
Fターム[4F202CA27]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | その他の特定成形 (244)
Fターム[4F202CA27]に分類される特許
1 - 20 / 244
樹脂成形品製造方法及びフィルム
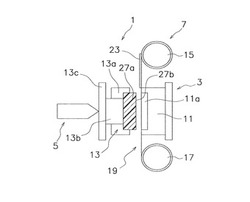
【課題】ガラス繊維強化樹脂を用いて射出成形をする場合に、製品表面の平滑性を向上させる。
【解決手段】樹脂成形品製造法は、以下の工程を有している。ガラス繊維強化樹脂25を射出成形する際に被加飾体27aの第1面27bに転写シート19の非加飾層部分21を対応させた状態で被加飾体27aを製造する。被加飾体27aの第1面27bに図柄27cを付与する。
(もっと読む)
鋳造用金型

【課題】軽金属鋳造において細穴鋳抜き部や狭部の冷却を行うために、銅−水型ヒートパイプを耐熱限界下で使用可能とする鋳造用金型を提供する。
【解決手段】ヒートパイプ22を含む冷却部20を備えた鋳造用金型10であって、ヒートパイプ22は、金型10内に配置されて入熱部22aとされた一端部と、冷却部20内に配置されて凝縮部22bとされた他端部とを備え、入熱部22aは、断熱スリーブ35を介して金型10に接触し、凝縮部22bは、冷却部20内に設けられたインナーチューブ23の内部に配置される。
(もっと読む)
成形面加工用パンチ工具、マイクロレンズアレイ用成形型の製造方法、マイクロレンズアレイ用成形型及びマイクロレンズアレイ
【課題】レンズ面が平滑なマイクロレンズアレイを製造するにあたって、その成形型の加工時間を短縮し、加工コストの低減、を達成できるパンチ工具を提供する。
【解決手段】押圧面の表面粗さRaが0.15μm未満であるパンチ工具1。このパンチ工具1は、載置台12の上に固定された板状の型母材30の表面にレンズ成形面を形成するために、押圧手段13により上下動させて、その押圧面を転写させる成形型の製造装置11に適用でき、成形面の平滑な成形型を短時間、かつ、低コストで製造できる。
(もっと読む)
ブロック体成形用金型
【課題】簡単な構造でありながら、抜け止め部材を有する管材接続用ブロック体を容易に成形することができるブロック体成形用金型を提供する。
【解決手段】管材接続用ブロック体50は、ケーブル保護管90の端部91を挿着する挿着孔部53が貫通形成されたレジンコンクリート製のブロック本体51を備え、このブロック本体51の挿着孔部53に、管材端部91の抜けを防止する複数の抜け止め部材52・・が取り付けられている。ブロック体成形用金型1は、ブロック本体51の外表面を成形する枠状の外型3と、この外型3の枠内に配置されて、ブロック本体51の挿着孔部53を成形する内型4とを備える。内型4は、複数の分割型材10、11、12を組み付けることによって構成され、1つの分割型材12は、複数の抜け止め部材52・・を支持する略筒状の弾性部材とされている。
(もっと読む)
繊維強化樹脂成形体の製造装置
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
ホース製造用マンドレル
【課題】ホース引抜性が4−メチル−1−ペンテン系樹脂製のマンドレルと同等であり、且つ安価なホース製造用マンドレルを提供すること。
【解決手段】ポリプロピレン構造を含むオレフィン系熱可塑性エラストマーを含有するホース製造用マンドレル4であり、前記オレフィン系熱可塑性エラストマーが、140℃以上の融点および20〜80J/gの融解エントロピー(ΔH)を有するホース製造用マンドレル4。
(もっと読む)
成形品離型方法、および成形品離型装置
【課題】簡単な構成で、容易にかつ確実に成形品を成形型から無理なく離型させることができ、離型に必要な適切な推力で押し出しピンを駆動して、消費電力量を低減させることが可能な成形品離型方法と、その装置を提供する。
【解決手段】成形品離型装置は、成形型1内で成形された成形品Mを成形型1から取り出すべく離型させるためのものであって、成形品Mと接触する部分2に衝撃を付与する衝撃付与手段5を備えている。成形型1内で成形された成形品Hと接触する部分2に衝撃を付与することにより、成形時に成形型1に貼り付いた状態の成形品Mを成形型1から引き離し、または、その貼り付き力を弱めることとなる。そのため、成形品Mを成形型1から容易にかつ確実に離型させることができる。
(もっと読む)
加硫ゴム用離型剤およびそれを用いる加硫ゴム成型品の製造方法
【課題】ゴムの加硫成型工程において、挿入性、離型性、洗浄性に優れ、かつ、得られる加硫ゴム成型品に対する寸法安定性、耐ソルベントクラック性についても満足できる加硫ゴム用離型剤と加硫ゴム成型品の製造方法を提供すること。
