
Fターム[4F202CD00]の内容
プラスチック等の成形用の型 (108,678) | 型の製造 (4,718)
Fターム[4F202CD00]の下位に属するFターム
型の製造の主要手段 (2,034)
型の製造の補助操作 (1,698)
コンピュータを用いるもの (171)
その他の点 (783)
Fターム[4F202CD00]に分類される特許
1 - 20 / 32
円筒状モールド
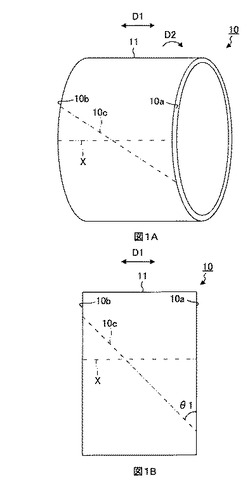
【課題】被転写材の外縁部に生じる不使用領域を削減でき、被転写材の利用効率を向上できる円筒状モールドを提供すること。
【解決手段】本発明の円筒状モールド(10)は、一対角が鈍角であり他対角が鋭角である平行四辺形状の基材(11)の一対の斜辺(11c,11d)を接合して円筒状にしてなる円筒状モールド(10)であって、一対の対辺(11c,11d)が接合された接合辺部(11c)は、基材(11)上において、円筒状モールド(10)の筒軸方向(D1)に対して所定の角度(θ1)を持つことを特徴とする。
(もっと読む)
成形装置

【課題】成形サイクルを短縮しつつも、簡素な構成を用いて優れた外観品質の光学部品を安定して成形できる成形装置を提供する。
【解決手段】断熱層52c、42cにより、型空間CVからコア型52,42への熱伝導が抑制されるので、溶融樹脂の温度が保たれ、コア型52,42の転写面形状を精度良く転写できる。又、高熱伝導母材52d、42dにより速やかに熱を分散させることで、溶融樹脂の熱がこもって局所的な偏りが生じることが抑制され、温度の不均一性を解消できる。
(もっと読む)
ローラーモールド、ローラーモールド用基材及びパターン転写方法
【課題】被転写体の透光性や被転写体の形状を問わず、光を用いたインプリントを行う際、所定のパターンを被転写体に忠実且つ容易に転写するローラーモールド、ローラーモールド用基材及びパターン転写方法を提供する。
【解決手段】回転軸方向に沿う外周部の主表面に所定のパターンが形成されているインプリント用のローラーモールドであって、前記ローラーモールドの内部又は外部から照射される光を前記外周部に対して透過させることにより、前記ローラーモールドの内部から前記所定のパターンの主表面へと前記光を照射自在とする。
(もっと読む)
成形体の製造方法
【課題】 強化繊維と熱可塑性樹脂を用いて、軽量性と高い剛性を有した成形体の製造方法を提供することを目的とする。
【解決手段】 熱可塑性樹脂と平均繊維長5mm超100mm以下の強化繊維とを含む成形用前駆体材料を、線膨張率が異なる中子と母型からなる金型を用いて、当該材料を中子に配するようにしてプレスし加熱した後、母型を冷却する。
(もっと読む)
剛性中子、及びそれを用いたタイヤの製造方法
【課題】加硫時の熱膨張による中子本体の変形を抑えてタイヤのユニフォミティーを向上させる。
【解決手段】中子本体をなす複数の中子セグメントは、アルミニウム又はアルミニウム合金からなる熱膨張が大きい半径方向外側の外セグメント部と、ステンレス合金からなりかつ前記外セグメント部に取り付く熱膨張が小さい半径方向内側の内セグメント部とから形成される。加熱前の常温状態の中子本体において、周方向で隣り合う中子セグメント同士は、内セグメント部の周方向端面間では隙間がなく、かつ外セグメント部の周方向端面間では、熱膨張用の隙間Gを有する。
(もっと読む)
光学部品成型用紫外線硬化性樹脂組成物
【課題】 得られる硬化物が金型との離型性、プラスチック基材との密着性および透明性に優れる光学部品成型用紫外線硬化性樹脂組成物を提供することを目的とする。
【解決手段】数平均分子量1,000〜50,000の紫外線硬化性樹脂(A)、数平均分子量86〜800の(メタ)アクリレート(B)、並びにリン酸エステル(a)と3級アミン(b)から構成される塩(C)を必須成分とし、該リン酸エステル(a)の溶解度パラメーターSPaが8.5〜10.0、該3級アミン(b)の溶解度パラメーターSPbが7.8〜9.5であり、かつ該塩(C)の含有量が(A)と(B)の合計に基づいて0.005〜5重量%であることを特徴とする光学部品成型用紫外線硬化性樹脂組成物(E)を使用する。
