
Fターム[4F202CB28]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (13,372) | 多種材料物品の成形 (859) | 多色(異色)物品の製造 (360)
Fターム[4F202CB28]に分類される特許
1 - 20 / 360
型内塗装用型
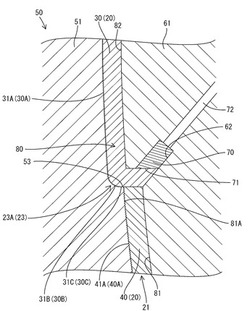
多色成形品の製造方法、成形型、及び多色成形品
【課題】意匠性をより高くすることが可能な多色成形品の製造方法を提供する。
【解決手段】スライド型70を成形空間80に進入させることで、ロアボード成形空間81を形成するスライド型進入工程と、ロアボード成形空間81に溶融樹脂を射出してロアボード40を成形するロアボード成形工程と、成形空間80からスライド型70を退避させることで、アッパーボード成形空間82を形成するスライド型退避工程と、アッパーボード成形空間82にロアボード40とは異なる色の溶融樹脂を射出してアッパーボード30を成形するアッパーボード成形工程と、を備え、スライド型進入工程においては、平坦面30Cを成形するための成形面53に、スライド型70の下面71の一部を当接させるとともに、スライド型70によって開口81Aを塞ぐことで、連結面30Bと表面40Aとの連結箇所をアッパーボード30とロアボード40との境界として設定することを特徴とする。
(もっと読む)
耐ヒートショック性評価用インサート成形体、及び耐ヒートショック性評価用インサート成形体の製造方法

【課題】測定精度がより高く、より短時間で評価を終了させることができる耐ヒートショック性評価用インサート成形体、及び当該耐ヒートショック性評価用インサート成形体の製造方法を提供する。
【解決手段】ウェルドラインが形成された樹脂部材と、上記樹脂部材によって表面の少なくとも一部が覆われるインサート部材とを備え、上記樹脂部材が上記樹脂部材の表面と樹脂部材側のインサート部材との接合面との間隔が、ウェルドラインから離れるにつれて大きくなる肉厚傾斜部と、肉厚傾斜部の肉厚な両端と連なり肉厚傾斜部と共にインサート部材を囲う整流部とを有する耐ヒートショック性評価用インサート成形体を用いる。
(もっと読む)
三枚構造の射出成形金型、射出成形装置及び射出成形方法
【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な単層及び積層成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】固定金型12と、可動金型14と、回転金型16と、ラックアンドピニオン機構20とを備える三枚構造の射出成形金型であって、ラックアンドピニオン機構20は、ピニオン22を回転金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により回転金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
コンテナの壁体構造及びコンテナの製造方法
【課題】軽量化を図ったコンテナを従来より高い生産性で製造可能なコンテナの壁体構造及びコンテナの製造方法を提供する。
【解決手段】本発明のコンテナ10の壁体構造及び製造方法によれば、軽量孔21F,22Fと薄肉壁部21B,22Bとによってコンテナ10の軽量化が図られると共に、第1及び第2の側壁21,22のうち軽量孔21F,22Fを有した本体壁部21A,22Aを成形する樹脂成形金型50で薄肉壁部21B,22Bをコアバック成形することができるので、従来のシートの貼り付け作業が不要になり、従来より高い生産性でコンテナ10を製造することが可能になる。また、コンテナ10の成形用に流動性が高い樹脂を使用せずに済み、これに伴い、耐衝撃性の低下等の問題も解消される。
(もっと読む)
