
Fターム[4F202CB21]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 多種材料物品の成形 (859)
Fターム[4F202CB21]の下位に属するFターム
多層化成形 (464)
多色(異色)物品の製造 (360)
Fターム[4F202CB21]に分類される特許
1 - 20 / 35
回転金型支持装置及び多層成形方法
【課題】単層射出成形機を積層射出成形機に転用する場合に、成形機への追加改造を少なくすることができ、更には、固定金型と可動金型と回転金型部とを1組の金型として型開閉装置から着脱することができる回転金型支持装置及び該回転金型支持装置を備えた射出成形機を使用する積層成形方法を提供する。
【解決手段】固定盤と可動盤との間に配置され、1つの円軌跡と、それぞれの一端が該円軌跡に連続して接する型開閉方向に平行な1組の平行直線軌跡とで同一平面に構成される案内軌跡を有するスライドガイド部と、前記スライドガイド部に案内される2つのガイドブロック部と、前記ガイドブロック部が、前記同一平面において前記円軌跡の直径と同じ距離だけ離間するように配置される回転金型支持部と、前記ガイドブロック部の一方と前記可動盤との間を連結する第1のリンクと、を備えたことを特徴とする回転金型支持装置によって達成される。
(もっと読む)
複合成形品及びその製造方法

【課題】ガーニッシュ本体部とクッション部とを接合して一体化したピラーガーニッシュにおいて、ガーニッシュ本体部からクッション部が剥がれ難くする。
【解決手段】ガーニッシュ本体部14の凹状リブ部20(クッション部15の棒状部26との接合部)に2つの突出部27を設け、クッション部15を射出成形する際に2つの突出部27を凹状リブ部20の表面から離れる方向に対して交差する方向に変形(傾斜又は湾曲又は屈曲)させることで、クッション部15の棒状部26のうちの突出部27と凹状リブ部20との間に、凹状リブ部20の表面から離れる方向において突出部27に対してアンダーカット形状となるアンダーカット部28を形成する。これにより、ガーニッシュ本体部14の凹状リブ部20の突出部27とクッション部15の棒状部26のアンダーカット部28とが係合状態となり、凹状リブ部20から棒状部26が剥がれ難くなる。
(もっと読む)
樹脂成形品及び樹脂成形品製造用金型
【課題】簡易な構造で表面側から裏面側に架けて電気的に導通させつつ、薄肉化が可能な樹脂成形品、及び、樹脂成形品の製造に用いる金型を提供する。
【解決手段】シート状の電気的機能部品1の表側と裏側とに樹脂部を有する樹脂成形品であって、電気的機能部品1が、表側に露出する第1領域1Aと、裏側に露出する第2領域1Bと、第1領域1Aと第2領域1Bとを樹脂成形品の表側と裏側に変位させ、かつ、互いを電気的に導通するよう接続する接続領域1Cとを有し、電気的機能部品1の裏側に有する樹脂部として第1領域1Aの裏側に第1樹脂部4が配置され、電気的機能部品1の表側に有する樹脂部として第2領域1Bの表側に第2樹脂部5が配置される。
(もっと読む)
コネクタ及びコネクタの製造方法
【課題】本発明は、防水性が向上されたコネクタ及びコネクタの製造方法を提供する。
【解決手段】コネクタ10は、第1合成樹脂材15によって、端子金具12が貫通される基壁13と、基壁13の縁部寄りの位置から基壁13と直交する方向に延びる板状の延出片18と、延出片18から端子金具12側に突出して形成されると共に相手側コネクタと係止する係止部20と、を備えた一次成形部14を成形する第1工程と、一次成形部14を第2合成樹脂材16によって更に成形することにより延出片18及び基壁13に固着する二次成形部17を形成し、一次成形部14と二次成形部17とによってフード部11を形成する第2工程と、を実行することにより製造される。
(もっと読む)
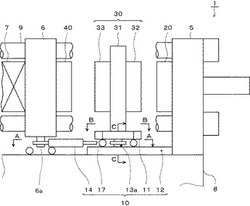
射出成形機およびその成形方法
【課題】
第1の金型が取付け可能な第1の盤と第2の金型が取付け可能な第2の盤との間に、型開閉方向と直交する方向の軸を中心に回転され中間金型が取付け可能な回転盤が設けられた射出成形機およびその成形方法に関し、特には第1の盤または第2の盤の少なくとも一方に突出装置が設けられたものにおいて、一般的な成形品の成形することも可能とする。
