成形部30に沿って蛇行して折り返すように収納溝34が形成される。この収納溝34内にはこの収納溝34に沿ってこの収納溝34の半円形状の底面に当接するように、この収納溝34の最深部に電熱ヒーター42が圧入されて埋設された状態で、この収納溝34を形成する内壁に固定される。更に、この電熱ヒーター42を封止剤43により水封止して、上金型基体5との間で形成されるこの収納溝34内における上面が水平面とされた封止剤43の上方の空間は冷却水が流れる冷却媒体通路44となる。
(もっと読む)
多色成形品の製造方法、及び成形型
【課題】第1成形品と第2成形品との接合強度をより高くすることが可能な多色成形品の製造方法を提供する。
【解決手段】第1成形空間91に第1溶融樹脂を射出してドアトリム本体30を成形する第1成形工程と、第2成形空間92に第1溶融樹脂とは異なる色の第2溶融樹脂を射出してオーナメント40を成形する第2成形工程と、を備え、第1成形工程においては、第1可動型71、第2可動型72、第3可動型73によって突部を成形するための各成形面を形成し、第1成形空間91に第1溶融樹脂を射出することで、貫通孔33Aが形成された状態の突部33を成形し、第2成形工程においては、第2溶融樹脂を貫通孔33Aに充填させるとともに突部33が嵌合された状態の凹部43を成形することを特徴とする。
(もっと読む)
多色成形用成形型と多色成形品の成形方法と多色成形品
【課題】 本発明は、一次成形品である光学素子の固定側の光学機能面を二次成形の際に第2の固定型で変形させてしまうことを防止でき、かつ一次成形によって成形された第1の成形品と二次成形型部材との結合界面の外表面に窪みが発生してしまうことを防止することができる多色成形用成形型と多色成形品の成形方法と多色成形品を提供することである。
【解決手段】 一次成形型10による一次成形後、二次成形を行う二次成形型20の第2の固定型200は、光学素子1の凸面光学機能面1a1と対応する部分が中空形状であって、前記光学素子1の凸面光学機能面1a1以外にのみ前記一次成形部との当接部を有する。
(もっと読む)
転がり軸受のインサート成型用金型
【課題】シェル形針状ころ軸受のインサート成型時において、外輪の加工精度にバラツキがあっても、その影響を受けることなく効率よく成型できるインサート成型用金型を提供することである。
【解決手段】一対の軸方向金型21、22を備え一方の軸方向金型22が他方の金型21の方向に弾性を付与するコイルばね26によって進退自在に支持され、前記一方の軸方向金型22の型締め時の軸方向の位置がシェル形針状ころ軸受11の外輪13の軸方向寸法のバラツキ量に応じて変動する構成とした。
(もっと読む)
型締装置および成形装置
【課題】型締力が不均等に作用することを抑制する。
【解決手段】成形型10の開閉動作をガイドするとともに型締め力を受ける複数本のタイロッド22と、複数本のタイロッド22に係止することで成形型10を加工位置に保持する保持手段24と、流体圧によって型締め力を発生させる型締め力発生手段25と、複数本のタイロッド22の型締め方向位置を検出するタイロッド位置検出手段26と、タイロッド位置検出手段26の検出結果に基づいて型締め力発生手段25の作動を制御する制御手段27とを備え、制御手段27は、タイロッド位置検出手段26が検出した複数本のタイロッド22の位置の差が所定値を超えている場合、型締め力発生手段25を強制的に停止させる。
(もっと読む)
射出成形用金型の温度制御装置
【課題】ホットランナー部の出口部における樹脂の温度を検出するための樹脂温度検出手段52を設ける場合に、ホットランナー部における樹脂が金型のキャビティ内に射出されていないときに、ホットランナー部での滞留樹脂の過加熱を防止する。
