
Fターム[4F202CD00]の内容
プラスチック等の成形用の型 (108,678) | 型の製造 (4,718)
Fターム[4F202CD00]の下位に属するFターム
型の製造の主要手段 (2,034)
型の製造の補助操作 (1,698)
コンピュータを用いるもの (171)
その他の点 (783)
Fターム[4F202CD00]に分類される特許
21 - 32 / 32
射出成形方法及び光学素子
【課題】書面に垂直方向に対して傾斜した…目視可能とする。
【解決手段】本発明に係る射出成形方法は、熱可塑性樹脂中に無機微粒子が分散された有機無機複合材料を成形する射出成形方法であって、前記熱可塑性樹脂のガラス転移温度Tgより高い温度に保たれた金型1のキャビティ26に前記有機無機複合材料を射出する工程と、金型1の温度が前記熱可塑性樹脂のガラス転移温度Tg以下になるまで金型1を冷却する工程と、金型1のキャビティ26から前記有機無機複合材料で構成された成形品を取り出す工程と、を有し、金型1を冷却する工程における平均冷却速度が0.4〜3.0K/secである。
(もっと読む)
熱により影響を与えることができる材料から成る構成部材に一次成形形状付与または二次成形形状付与するための成形工具
本発明は、繊維複合材料から成る構成部材を製作するための成形工具であって、当該成形工具が、繊維複合構造体と電気的な抵抗加熱エレメントとを有しており、当該成形工具の繊維複合構造体内に、当該成形工具の形状付与表面の近傍で、プラスチックマトリックスに含まれた炭素繊維または炭素フィラメントが埋め込まれている形式のものに関する。このような形式の成形工具は、プラスチックマトリックスに含まれた炭素繊維または炭素フィラメントが、形状付与表面の近傍で、主として、当該成形工具の機械的な強度を規定しており、電気的な抵抗加熱エレメントの少なくとも個々の区分が、互いに電気的な並列回路を形成しているように、電気的な抵抗加熱エレメントが接続されていることによって一層改良される。  (もっと読む)
(もっと読む)
積層造形金型とその製造方法

【課題】3次元形状で外形の大きな造形物を、ベースプレートの反りを少なくし形状の歪みをなくして精度よく製造する。
【解決手段】ベースプレート22上に硬化層2を積み重ねて所望の造形物5を得る時、硬化層2の焼結時に粉と粉の間の空間が失われ体積が減少、さらに凝固収縮で造形物5の内部に収縮応力110が生じる。造形物5は一旦ベースプレート22と結びつき体積収縮が起こることから、ベースプレート22には引っ張り力による反力111が働く。収縮応力110>反力111の時、ベースプレート22が反って、その上に形成の3次元形状に歪みが生じる。造形物5の下部でベースプレート22との接触面に切り欠き6を設け、ベースプレート22と造形物5間の接触面積を小さくして、収縮で生じる曲げモーメントを小さくし、収縮応力110と反力111の釣り合いがベースプレート22に有利になり、反りを抑えて造形する3次元形状を正しく形成する。
(もっと読む)
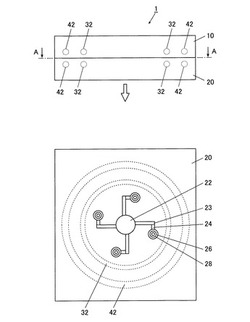
光学素子成形用型の製造方法及び光学素子の製造方法
【課題】成形型素材の製造リードタイム及びコストを抑えて、更には、成形用型としての成形面精度の高精度化への対応と併せ成形型の総合的な精度確保が可能な成形用型の製造方法を提供して、高品質・高性能の光学素子を素早く廉価に提供できるようにする。
【解決手段】円柱形状である基準型部2よりも直径が大きい円柱形状の成形用型部3の端面と基準型部2の端面とを固着して成形用型部3と基準型部2とを一体化し、光学素子成形用型1を構成する。この光学素子成形用型1を加工機に取り付け、基準型部2の基準面である側面を衝として該加工機の主軸と同軸に芯出し調整し、回転する研削砥石18により成形用型部3を加工して成形用型部3の直径を基準型部2と同径にする。その後、成形用型部3の成形面を所望の形状に加工する。
(もっと読む)
チューブの製造方法、チューブ及びチューブポンプ
【課題】所定長さのチューブ本体の外周面上に係合凸部を設けたチューブを容易に製造できるチューブの製造方法を提供する。また、チューブポンプ毎の吸引能力差を小さくできるチューブ及びチューブポンプを提供する。
【解決手段】合わせ面50a,51aに、チューブ本体35の外径と対応する曲率半径にて断面円弧状をなすセット用凹部53が所定方向へ延びるように形成されるともに、各係合凸部形成部材36,37と個別対応する形状のキャビティ54,55がセット用凹部53の長手方向において所定間隔Lだけ離間した各位置でセット用凹部53の周方向に沿うように形成されてなる成形型52が用いられる。そして、セット工程では、チューブ本体35を成形型52のセット用凹部53内にセットした後、各キャビティ54,55内に溶化した材料を射出することにより、各キャビティ54,55内を材料で充填させる。
(もっと読む)
重合性組成物およびそれを用いたネガ型レジストおよびそれを用いた画像パターン形成方法。
【課題】高感度な重合性組成物および該組成物を用いた画像パターン形成方法を提供する。
