
Fターム[4F202CB20]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 予め形成された挿入物等との一体化成形 (3,085) | 複数の挿入物等の一体化 (340)
Fターム[4F202CB20]に分類される特許
1 - 20 / 340
成形用機器
【課題】発泡成形時に、非通気性部材により排気孔への発泡樹脂の侵入をより確実に防止することが可能であり、且つこの排気孔からキャビティ内のガスを十分にキャビティ外に排出することが可能であり、また発泡成形体の意匠性を良好なものとすることが可能な金型及び成形用機器を提供する。
【解決手段】金型1のキャビティ4の内面に、該キャビティ4内のガスを該キャビティ4の外部に排出するための排気孔5が設けられている。金型1のキャビティ4内に、排気孔5を覆うように通気性部材6が配置され、且つ該通気性部材6の該排気孔5側に、該排気孔5と対向するように非通気性部材8が配置されている。排気孔5のうち、少なくともその軸心線方向の途中部からキャビティ4側の部分は、該キャビティ4側ほど大径となるテーパ形状部5aとなっている。
(もっと読む)
ブロー成形品の製造装置および製造方法

【課題】成形型にパリソンの回り込みが困難となりやすい凹部や凸部等があっても、これらに容易にパリソンを回り込ませることができるブロー成形品の製造装置および製造方法を提供する。
【解決手段】センター型2と、センター型2の両側をパリソンPを挟んで閉じる一対の成形型3と、を有するブロー成形品の製造装置1において、センター型2に取り付けられ、成形型3に向けて開口するブロー受け空間10を有し、成形型3が閉じた際にブロー受け空間10の開口部周りが成形型3との間でパリソンPを挟むようにしてパリソンPの一部を囲うブロー受け部材9と、パリソンPの一部を囲った状態のブロー受け空間10に臨むブローピン12と、を備え、ブローピン12によりエアがブロー受け空間10にブローされ、そのブロー受け空間10内の圧力によりパリソンPの一部が成形型3に転写される。
(もっと読む)
可動式ヘッドレスト成形型
【課題】実用性の高い可動式ヘッドレスト成形型を提供する。
【解決手段】可動式ヘッドレスト10の成形型30において、(a)ヘッドレスト本体(本体と略す)12の背面を区画するキャビティ面42が形成され、固定的に設けられる背面側下型32と、(b)背面側下型の上端部に回動可能に取り付けられ、ステー14を成形型の外部に延出させる背面側ステー溝52が形成された背面側上型34と、(c)本体の正面を区画するキャビティ面46が形成され、下端部において背面側下型に回動可能に取り付けられる正面側下型36と、(d)正面側下型の上端部に回動可能に取り付けられ、背面側ステー溝と対向する正面側ステー溝54が形成され、その溝から連続してステーに沿って本体の内部に延び出す延出部58を有する正面側上型38とを備えるように構成する。この構成により、本体と延出部とを殆ど干渉させることなく、ヘッドレストを脱型することが可能となる。
(もっと読む)
複合部品の製造方法及び複合部品
【課題】様々な基材を用いても簡易な方法で基材と樹脂部材とを機械的結合できる複合部品の製造方法及び複合部品を提供する。
【解決手段】金属パイプ2を配置した金型10内に、金属パイプ2の表面の少なくとも一部を覆うように溶融樹脂を射出して冷却することで、金属パイプ2と樹脂部材3が一体化された複合部品1を得る複合部品1の製造方法であって、金属パイプ2の表裏面を貫通する貫通孔2aを設け、当該貫通孔2aを塞ぐように金属パイプ2の表面側Fにシート材4を配置した状態で表面側Fに溶融樹脂を射出することで、射出した溶融樹脂によってシート材4を貫通孔2a内に押し込んで金属パイプ2の裏面側Rに膨出させ、貫通孔2aの裏面側Rの開口径よりも大径の係合突起5となる膨出部を形成することにより、係合突起5によって金属パイプ2と樹脂部材3とが結合された複合部品1を得る。
(もっと読む)
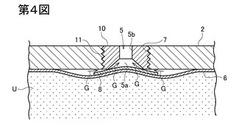