樹脂成形品の製造方法
【課題】第1樹脂成形体の端末部に第2樹脂成形体を接合した形態の樹脂成形品の製造方法において、その接合強度の向上を図ることができ、かつ、接合部での樹脂漏れによる外観不良を効果的に防止し得る、当該樹脂成形品の製造方法を提供する。
【解決手段】
前記第2樹脂成形体3を成形する工程では、第1樹脂成形体2の端末部2Aにおける両面のうちキャビ型11の型面との当接により形成される意匠面Fとは反対の裏面R側に空隙G3を設け、この空隙G3に第2樹脂成形体3を形成するための第2溶融樹脂M2が回り込んで固化することにより、第1樹脂成形体2の端末部2Aと第2樹脂成形体3との接合面積を拡大する。また、空隙G3への第2溶融樹脂M2の流れ込み時に、第1樹脂成形体2の端末部2Aの位置を規制することで、第2溶融樹脂M2が第1樹脂成形体2の意匠面Fに滲み出る現象、すなわち接合部4での樹脂漏れによる外観不良を防止する。
(もっと読む)
樹脂成形品およびその製造方法
【課題】樹脂成形品のステッチ模様をより本物らしくする。
【解決手段】樹脂成形品は、意匠面31側に突出する複数の糸目部34,36が表側に並べて形成された第1部材32と、糸目部34,36の突出端部を露出させた状態で第1部材32の表側を覆うように形成された第2部材44とを備えている。意匠面31をなす第2部材44の表面と該第2部材44から露出する糸目部34,36の突出端部とは互いに異なる色とされ、複数の糸目部34,36によって樹脂成形品の意匠面31にステッチ模様の縫い目が構成される。
(もっと読む)
成形部品、電子機器及び成形部品の製造方法
【課題】成形品質、耐久性に優れた成形部品、これを筐体に用いた電子機器、及び当該成形部品の製造方法を提供すること。
【解決手段】本技術の一形態に係る成形部品は、一次成形層と、二次成形層と、インモールド層とを具備する。上記一次成形層は、基体部と突出部とを含む。上記基体部は、全体的に箱状である。上記突出部は、上記基体部の周縁から突出する。上記二次成形層は、上記一次成形層の上に積層され、光透過性の樹脂材料からなる。上記インモールド層は、上記一次成形層と上記二次成形層との間に形成される。
(もっと読む)
軸筒および軸筒の成形方法
【課題】把持位置の異なるあらゆるユーザに対し、軸筒の良好な使用感を与える。
【解決手段】軸筒の成形方法は、一次成形によって軸筒本体10を形成する第1の工程と、二次成形によって軸筒本体10の外周面に、軸方向に延在するグリップ20を装着する第2の工程とを含む。第2の工程では、軸筒本体10の先端部を保持するように金型部材41を配置して、金型部材41で、軸筒本体10の軸方向先端部を覆うようなキャビティー44の一部を形成し、キャビティー44に成形材料を供給してグリップ20を形成する。
(もっと読む)
ロータリ射出成形機の制御方法
【課題】ロータリ射出成形機の連続成形を成形原料、時間及び労力の無駄なくして立上げ及び終了させることができる制御方法を提供する。
【解決手段】8次の成形工程を有するロータリ射出成形機1により連続成形を立上げるとき、1次成形のキャビティ18aのみ射出充填を実行し、2次成形から8次成形の各キャビティ18b〜18hへの射出充填を停止し、回転盤9を(360/8)度回転させて次の成形工程へ移行する度毎に、射出充填を実行するキャビティを2次成形から8次成形のものまで順次に追加し、8回以降の成形工程では、全てのキャビティを射出充填して連続成形を立上げる。
(もっと読む)
保温又は保冷容器
【課題】ブロー成形体からなるタンクの周囲を発泡樹脂で包み、その周囲を外装材で押さえた貯湯タンクにおいて、タンクの変形を防止し、長期の使用に耐えられる貯湯タンクを提供する。
【解決手段】いずれもプラスチックのブロー成形体からなる内層タンク1と外層タンク16が、上端の第1ネック部3,19と下端の第2ネック部4,21で密着して、接合されている。硬質発泡プラスチックが内層タンク1と外層タンク16の隙間内で発泡し同隙間内に充填されている。