【解決手段】 第1の金型21が取付け可能な第1の盤22と第2の金型23が取付け可能な第2の盤24との間に、型開閉方向と直交する方向の軸Aを中心に回転され中間金型20,20が取付け可能な回転盤18が設けられた射出成形機11において、前記第1の盤22または第2の盤24の少なくとも一方には突出装置30,31が設けられるとともに、前記回転盤18には突出装置30,31によって作動されるロッド51が挿通される孔52を設ける。
(もっと読む)
回転金型支持装置
【課題】金型や回転金型支持装置の摺動部分に掛かる型合わせ位置の誤差による負荷を低減することができる回転金型支持装置を提供する。
【解決手段】対向する2つの金型取付盤間2・3に配置され、回転軸回りに回転され、該金型取付盤の少なくとも一方に取り付けられた金型と組み合わされる回転金型12・13を用いて成形品を成形する射出成形装置の回転金型支持装置10において、前記回転金型12・13が取り付けられる回転金型取付部10aと、該回転金型取付部を支持する支持部10bとが、弾性体を介して複数個所で固定されることを特徴とする回転金型支持装置10によって達成される。
(もっと読む)
2次成形品製造方法
【課題】2次成形品を製造する方法においては、金型を1次成形用と2次成形を一つの金型内において同時に出来るようにし、コストを抑え精度の良い製品を提供する。
【解決手段】1次固定側製品形状部7には成形用可動型10が来て1次成形品12が成型され、2次固定側製品形状部8にはインサート部材9を挿入した後、成形用可動型11が来て型締めされ2次成形品13が成型される第一の工程があり、型開き後に予め可動側金型2に設けてある駆動装置5により、可動側金型2が回転中心軸6を中心に180°回転移動した後、1次固定側製品形状部7には成形用可動型11が来て1次成形品12が成型され、2次固定側製品形状部8にはインサート部材9を挿入した後、成形用可動型10が来て型締めされ2次成形品13が成型される第二の工程があり、該駆動装置5の180°回転往復移動により、これら第一の工程及び第二の工程を交互に繰り返すことで解決する。
(もっと読む)
成形方法
【課題】色および/または材質の異なる2枚の熱可塑性樹脂シート成形の際に生じるバリをリサイクルを可能とし、歩留まりの低下を抑制可能な成形方法を提供する。
【解決手段】色および/または材質の異なる2枚のシートを用いて中空体を成形方法であって、色および/または材質の異なる2つの熱可塑性樹脂製材料の溶融状態のシート状パリソンP離間した状態で、一対の分割金型のそれぞれのキャビティ116の周縁部に設けられる環状のピンチオフ部118にはみ出させる様に位置決めし、それぞれのシート状パリソンPを離間させる方向にキャビティ116まで移動させ、環状外枠部を有するキャビティ116とシート状パリソンPにより形成した密閉空間及び環状ピンチオフ部118の外側部分も含めシート状パリソンPを吸引賦形後に、一対の分割金型を型締めして、環状のピンチオフ部118同士を当接させる事により2つのシート状パリソンP同士を溶着する。
(もっと読む)
積層成形装置及び金型交換方法
【課題】複数組の金型を使用する積層成形装置の金型交換を1組の金型交換と略同じ時間で可能とし、金型交換装置の特殊化あるいは大型化が不要な積層成形装置と金型交換方法を提供する。
【解決手段】固定盤側に複数の射出ユニットを有し、型締機構で可動盤を型開閉させ、固定盤と可動盤とに相対する面に異なる製品キャビ金型を取り付け、固定盤と可動盤間で、型開閉方向に型開閉動作と連動した移動と、任意の移動位置での停止および回転とが可能な機構を有する回転盤が配設された積層成形装置において、回転盤の金型を取り付ける回転部を回転盤から着脱かつ昇降可能とすることにより、固定盤と可動盤との間の複数組の金型が一体化された状態で金型交換する。
(もっと読む)
金型を使う成形品の製造方法および金型装置