(もっと読む)
複合材成形治具
【課題】炭素発泡体をコア材とした場合であっても、より均等に成形品を加熱できる成形治具を提供することを目的とする。
【解決手段】複合材成形治具は、成形品側に配置される炭素発泡体5、及び、炭素発泡体5の背面に接着配置された別の炭素発泡体6で構成されたコア材2と、コア材2中に埋設されたコア材2に伝熱可能な熱源3と、繊維強化複合材料でコア材2の表面を被覆して形成した複合材層4と、を備え、炭素発泡体5の熱伝導率が、別の炭素発泡体6の熱伝導率よりも高いことを特徴とする。
(もっと読む)
インプリント用モールドおよびその製造方法、並びに微細構造の製造方法
【課題】高い離型性を有し、かつ簡単に再現可能であるとともに、微細パターンの形状保持性に優れたインプリント用モールドおよびその製造方法、並びに微細構造の製造方法を提供することである。
【解決手段】微細パターン2を表面1aに有する表面層1と、この表面層1の裏面1bを支持する支持層5とを備え、表面層1が紫外線硬化性官能基を有する紫外線硬化型側鎖結晶性ポリマーからなるインプリント用モールド10およびその製造方法である。モールド10を用いて微細構造を製造する方法である。
(もっと読む)
プラスチックレンズの製造方法
【課題】注型重合によりプラスチックレンズを製造する際に重合収縮に伴う各種不良の発生を抑制し得るプラスチックレンズの製造方法を提供すること。
【解決手段】成形型内部のキャビティにプラスチックレンズ原料液を注入し、該キャビティ内で前記プラスチック原料液の重合反応を行うことによりレンズ形状の成形体を得ることを含むプラスチックレンズの製造方法。前記成形型は、2つのモールド、ただし少なくとも一方は弾性樹脂製である、が対向配置され、かつ該2つのモールドの周囲に弾性樹脂製のガスケットが配置されることにより前記キャビティが形成されてなり、前記成形体は、一方の面が凸面であり、他方の面が凹面であり、前記凹面を弾性樹脂製モールドの成形面を転写することにより形成する。
(もっと読む)
プラスチック成形金型用鋼の製造方法
【課題】熱処理後の金型の寸法精度を保ちつつ金型の鏡面性を向上させること。
【解決手段】プラスチック成形金型用プリハードン鋼の製造方法において、所定の合金成分を含有し、残部がFeおよび不可避的不純物よりなる鋼材をオーステナイト変態点以上の焼入れ温度で保持し、焼入れ温度から500℃までを冷却速度1〜5℃/minで冷却する第1焼入れ工程と、500℃から200℃までを冷却速度2.5〜10℃/minで冷却する第2焼入れ工程と、この鋼材を500〜600℃で焼戻す焼戻し工程を備え、この第2焼入れ工程の冷却速度は、第1焼入れ工程の冷却速度よりも大きいこととした。
(もっと読む)
ウェハレンズアレイ及びその製造方法
【課題】硬化した樹脂成形体(ウェハレンズアレイ)自体が型にひっかからず、型から容易に抜くことができるウェハレンズアレイを提供する。
【解決手段】一次元または二次元に配列される複数のレンズ部7と、該レンズ部7を相互に連結する基板部8と、レンズ部7の内縁を含む面よりも外側から突出しているギャップ部9とを有し、レンズ部7のレンズ面7’は、それぞれ、1つまたは2つ以上の曲面を有し、ギャップ部9の内側面は、レンズ部に近い側から遠い側に向かって拡がっている、ウェハレンズアレイ。
(もっと読む)
微細パターン転写用スタンパ
【課題】本発明の課題は、本発明の課題は、離型処理が不要で、かつ繰り返し転写におけるパターンの転写精度が劣化しない微細構造体層を有するソフトスタンパである微細パターン転写用スタンパを提供することにある。