(もっと読む)
偏光ビームスプリッタを作製する方法
【課題】本開示は、ポリマー偏光ビームスプリッタを作製する方法を提供する。
【解決手段】代表的な方法には、第1の面と第2の面を備えている偏光フィルムを成型型内に担持させること、前記偏光フィルムの第1の面に隣接させてポリマー材を成型型の中に注入すること、第1のポリマー材を固化させて第1のプリズムを形成させること、及び、第2のプリズムを偏光フィルムの第2の面に固定することが含まれている。別の代表的な方法には、偏光ビームスプリッタの構成要素を射出成形すること、及び、第1のポリマー材のガラス転移温度よりも約20℃低い温度を超えない温度まで前記第1の構成要素を熱処理することが含まれている。
(もっと読む)
射出成形方法及びその装置
【課題】射出成形において、成形品の品質向上を図ると共に生産効率の向上を図る。
【解決手段】射出機18の第1射出ノズル20から固定型12のキャビティ24に溶融樹脂を射出して第1成形品52を得る際、前記溶融樹脂が前記固定型12と第1可動型14との間の間隙46を通じて、第2射出ノズル26近傍に形成された第1及び第2サブキャビティ30、40に充填される。そして、固定型12から第1可動型14を離脱させる際、第1及び第2サブキャビティ30、40で成形された予備成形物54が前記第1可動型14と共に離脱する。最後に、第1可動型14を第2可動型16と交換し、第2射出ノズル26から導入孔48を通じて別のキャビティへと溶融樹脂を射出して第2成形品62を得る。
(もっと読む)
射出成形方法及びその装置
【課題】射出成形において、製造コストの削減を図ると共に生産性の向上を図る。
【解決手段】射出機16から可動型14の第2キャビティ42に成形材を射出して第2成形部52を得る際、前記成形材が前記可動型14のゲート部62を通じて前記第2キャビティ42へと供給される。この際、成形材は、ゲート部62に供給されると同時に固定型12のサブキャビティ38に供給され充填される。そして、固定型12から可動型14を離脱させる際、ゲート部62の連通部48が、第2キャビティ42側に向かって先細状に形成されているため、前記固定型12と共にゲート成形部56が可動型14から離脱し、その作用下に前記連通部48で形成されたゲート部62が、その先端部62aを起点として第2成形部52から切り離される。
(もっと読む)
樹脂成形品の製造方法
【課題】複数の層の樹脂による積層体の部分を含む樹脂成型品を製造する場合であっても、各層の樹脂の厚みを正確かつ容易に制御できる樹脂成型品の製造方法を提供する。
【解決手段】隣り合うように並べられた2つのTダイ28の押出スリット34それぞれから、シート状パリソンが単層で押し出され、この2枚の単層シート状パリソンが接着されて積層体を形成する。各シート状パリソンの厚みは、Tダイ28のスリットからの押出速度や、調整ローラ30の回転速度などにより精密に調整できるようになっている。このため、少なくとも2層の樹脂による積層体を成型する際にも、この積層体における各層の厚さを個別に、正確かつ容易に調整することができる。
(もっと読む)
射出成形機
【課題】フィルムを所定の位置に位置決めができ、フィルムの表面に傷がつくのを防止することができる射出成形機を提供する。
【解決手段】射出成形機1は、凸状の加工面111を有する凸金型11と、凹状の加工面121を有する凹金型21とを有し、前記凸状の加工面111にフィルムFを負圧吸引手段51により仮保持し、前記凸金型11と前記凹金型21とを型締めしてキャビティを形成し、前記フィルムFを前記凹状の加工面121に当接させた当接状態で溶融樹脂を供給して成形品を成形する射出成形機1において、前記フィルムFを前記凸状の加工面111の所定の位置に配置する位置決め手段41を有することを特徴とする。