本発明は、金型を使用して成形品を製造する方法および金型装置を対象とする。本発明に係る方式は、耐圧性の高いフレーム(1)、およびフレーム内に配置される加圧筐体(6)を含み、加圧筐体において金型が高い圧力および温度に囲繞される。高温を利用することで、オートクレーブを使った後処理を行わなくてすむ。本製造技術に適した複数の下部分を加圧筐体(6)の下部分として配設可能であり、この場合、本発明に係る方式を用いて、プラスチック成形技術として知られ真空成形金型や射出成形金型などに用いられる技術を、圧縮成形技術によって製造される成形品および金型に適用する。 (もっと読む)
射出成形方法
【課題】板状部の裏面に突起部を有する射出成形品の成形に際し、板状部のヒケを防止できる射出成形方法の提供を目的とする。
【解決手段】板状部の裏面に突起部を有する射出成形品を射出成形する際に、射出成形金型20内の突起部成形用キャビティ25に溶融樹脂を射出して射出成形品の突起部13を成形した後、射出成形金型20を板状部の厚みに応じた分だけ開くことにより、射出成形金型20内に突起部13の一方の端面13aと接する板状部成形用キャビティ27を形成し、板状部成形用キャビティ27に溶融樹脂を射出して突起部13の高さよりも厚みが小で、且つ突起部13の一方の端面13aを覆う板状部を成形する。
(もっと読む)
圧縮成形型及び成形プロセス
【課題】ゴルフグリップ等のグリップの圧縮成形プロセスにおいて、完成品の色及び/又は材料組成を明確に分割する。
【解決手段】本発明の改善された圧縮成形プロセスは、圧縮成形型20の上型部22と下型部24との間に配置される分割プレート26を使用して、複数のエラストマー材料の明確に分割してグリップを成形する。上型部22及び下型部24の少なくとも一方に任意的に取付けられたコンパウンド保持プレート25が完成したグリップに明確な色分けを形成する。任意的なコンパウンド保持プレート25は、グリップの分割線に形成される少なくとも1つの溝を設け、この溝が塗料で塞がれて全体で二色を呈する。
(もっと読む)
二材成形用射出成形機
【課題】金型の加熱を効率よく行いつつ、型を閉じるときに金型同士が干渉するのを防ぐとともに、キャビティ温度のオーバーシュートを有効に防ぐことのできる二材成形用射出成形機を提供することを目的とする。
【解決手段】異なった樹脂材をそれぞれ可塑化して射出充填する2組の第一射出ユニット、第二射出ユニットを有する二材成形用射出成形機において、二次側の第一射出ユニット側での射出成形を行うに先立ち、一次側の第二射出ユニット側での射出成形後、回転ダイプレートの180度回転が完了するまでの間に、金型の加熱を開始するようにした。また、加熱開始後、回転ダイプレートの180度回転が完了するまで、つまり型閉を行うまでは、金型温度を、加熱開始時の金型温度よりも高く、かつ射出時における金型温度よりも低く設定された温度領域内に維持するようにした。
(もっと読む)
インサート物を内蔵する2重射出成形方法及び該2重射出成形方法により製作されたインサート物内蔵型電子製品ケース
【課題】インサート物が剥落しない美麗なケースを製造する2重射出成形方法を提供する。
【解決手段】本発明の2重射出成形方法は、固定金型100と可動金型200とを含む第1及び第2金型組立体を有し、固定金型はランナーを備え、ランナーはゲートを備え、第1及び第2金型組立体の可動金型とが一体である2重射出成形装置を用いる2重射出成形方法であり、第1金型組立体を型開きし、インサート物400を第1金型組立体の可動金型200内に配置し、第1金型組立体の可動金型200を固定金型100と結合させ、第1射出液を第1金型組立体内に射出し、第1金型組立体を型開きし、作られた1次射出成形品を第2金型組立体の可動金型に移動させ、第2金型組立体の可動金型を固定金型と結合させ、第2射出液を第2金型組立体内に射出し、第2金型組立体を型開きし、完成された射出成形品を第2金型組立体から取り出すことを特徴とする。
(もっと読む)
多材質射出成形機および多材質射出成形機の制御方法
【課題】回動型をサーボモータにより移動可能な多材質射出成形機を提供する。