【解決手段】下記化学式のポリオキシアルキレン脂肪酸エステルを離型剤に含有させる。ただしPAOは、付加モル数20以上300以下のエチレンオキシド開環体と付加モル数0以上100以下のプロピレンオキシド開環体とをブロック単位としてブロック付加重合またはランダム付加重合したポリオキシアルキレン骨格であり、R1,R2は炭素数9以上21以下の直鎖もしくは分岐のアルキル基もしくはアルケニル基である。 (もっと読む)
(もっと読む)
多孔質型を用いた複合材の成形方法および装置
【課題】剛性型として多孔質型を用いることで、樹脂含浸を繊維基材の厚さ方向に促進させ、また、成形・硬化中の残留気泡の低減を行うプロセスを提供する。
【解決手段】成形型に配置した繊維基材に、注入した樹脂を含浸させて複合材を得る成形法において、前記成形型を、微細孔を備えた通気性の多孔質成形型から形成すると共に、当該多孔質成形型の前記繊維基材に対向する面と当該繊維基材との間に、気体は通過可能であるが樹脂はブロックされる微細孔を備えた多孔質層を設け、前記多孔質成形型の微細孔を介して当該多孔質成形型を通して真空吸引を行うことで、注入した樹脂を繊維基材に含浸させる。
(もっと読む)
樹脂シートの製造方法、及び形状ロール
【課題】転写率の向上を図ることが可能な樹脂シート製造方法を提供する。
【解決手段】連続樹脂シートを製造するシート製造工程S1と、形状ロールを用いて転写型を転写する転写工程S2と、を備えた樹脂シート製造方法とする。転写工程S2では、形状ロールの周方向に連続する凹部を形状ロールの長手方向に複数並設し、長手方向において隣り合う凹部間に、幅6μm以上15μm以下の隙間部が形成された転写型を用いて、転写工程を実行する。
(もっと読む)
光照射成形装置及び光照射成形方法
【課題】大型・複雑形状の成形品の成形、溶融温度が高い熱可塑性樹脂の成形を行う場合であっても、高い寸法精度で樹脂の劣化を少なくして成形することができ、熱可塑性樹脂を予め溶融させてキャビティへ注入する装置が不要になり、少ない熱可塑性樹脂の使用量で成形品を成形することができる光照射成形装置及び光照射成形方法を提供すること。
【解決手段】光照射成形装置1は、光Xを透過する性質を有する一対のゴム型部2A、2Bと、一対のゴム型部2A、2Bの表面からキャビティ20に配置した粒子状の熱可塑性樹脂6Aへ光Xを照射する光照射手段4とを備えている。光照射成形装置1は、光照射手段4から照射した光Xが、熱可塑性樹脂6Aが溶融した部位から熱可塑性樹脂6Aが溶融していない部位へ到達するよう、一対のゴム型部2A、2Bと光照射手段4とを相対的に順次移動させて、熱可塑性樹脂6Aの各部位を順次溶融させるよう構成してある。
(もっと読む)
タイヤ成型用折返しブラダーの製造方法および装置
【課題】エッジ部のシャープ性を維持しながら、ブラダーの各部における形状、ゲージを容易に規定の範囲内とする。
【解決手段】内型11の周囲に成形された円筒状部材12の軸方向一側部を、内型11の外側に外嵌されたインサート20と内型11とにより挟持した後、円筒状部材12の軸方向他側部を折返してインサート20の外側に重ね合わせ、次に、内型11、インサート20、外型61の内部に密閉収納された円筒状部材12を加硫してタイヤ成型用折返しブラダーを製造するようにしたので、加硫時における円筒状部材12の形状、ゲージは、内型11、インサート20、外型61により強力に規定される。これにより、ブラダーの各部における形状、ゲージは容易に規定の範囲内となり、エッジ部におけるシャープ性も充分となる。
(もっと読む)
樹脂製バルブボディ及びその製造方法
【課題】マイクロ波エネルギの吸収に若干の乱れがあっても、周囲の熱容量が均一でなくても合成樹脂成型体の溶着を均一に行うことができ、かつ、当該合成樹脂成型体に歪を与えることのないこと。
【解決手段】自動変速を行う油圧や油量を制御する複数のコントロールバルを収容する樹脂製バルブボディ100を、前記複数のコントロールバルブ収容部位または樹脂製バルブボディ100中の油路の中心線に沿って2個以上に分割して形成されたバルブボディ樹脂成型体11,・・・,16を、バルブボディ樹脂成型体11,・・・,16の相互間に配置した導電性の板状合成樹脂からなるマイクロ波によって誘電加熱自在なマイクロ波板状発熱体21,・・・,25と、マイクロ波板状発熱体21,・・・,25間を狭めて、その積載方向に押圧力を与え、そこにマイクロ波を照射することによって両者を溶着する。
(もっと読む)
ゴムホース製造用マンドレル
【課題】加硫したゴムホースから円滑に引き抜けるようにしたゴムホース製造用マンドレルを提供する。