クッションパッド及びその製造方法
【課題】シート材を発泡型にセットし易いばかりか脱型も容易で、シート材の垂れ下がりをなくし、作業性向上,品質向上に貢献するクッションパッドの製造方法を提供する。
【解決手段】シート材8を発泡型1にセット後、発泡原料fの注入,型閉じを経て、裏面F1にシート材8が被着一体化されるパッド本体Fを発泡成形するクッションパッドPの製造方法で、シート状裏面材8bとプレスフェルト8aとを固着した積層シート部8Aが形成され且つ積層シート部8Aを貫通する通孔80が形成されたシート材8と、通孔80を塞いで窪み穴uになるよう積層シート部8Aのシート面85に貼着一体化される強磁性体入りテープ片9と、キャビティC側へ張り出し且つ窪み穴uに嵌合する突出磁石5が設けられた発泡型1とを具備し、窪み穴uに突出磁石5を嵌入し、その上端面52bに強磁性体入りテープ片9を磁力吸着させてシート材8を発泡型1にセットする。
(もっと読む)
成形同時転写用金型及び成形同時加飾成形品の製造方法
【課題】成形同時転写成形法とインサート成形法とを組み合わせた射出成形を行う場合の不具合を軽減する。
【解決手段】第1型10及び第2型20は、型締めによって、金属プレート51及び成形樹脂部53のためのキャビティ40を形成する。成形樹脂部53に転写層30bを射出成形時に形成する転写シート30は、第1型10及び第2型20の転写シート配置部P2に配置され、金属プレート51材上に重ねて配置される。転写シート30と成形樹脂部53とに重ねられている金属プレート51の第1領域51aの近傍に設けられ、第1型10及び第2型20は、成形樹脂部53に接するキャビティ40周辺の第2領域Ar3よりも第1領域51aを低い温度に冷却する冷風を通す冷却用溝15及び第2冷却回路20eを有する。
(もっと読む)
転がり軸受用保持器およびその製造方法
【課題】 保持器の寸法精度の高精度化を図り、強度不足の改善を図ると共に、保持器構成部材の密着性の向上を図り、さらに種々の保持器形状に適用することができる転がり軸受用保持器およびその製造方法を提供する。
【解決手段】 この転がり軸受用保持器は、樹脂材料を芯金1と共に金型でインサート成形して成る。転がり軸受用保持器は、樹脂材料からなる樹脂部2内に芯金1を埋め込み、前記樹脂部2に、芯金1の前記金型のキャビティ内で支持させる支持箇所6を露出させた支持箇所露出部16を複数箇所に設けた。
(もっと読む)
コネクタ端子への電線の接続方法及び圧着成形型
【課題】設備費を抑えつつ容易に自動化して生産性を向上させることが可能なコネクタ端子への電線の接続方法及び圧着成形型を提供すること。
【解決手段】コネクタ端子10を下型42に配置させ、コネクタ端子10のバレル部21に外被13から芯線12を露出させた電線11の端部を配置させる配置工程と、バレル部21へクリンパ53を押し付けて加締めるとともに、下型42に上型43を重ね合わせ、加締めたバレル部21及び電線11の端部の周囲に射出空間を形成し、射出空間へ樹脂を注入してバレル部21及び電線11の端部を覆う樹脂モールド15を成形する圧着成形工程と、を含む。
(もっと読む)
金型及びインサート樹脂成形方法
【課題】バスバーの端子接触面に樹脂漏れが発生しないインサート成形を行うことができる金型等を提供する。
【解決手段】ボルト挿通孔30aの周囲が端子接触面30bであるバスバー30をキャビティ12にセットし、バスバー30のボルト挿通孔30bにボルト31のネジ部31bを挿入し、バスバー30とボルト31をインサート部品としてキャビティ12に樹脂を注入してインサート樹脂成形を行う金型1であって、ネジ孔20aを有し、ネジ孔20aにボルト31のネジ部31bを螺入した位置がボルト31のセット位置となるボルト受け駒部20と、ボルト受け駒部20をネジ孔20aを中心として回転させるモータMとを備えた。
(もっと読む)
発泡材料を備える部品の製造方法
【課題】支持部材、発泡材料層、及び内装用カバーを備える発泡材料部品の製造方法。