【解決手段】本発明の多材質射出成形機は、固定型10、可動型9、及び、固定型10と可動型9との間で回動する回動型11からなる金型を用いて多材質成形品を成形する射出成形機であって、前記固定型10に当接して溶融材料を射出する第1射出装置2と、前記可動型9に当接して溶融材料を射出する第2射出装置30と、サーボモータおよびボールネジによる回動型11の移動手段13と、前記回動型11を介して前記固定型10と前記可動型9を圧締する圧締手段4とからなる。
(もっと読む)
樹脂材の射出成形方法および射出成形装置
【課題】射出成形されたレンズ部2を第一金型6から脱型した場合に熱収縮により発生する該レンズ部2の歪を補正する。
【解決手段】互いに型合わせされる第一、第二の金型6、7を用いてレンズ部2とハウジング3をそれぞれ射出成形した後、レンズ部2とハウジング3とを突き当てて一体化する前のハウジング3に成膜を施す工程と並行して、第二金型7に残るレンズ部2の第一金型6脱型面に、可動金型8の先端型面8aを押し当てて歪を補正するようにした。
(もっと読む)
成膜成型品の製造方法および製造装置
【課題】射出工程で成形した未成膜成形品1Xの表面に、成膜工程で成膜を施すにあたり、該未成膜成形品1Xが型残りする固定金型3の型面に邪魔されないようにして成膜する。
【解決手段】成膜成形品1は裏面に支持脚1cが形成されるものとし、成膜工程時、支持脚1cをエジェクターピン11で中間位置まで押出して未成膜成形品1Xが固定金型3から持ち上がった離間状態とし、この状態で成膜を施すことで、成膜成形品1の周端部の成膜2が固定金型3の型面によって邪魔されることなく綺麗に成膜ができるばかりでなく、未成膜成形品1Xの裏面と型面3aとの隙間が大きくなって真空引きする際の時間短縮が図れることになる。
(もっと読む)
シール及びその製造方法
【課題】成形時間を短縮できるとともに、ヒール部とシール部との接合強度を良好に確保でき、しかも、全体として良好な可撓性を有するシール及びその製造方法を提供する。
【解決手段】シール10は、合成ゴムによって形成されたシール部11と、動的架橋型熱可塑性エラストマーによって形成されるとともにシール部11に接合されたヒール部12とにより構成されている。シール部11は、成形金型20のシール形成部23に射出した合成ゴムを成形金型20内において加熱架橋することにより成形される。ヒール部12は、成形金型20のヒール形成部26に射出した動的架橋型熱可塑性エラストマーを成形金型20内において冷却させて硬化させることにより成形されるとともにシール部11に接合される。
(もっと読む)
車両用助手席エアバッグ及びその製造方法
【課題】室内に回転作動するエアバッグドアがスムーズに作動できる車両用助手席エアバッグ及びその製造方法を提供する。
【解決手段】本発明は、車両の助手席に乗る搭乗者を保護するために作動するエアバッグによって外側に回動するエアバッグドアが備えられ、エアバッグドアは下側面上にエアバッグの展開圧力によって破断するように形成された切開溝、エアバッグドアの両側端部が外側に傾いた傾斜部、エアバッグドアボディーの下側中央を基準として幅方向に厚さが変る可変部を含み、エアバッグドアの下側に後方に向いて一体で延設されて装着孔が形成されたシュート部と、エアバッグドアと一体成形されてエアバッグドアの傾斜部と一体に面接合され、エアバッグドアが外側方向に回動するときにこれを支持する挿入部が備えられたクラッシュパッドと、を含めて構成されることを特徴とする。
(もっと読む)
樹脂の多層射出成形方法及び樹脂の多層射出成形装置
【課題】金型キャビティ容積の拡大位置制御を向上させ、所望する多層構造の樹脂成形品を得る樹脂の多層射出成形方法及び樹脂の多層射出成形装置を提供する。
【解決手段】金型キャビティ内に1層目の樹脂成形材料を射出充填して成形した後に、可動盤を後退させ前記金型キャビティを拡大し第1層目の樹脂成形材料と金型キャビティ面との間に2次キャビティを形成して、該形成した2次キャビティに2層目の樹脂成形材料を射出充填するに際し、前記2次キャビティの形成は、型締力を解放した後、型厚調整機構を駆動してトグル機構を前記可動盤がトグル機構のロッキング状態で所定の金型キャビティ拡大位置となるまで後退させた後、前記トグル機構を駆動してトグル機構のロッキング状態まで可動盤を前進させて行う。
(もっと読む)
1 - 20 / 35
[ Back to top ]