【解決手段】ヒータ制御部41が、ホットランナー部における樹脂がキャビティ内に射出されているときには、樹脂温度検出手段52により検出される樹脂温度が第1の所定温度となるようにヒータ51に対する第1の制御量を算出して、該第1の制御量でもってヒータ51をフィードバック制御する一方、ホットランナー部における樹脂がキャビティ内に射出されていないときには、ヒータ51に対して、ホットランナー部の出口部以外の部分における樹脂の温度が、上記第1の所定温度を含む所定範囲内になるように制御する非射出時制御を実行する。
(もっと読む)
マグネットローラ成形用金型
【課題】入れ子の軸心と金型本体の軸心との芯ずれを、煩雑なメンテナンスを必要とせず、シンプルな構造にて防止することができる、マグネットローラ成形用金型を提供する。
【解決手段】円筒状の中空部を有して、この中空部の長手方向の一端部に開口を有し、射出成形機に固定されて水平方向に保持される金型本体11と、この金型本体11の上記開口を有する一端部と接続する軸金型13と、この金型本体の中空部の周囲に配設され、当該中空部の長さ方向に延在する磁力発生手段14とを備えるマグネットローラ成形用金型10である。射出成型機の可動側部材に固定された金型本体11の他端部に対して、開口部を有する金型本体11の一端部に生じた中心軸のずれに合わせて、軸金型13は、中心軸が偏芯した形状を有している。
(もっと読む)
成形方法及び成形装置
【課題】あらかじめ合成樹脂で成形された第1成形体に対して、第2成形体を合成樹脂の射出成形により十分な接合強度で接合成形することができるようにすること。
【解決手段】あらかじめ合成樹脂で成形された第1成形体12を成形型17,18内にセットして型閉めする。その状態で、成形型17,18内に熱風供給路24から熱風を供給して第1成形体12の表面を加熱する。その加熱された表面部分に接合するように、成形型17,18内に合成樹脂を射出して第2成形体13を成形する。
(もっと読む)
樹脂成形品の内部流路成形部カット装置
【課題】樹脂成形品の内部流路成形部を切断面が綺麗な状態となるように切断可能で、しかも切断糟の発生量を抑制可能な樹脂成形品の内部流路成形部カット装置を提供する。
【解決手段】表面に凹設したキャビティ12B、14と、キャビティと連通する内部流路12Aとを備える成形型11、13より離型した樹脂成形品Aから、内部流路によって成形された内部流路成形部A2を切断するための内部流路成形部カット装置20において、開閉可能で、閉じることにより両者の間に位置する内部流路成形部に接触する一対の開閉刃35と、該開閉刃に熱を付与するヒータ41と、開閉刃を開閉動作させるステッピングモータ37と、ステッピングモータの回転速度を上記開閉刃の開閉位置に基づいて制御する制御手段38と、を備える。
(もっと読む)
成形品の製造方法及び製造装置並びにそれらに用いられる金型
【課題】大掛かりな搬送設備が不要な成形品の製造方法及び製造装置並びにそれらに用いる金型を得る。
【解決手段】第1金型2及び第2金型3、第2金型3に着脱可能に固定される金型部品1とによりキャビティ5が形成されるようにし、第1金型2と第2金型3を所定温度以上にしておき、第2金型3に加熱工程で所定温度以上にした金型部品1を固定して成形材料をキャビティ5に注入する成形工程、第1金型2と第2金型3とを離隔し、第2金型3から成形品51を金型部品1に抱かせた状態で取り出す取り出し工程、取り出された成形品51を冷却する冷却工程、冷却された成形品51を金型部品1から離型する離型工程、離型された金型部品1を所定温度以上にする加熱工程を備え、金型部品1を各工程に巡回させて各工程における処理を行う。
(もっと読む)
軸筒の連結構造、及び、その軸筒の連結構造を用いた筆記具
【課題】 金型が2分割しているため、成形された製品の表面には、各々の金型の合わせ部に沿って筋状の凸部、所謂、パーティングラインも形成されてしまう。