【解決手段】本発明の方法は、複数の長尺状の内装用カバー片を縫製することによって内装用カバーを形成する工程と、縫製済みの内装用カバーを位置決め部材の凸状位置調節面に設置する工程と、第1の吸引システムにて位置決め部材上に内装用カバーを吸引する工程と、内装用カバーを上部に引き付けている吸着した状態の位置決め部材を、発泡用ダイの底部ダイ内に配置する工程と、第1の吸引システムを停止し、及び、第2の吸引システムを用いて底部ダイの凹状の位置調節面に内装用カバーを引き付ける工程と、位置決め部材を底部ダイから離脱する工程と、発泡用ダイのプランジャ上に剛性支持部材を設置し、及び閉蓋することによって支持部材と内装用カバーの間に発泡用空隙を形成する工程と、発泡用空隙に発泡材料を注入し、及びポリマー化する工程とを備える。
(もっと読む)
一体成形された細長い要素を有する容器
【課題】燃料タンクの剛性を高め、燃料タンク壁厚を薄くすることにより、使用材料の量を減少させる燃料タンクの形成方法および成形用装置を提供する。
【解決手段】燃料タンクを形成するためのキャビティを用意する工程と、前記キャビティ内に一以上の細長い要素(例えばワイヤの補強材)を挿入する工程と、前記キャビティ内で前記細長い要素の近くにパリソンを配置する工程と、前記パリソンに流圧を加え、これにより前記パリソンを変形させて前記パリソンの表面に前記細長い要素を係合させ、一体化させる工程とにより、燃料タンクを形成する。
(もっと読む)
インサート成形用金型及びカラーのインサート成形方法
【課題】カラーのインサート成形に用いる金型において、高さの異なるカラーに対応可能で、かつ、製造公差を吸収可能なインサート成形用金型を実現し、カラーをインサート成形する。
【解決手段】ボルト挿入穴7、9の内周面にカラー11、13がインサート成形される樹脂製品1を成形する一対の金型3、5と、カラー11、13に挿入される入れ子15、17とを備えてなり、金型3には、入れ子15、17が摺動可能に挿入される入れ子挿入穴19、21が形成され、金型5には、カラー11、13を包囲するキャビティ6が形成され、入れ子15、17は、カラー11、13の内法断面形状に対応する断面形状の上部23、25と、カラー11、13の外法断面形状に対応する断面形状の底部27、29とを備え、金型5に向けて弾発付勢されてなるインサート成形用金型。
(もっと読む)
両面コート成形品の製造方法
【課題】 製造時間の短縮による量産性向上を図り、かつ電力消費の低減による省エネルギ性向上に寄与するとともに、製造設備全体のコストダウン及びサイズダウンを図る。
【解決手段】 金型2に成形材料Rfを収容し、圧縮成形により一次成形品Mfを成形する一次成形工程(Sf)と、一次成形品Mfを金型2から取出した後、金型2にコーティング材料Rcを収容し、次いで、コーティング材料Rcの上に一次成形品Mfを再収容し、次いで、この一次成形品Mfの上にコーティング材料Rcを収容し、圧縮成形によりコーティング処理を行うことにより両面コート成形品Mを得るコーティング処理工程(Sc)と、を備える。
(もっと読む)
歯車状部材に樹脂成形部を成形した樹脂成形品の製造方法
【課題】バリによる成形不良の発生を抑制することができ、生産性の向上を図ることが可能となる歯車状部材に樹脂成形部を成形した樹脂成形品の製造方法を提供する。
【解決手段】歯車状部材に樹脂成形部を成形する樹脂成形品の製造方法であって、
歯車状部材が連結部を介して基材に穿設された金属シートを、可動金型と固定金型に形成されたキャビティに合わせて金型の分割面に略平行に配置する工程と、
可動金型と前記固定金型を型締めしてキャビティに樹脂を充填し、歯車状部材の一部が樹脂で埋設するように射出成形して、歯車状部材と樹脂が一体化した射出成形部を有する成形品を成形する工程と、
金型を開いて該金型から金属シートを取り出す際に、
可動駒に嵌合挿入されたエジェクタピンによって樹脂が一体化した射出成形部と接触することなく、歯車状部材と基材とを同時に加圧して金属シートを突き出す工程と、を有する。
(もっと読む)
インモールド加飾方法及び装置
【課題】本発明は、インモールド加飾方法を改善し、この方法を実施するために適した装置を提供する。