【解決手段】ゴムホース製造用マンドレル1の外周面2aの平均粗さを4μm以上30μm以下にするとともに、外周面2aの凹凸の平均間隔を30μm以上100μmに設定することにより、加硫工程でマンドレル1の外周面2aとゴムホース4の内面ゴム層5とが強固に密着することを防止する。
(もっと読む)
加硫機、及び空気ばねの製造方法
【課題】設置コストが安く、しかも、筒状未加硫ゴム成型体を容易に加硫成形して生産性を高めることのできる加硫機の提供。
【解決手段】下型4と昇降自在な上型5とからなる加硫金型6と、ブラダー7とを備える。ブラダー7を給気状態で中央部が径方向外向きかつ上向きに膨らんだ浮き輪状をなすよう設定する。加硫金型6とブラダー7との間に筒状未加硫ゴム成型体2を配置する。ブラダー装着部材8を介して、ブラダー7の両端部を下型4に固定する。ブラダー7の上端を昇降させる中心機構は省略する。中心機構によるブラダー7の上端の昇降を省略して、簡単な動作で筒状未加硫ゴム成型体2を加硫成形する。
(もっと読む)
成形型
【課題】内部に冷却用の流路やヒートパイプのような中空構造を設けると型の肉厚が薄くなり成形に伴う加工圧に対する強度が不足する恐れがある小型の雄型の成形型において、冷却性が良く強度低下のない成形型を提供すること。
【解決手段】成形型1の外周部を構成する外周部材2と成形型1の内部を構成する内部部材3を別部材とし、外周部材2の熱伝導率と線膨張率が、内部部材3の熱伝導率と線膨張率より小さな部材の組み合せとし、工作物成形時の温度において、外周部材2の内径寸法を内部部材の外径寸法より小さくした構造とする。
(もっと読む)
タイヤ加硫用ブラダーの製造方法
【課題】使用時における界面剥離の発生を抑制したタイヤ加硫用ブラダーの製造方法を提供する。
【解決手段】未加硫のタイヤ加硫用ブラダーを金型内で加硫することにより加硫済みのタイヤ加硫用ブラダーを製造する方法である。金型内部の加硫圧力を1.0MPa以上10MPa以下とし、タイヤ加硫用ブラダーを構成するゴム配合物の架橋密度90%が達成されるまでの時間を3分以上とする。加硫時の金型温度を2段階以上で変化させるとともに、加硫開始時における第1の金型温度を、ゴム配合物の50%加硫温度とすることが好ましい。
(もっと読む)
ラミネート装置、およびラミネート装置におけるダイヤフラムの取り付け方法
【課題】真空時におけるチャンバ内部への大気の流入を抑制することができ、かつ、ダイヤフラムに穴を開ける必要のないラミネート装置、およびラミネート装置のダイヤフラム取り付け方法を提供する。
【解決手段】下面が開放された内部空間を有する上ケース2と、上面が開放された内部空間を有する下ケース3と、上ケースの下面側に着脱可能で、ダイヤフラムの周縁部を支持するフレーム4と、上ケースと下ケースの少なくとも一方に設けられた排吸気手段11,12と、上ケースと下ケースとの間に配置された被ラミネート体を支持および加熱するための支持台および加熱手段7,8とを備える。そして、このラミネート装置はさらに、上ケースとフレームとの間にダイヤフラムを挟み込んだ状態で、上ケースおよびフレームの端面よりも内側で、上ケースとフレームを締め付けるための締付け具32を備える。
(もっと読む)
ラミナの作製方法
【課題】複製用のマイクロ構造化ラミナの作製方法及び装置を提供する。
【解決手段】マイクロ構造化ラミナ(単数又は複数)上に小さいキューブコーナ構造体を反復して配置する目的でラミナ10を機械加工する際、自由度が、x方向の平行移動、z方向の平行移動及びyを中心とする回転を含む運動学的位置決めが有利である機械加工用固定具100を使用し、個々のラミナ10にV形溝を機械加工することにより、キューブコーナマイクロ構造体を形成する。
(もっと読む)
フィルム延伸機における給油方法および装置
【課題】フィルムのための延伸機において、人手を要することなしに容易に、しかも連続的かつ迅速に、狙った箇所のみに潤滑オイルを供給できるようにする。
【解決手段】延伸機にオイルミスト給油を行うに際し、オイルミストに電荷を持たせる。延伸機における給油が必要な箇所は、オイルミストとは逆電荷を持つ素材で形成するか、またはその素材でコーティングする。延伸機における給油が不要な箇所は、オイルミストと同電荷を持つ素材で形成するか、またはその素材でコーティングする。オイルミスト供給装置21は、オイルミスト発生装置25で発生されたオイルミストに電荷を持たせるための電荷付与装置28、29を備える。電荷を持たせたオイルミストは、潤滑オイル噴出口24から、給油が必要な箇所に向けて噴出される。
(もっと読む)
1 - 20 / 244
[ Back to top ]