そして、成形された後軸と中軸、或いは、先部材を組み付けた際には、各々に形成されているパーティングラインが同一直線状になってしまい、その結果、多少の外力によってお互いのパーティングラインの端部に応力が集中してしまい、そのパーティングラインの端部からクラックが発生してしまうことがあった。
【解決手段】 2つの筒体を射出成型によって形成し、それら2つの筒体を連結することによって軸筒を構成すると共に、その連結された状態において前記2つの筒体に形成されたパーティングラインの位置を異ならしめた軸筒の連結構造。
(もっと読む)
樹脂成形用電磁誘導加熱式金型装置
【課題】キャビティ面に均一に加熱することができる電磁誘導加熱式金型を提供する。
【解決手段】樹脂成形用金型を有する装置であり、この金型を構成する2つの型は、互いに向かい合う面に、それぞれ、キャビティ面12a、12bが形成され、2つの型は、それぞれ、キャビティ面を有する部位に磁性金属部14aが配され、その磁性金属部の外面に、誘導コイル保持部15及び非磁性金属部14bが順に配され、絶縁樹脂製の誘導コイル保持部及び非磁性金属部が順に配され、誘導コイル保持部には、複数の誘導コイル15aが、当該型のキャビティ面からの距離の最大と最小の差が5mm以内に配されると共に、キャビティの対角中心を基準としたとき、最も外側に配される誘導コイルが、キャビティ外周縁から30mmの範囲内に配された樹脂成形用電磁誘導加熱式金型装置を用いる。
(もっと読む)
スライドコア装置
【課題】コンパクトでスライドコアの構成が簡便なスライドコア装置を提供する。
【解決手段】スライドコア装置は、開位置と閉位置との間を移動可能なスライドコア1が閉位置に位置するとき、カム部材4が所定の上方位置から下方位置へ移動されると、カム部材4の揺動部材43がスライドコア1の段差部14を乗り越えて揺動部材43上のカム面42が、段差部14に設けられた傾斜面12に対向し、その後、カム部材4が下方位置から上方位置へ移動されると、カム面42が傾斜面12に作用し、スライドコア1が、閉位置から開位置へ移動するにように構成される。
(もっと読む)
射出成形品、前記射出成形品の製造装置及び前記射出成形品の製造方法
【課題】ウェルドラインを挟んだ両側の領域から外部に排出される溶湯の流量を抑えることができ、しかも、ウェルドラインを挟んだ両側の領域内に存在していたガスや空気を外部に効率よく排出することができる射出成形品及び前記射出成形品の製造装置及び前記射出成形品の製造方法を提供する。
【解決手段】固定金型と可動金型の合わせ面であるパーティングラインのうちで、キャビティの外周壁面側における外周パーティングラインPLAにおいて、溶湯の先端部同士が最終的に互いに突き合うキャビティの領域Wにおける第1外周パーティングラインPLAaが、領域Wに到るまでの第2外周パーティングラインPLAbに対してずれた配置構成に構成している。
(もっと読む)
三次元成形用加飾シート、該加飾シートの製造方法、加飾樹脂成形品及び加飾樹脂成形品の製造方法
【課題】耐候性、耐傷付き性及び加工性などに優れる三次元成形用加飾シート、及び該加飾シートを用いて、前記性状を有する加飾樹脂成形品を製造する方法を提供する。
【解決手段】ベースフィルム上に、少なくとも絵柄層、プライマー層(a)、プライマー層(b)及び表面保護層を順に有する加飾シートであって、該表面保護層が電離放射線硬化性樹脂組成物の硬化物からなる層であり、かつ前記プライマー層(b)が、反応性官能基Aを有するヒンダードアミン系光安定剤の重合物を含む層である三次元成形用加飾シート、及び該加飾シートを用いて、射出成形同時加飾法又はインサート成形法により、加飾樹脂成形品を製造する方法である。
(もっと読む)
301 - 320 / 5,678
[ Back to top ]