【解決手段】インモールド加飾(IMD)とインモールドラべリング(IML)とにより加飾される成形部品(14)を、加飾側金型半部分(12)とコア側金型半部分(11)とを有する射出成形装置(1)を用いて製造する方法及び装置。前記加飾側金型半部分(12)は可動に構成され、前記コア側金型半部分(11)は台架に固定して構成されている。前記加飾側金型半部分(12)にはIMDフィルム(16)が挿入され、前記コア側金型半部分(11)にはIML成形部品が挿入される。
(もっと読む)
回転電機のコアの電磁誘導加熱方法及び電磁誘導加熱装置
【課題】コアの両端付近のコア板から厚さ方向の中間部付近のコア板まで均一に加熱することができる回転電機のコアの電磁誘導加熱方法及び装置を提供する。
【解決手段】複数枚のコア板Waが積層されて全体として円筒形状に形成された回転電機のコアWの内周側及び外周側に、それぞれ円筒形状をなす内周側コイル14及び外周側コイル15を配置する。この状態で、各コイル14,15に交流電流を流すことにより、コアWを電磁誘導加熱する。
(もっと読む)
広口チューブ体容器と凹凸壁部成形方法
【課題】 本発明は、容器の主体部分である胴部に所望するバリヤー性を容易に付与することを簡単にえるようにすること、また形状保持力高めることにより、必要とするバリヤー性を有する、また外観形状の安定した広口チューブ体容器を簡単に得ることを目的とする。
【解決手段】 合成樹脂チューブ体である胴部2に口筒部3と底部8をインサート成形により設け、口筒部3に着脱する蓋体13で開閉し、口筒部3および底部8を変形し難いものとすると共に、胴部2よりも大きい外径とすることにより、胴部2に所望の物性を付与し易くし、また胴部2の形状安定化を高め、さらに効率のよい廃棄処理を得る。
(もっと読む)
樹脂封止成形品の製造方法
【課題】複雑な工程を要さず、1回の成形工程で所定の外形形状と電子部品の品質を確保できる樹脂封止成形品の製造方法を提供することを目的とする。
【解決手段】電子部品11に当接しない距離で成形品外形面Aよりも天面が金型キャビティの中心側に突き出しているスリーブピン12と冷媒により冷却されているセンターピン13a〜13dを備え、下側保持材14a,14bと上側保持材15a,15bをインサートすることにより冷却され寸法収縮する。寸法収縮しているため、樹脂封止後の熱膨張により保持材14a,14b,15a,15bと封止樹脂40との境界面は締まりばめとなり、境界面の密着力が高くなる。
(もっと読む)
熱プレス装置およびそれを用いた回路基板の製造方法
【課題】熱プレス装置の熱盤間の相対移動量を測定し一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造する。
【解決手段】隣合う2つの熱盤に熱盤間の相対移動量の測定手段が取り付けられていることを特徴とする熱プレス装置を提供し、その熱プレス装置を用いることにより、全方向に変形可能な柔軟性の高い材料を熱盤間に配置し、常温状態で加圧しながら熱盤間の相対移動量を測定することで相対移動量の調整が容易となり一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造し提供する。
(もっと読む)
成形体の設置方法および成形体の設置装置
【課題】型を用いて複数の成形体を基材に一体的に設ける成形体の設置方法において、基板の正しい位置に成形体を設置する方法を提供する。
【解決手段】型を用いて複数の成形体W5を基材W3に一体的に設ける成形体W5の設置方法において、基材W3に成形体W5を設ける第1の成形体設置工程と、この第1の成形体設置工程で設けた成形体W5の位置ずれ量を、基材W3に予め設けられている成形体用基準マークW19を用いて測定する成形体位置ずれ量測定工程と、この成形体位置ずれ量測定工程で測定した位置ずれ量に応じて、基材W3に対する型の位置を補正し、基材W3に2回目以降の成形体W5を設ける第2の成形体設置工程とを有する。
(もっと読む)
1 - 20 / 340
[ Back to top ]