【解決手段】下記一般式(1)で表されるラジカル重合開始剤(A)、ラジカル重合性化合物(B)、およびアルカリ可溶性樹脂(C)とを含んでなる重合性組成物。一般式(1)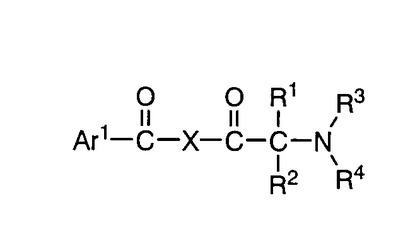 (もっと読む)
(もっと読む)
断熱金型、金型部品及び成形機
【課題】キャビティ空間において転写性にばらつきが生じるのを防止することができ、成形品の品質を高くすることができるようにする。
【解決手段】金型本体と、金型本体に取り付けられ、キャビティ空間C1、C2と対向する面に微細な凹凸のパターンを備える転写面が形成された転写部材と、転写部材の裏側に配設され、キャビティ空間C1、C2への成形材料の流入部に近いほど断熱性が高く、流入部から離れるほど断熱性が低くされた断熱層35とを有する。断熱層35は、キャビティ空間C1、C2への成形材料の流入部に近いほど断熱性が高く、流入部から離れるほど断熱性が低くされるので、キャビティ空間C1、C2の全体において転写性を高くすることができ、パターンを精度良く転写することができる。
(もっと読む)
ローラの成型用金型、ローラの製造方法、及びこれらによって製造されたローラ
【課題】芯材およびそれを支持する駒の表面等に、バリやキズの発生を抑制し、耐久性等にも優れたローラの成型用金型、ローラの製造方法、及びこれらによって製造されたローラを提供する。
【解決手段】芯材5と、該芯材の外周に円筒状の弾性層を形成するパイプ金型2と、該パイプ金型の両端部に設けられ該パイプ金型内で前記芯材を保持する芯材保持部を備えた少なくとも2つの駒1、3と、を有するローラ成型用金型において、前記2つの駒における芯材保持部11の少なくとも前記芯材と接触する部分を高硬度化し、表面硬度をロックウェルC硬さ(HRC)50〜70に構成する。
(もっと読む)
タイヤモールド鋳造設備用組成物
【課題】 注湯により繰り返しA1変態温度を経た場合においても、低い熱膨張率を維持することができ、かつ、熱歪によるクラック発生を抑制することが可能なタイヤモールド鋳造設備用組成物を提供する。
【解決手段】 配列テーブル1上に略円筒状のタイヤモールド鋳造用枠体3を備え、略円筒状のタイヤモールド鋳造用枠体3内の中央部所定位置にタイヤモールド用鋳型2を配置して、配列テーブル1、タイヤモールド鋳造用枠体3およびタイヤモールド用鋳型2により形成される中空部に溶湯5を充填することによりタイヤモールドの鋳造を行うタイヤモールド鋳造設備に用いられる組成物である。JIS FCD400品において、Si含有量が2.4〜2.7重量%、かつ、Mg含有量が0.07〜0.10重量%である。
(もっと読む)
RTM成形型およびRTM成形方法
【課題】 本発明は、上記問題点に鑑み、樹脂の流動先端を検知するセンサの繰り返し使用を可能とするRTM成形型およびRTM成形方法を提供することを目的とする。
【解決手段】 本発明にかかるRTM成形型によれば、第1型(1)と、第1型(1)と組み合わされた状態で樹脂が注入される中空部(10)を形成するとともに、中空部(10)に対して隔壁(9)を介して溝部(11)が形成された第2型(2)と、中空部(10)を流動する樹脂を検出する超音波センサ(6)と、超音波センサ(6)は、溝部(11)に設けられるとともに、隔壁(9)に取り付けられていることを特徴とする。このため、離型の際に超音波センサ(6)が損傷を受けずに型に残り、超音波センサ(6)を繰り返し使用することが可能となる。
(もっと読む)
樹脂製光学部品用の成形型の製造方法
【課題】 レジスト層の露光工程を大幅に短縮化して、製造効率を向上させるとともに寸法精度を向上させることが可能な樹脂製光学部品用の成形型の製造方法を提供する。
【解決手段】 基板1上に酸化シリコン層と金属マスク層とレジスト層5とを積層し、電子ビーム描画法によりレジスト層5を露光して複数の突起状のレジストパターンを形成し、レジストパターンをマスクにしてレジストパターンおよび金属マスク層を非選択的かつ異方的にエッチングし、エッチング後の金属マスク層をマスクにして酸化シリコン層を選択的かつ等方的にエッチングする際において、電子ビーム描画法が第1アパーチャ33と第2アパーチャ34とを用いた可変成形方式であり、第2アパーチャ34には、複数の方形状の開口部が千鳥格子状に配列され、かつ第2アパーチャ34の開口部の開口率が5%以下に設定されていることを特徴とする樹脂製光学部品用の成形型の製造方法を採用する。
(もっと読む)
光沢レベルの調整
溶融材料(1)と接触する金型表面(4)と、金型表面(4)上の少なくとも1層のコーティング(6)と、金型表面(4)のための温度制御手段とを有する金型(3)内で溶融材料、特にプラスチックを射出成形する方法において、金型表面(4)を温度制御手段により冷却しており、それにより溶融材料がコーティングとの界面で凝固し、射出成形品を型から取出すことができる。この過程の間、溶融材料を金型表面(4)上のコーティング(6)と接触させており、射出成形品について指定した60°光沢レベルおよび/または色値Lが得られるようにコーティング材料の熱浸透率と整合させて、前記コーティング(6)の厚さを選択する。 (もっと読む)
21 - 32 / 32
[ Back to top ]