(もっと読む)
複雑な形状のインモールド成形を行う方法、そのインモールド成形に使用する転写シート、および当該方法で形成された樹脂成形品
【課題】深絞り度が高く、アンダーカットを有する樹脂成形品をインモールド成形するにあたり、成形時にフィルムが破れたり皺が発生したりすることなく、しかもデザイン図柄等の歪みの少ない美麗な外観を有する樹脂成形品を得るのに最適なインモールド成形を可能にする。
【解決手段】常温で高伸縮性の樹脂製基材シート12および図柄インク層14を有し、図柄インク層14が形成された面とは反対側の面が高い滑動性を有する転写シート10を、キャビ型30の開口40を覆うようにして、反対側の面をキャビティ32に向けて取り付け、キャビティ32内を減圧してキャビ型30の表面を滑らせつつ転写シート10を吸い込んでキャビティ32の内面に密着させ、転写シート10がキャビティ32の内面に密着した状態でキャビ型30を閉じ、然る後、キャビティ32内に溶融樹脂を射出することにより、上記課題を解決できる。
(もっと読む)
熱硬化性樹脂複合体の製造方法及び製造用金型
【課題】複数の熱硬化性樹脂成型体を鉛直方向に沿って延びる複合面で複合させた熱硬化性樹脂複合体であっても、複合面に変形や亀裂が生じにくく、複合面を成形する複合面成形金型の取り外しが容易な熱硬化性樹脂複合体の製造方法及び製造用金型を提供する。
【解決手段】複数の熱硬化性樹脂成型体1,2を鉛直方向に沿って延びる複合面3で複合させた熱硬化性樹脂複合体Cの製造方法であって、第1金型10の第1キャビティ14に第1樹脂原料液を注入し、加熱硬化させて第1成型体1を成形する工程と、複合面成形金型131,132を、第1樹脂原料液のタックフリータイム経過後、複合面3に対して平行以外の方向に取り外す工程と、複合面3との間に第2キャビティ21が形成されるように第2金型20を配置する工程と、第2キャビティ21に第2樹脂原料液を注入し、加熱硬化させて第2成型体2を成形すると同時に第1成型体1と複合させる工程とを備える。
(もっと読む)
インサート成形方法および装置
【課題】インサート物が例え柔軟な部分を含んでいても高品位の製品を安価に得ることができるインサート成形方法を提供する。
【解決手段】半製品(50)の製作に使用された製作治具(55)を利用して半製品(50)の外周面を樹脂層(J1、J2)で被覆する。製作治具(55)に保持されている半製品(50)の上半分と固定側金型(1)の凹部(5L、5R)とにより構成されるキャビティ(C1)に射出して1次成形する(J1)。1次成形され固定側金型(1)に残っている半製品(50)の下半分と可動側金型(20)の凹部(30L、30R)とにより構成されるキャビティ(C2)に射出して2次成形する(J2)。1、2次成形を実質的に同時に実施する。
(もっと読む)
バルブゲート式金型装置
【課題】バルブゲート式金型装置による射出成形によって車両用灯具を構成するカバーレンズを成形するにあたり、成形品の意匠面に残るバルブピンの先端部による押圧跡の形成を抑制して光学的な悪影響を与えることが少ない意匠面を可能にするバルブゲート式金型装置を提供することにある。
【解決手段】カバーレンズの意匠面の部分を成形する成形金型のキャビティ55の意匠面形成領域56を、金型の型開き方向の垂直面方向に対して所定の角度で傾斜した状態に形成し、この意匠面形成領域56にバルブゲート60を配設すると共にバルブゲート60のゲート部61の筒内65に挿脱して溶融樹脂の流路を閉開するバルブピン65の挿脱方向を成形金型の型開き方向と同一方向とした。バルブピン65は先端部69の形状を凸球状又は凸円錐状とすると共に先端面70を複数の凹部と凸部で構成する凹凸面とした。
(もっと読む)
1 - 20 / 360
[ Back to top ]