【解決手段】本発明は、支持基材1上に微細構造体層2を有する微細パターン転写用スタンパ3において、前記微細構造体層2は、複数の重合性官能基を有するシルセスキオキサン誘導体と、複数の重合性官能基を有する一種又は複数種のモノマ成分と、を主に含む樹脂組成物の重合体であることを特徴とする。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
射出成形機用の金型装置および射出成形機
【課題】原料の漏れを抑制するとともに金成形品の質を向上させる。
【解決手段】射出成形機用の金型装置は、第1の型部(31)と第2の型部(32)と第3の型部(33)と嵌合部材(18)とを有する。第1の型部は、ノズル(4)が挿入されるスプルーブッシュ(6)を有し、スプルーブッシュに挿入されたノズルが第1の型部を貫通するように構成されている。第2の型部は、第1の型部の、ノズル挿入方向(T)の下流側における一面(20a)に接触および離間可能に構成されており、ノズルから射出される原料を導入するための湯口(15a)が設けられている。第3の型部は、第2の型部の、ノズル挿入方向(T)の下流側における一面(20b)に接触および離間可能に構成され、第2の型部と共同して、湯口と連通したキャビティを形成する。嵌合部材は、第1の型部の、ノズル挿入方向(T)の下流側から着脱され、ノズルから射出される原料の漏れを防止する。
(もっと読む)
モールドの製造方法
【課題】離型剤をモールド本体の表面に十分に定着させることができるモールドの製造方法を提供する。
【解決手段】(イ)表面に微細凹凸構造が形成されたモールド本体16を作製する工程と、(ロ)モールド本体16の微細凹凸構造が形成された側の表面に、表面の官能基(A)と反応し得る官能基(B)を有する離型剤で処理する工程と、(ハ)工程(ロ)の後、該モールド本体16を加熱加湿処理する工程とを有するモールドの製造方法。
(もっと読む)
積層造型法により作成された成形型
【課題】優れた離型性と高い機械強度、耐久性、耐摩耗性を同時に実現でき、従来の方法に比べて成形型の作成工程を短縮することができる成形型を提供する。
【解決手段】球状カーボンと樹脂粉末を必須成分とする複合材料粉末を用いて、積層造型法により作成された成形型。特には、前記造型法が粉末焼結法であり、前記球状カーボンが複合材料粉末中に10〜80質量%含有する。また本発明の成形型は射出成形、発泡成形、RIM成形、注型、真空注型、真空成形、RTM成形、粉末成形、ブロー成形、圧縮成形、プレス成形、押出成形、FRP成形に用いる型として好適である。
(もっと読む)
装置の予熱を可能にする誘導加熱を用いて材料を成形する装置
本発明は、材料(40)を成形するための成型装置(1)に関するものであり、成型装置(1)は、
−導電性材料から作られて、成形される材料と接触することを目的とする成型ゾーン(14)を備える下部金型本体(10)またはダイと、
−導電性材料から作られて、成形される材料と接触することを目的とする成型ゾーン(16)を備える上部金型本体(12)またはパンチと、
−導電性材料から作られて、ダイ(10)とパンチ(12)の間に挿入されることを目的とする着脱可能な中間部分(18)またはコアと、
−ダイ(10)、パンチ(12)、および中間部分(18)を囲む磁界を発生できる誘導手段(30)であって、これらの3つの構成要素は対で電気的に絶縁され、そのため一方では中間部分(18)とダイ(10)の対面が、他方では中間部分(18)とパンチ(12)の対面が、ダイ(10)およびパンチ(12)の成型ゾーン(14、16)の表面で電流を誘導する磁界が流入する2つのエアギャップ(20、22)の境界を決め、インダクタの作用を成型ゾーン(14、16)の表面に局部化することを可能にする誘導手段(30)と
を備える。
(もっと読む)
被切削性に優れた金型用鋼
【課題】 優れた被切削性と靭性および硬さを有し、かつ優れた放電加工性、研磨仕上性および耐摩耗性をも兼備した、金型用鋼を提供する。
【解決手段】 質量%で、C:0.1〜0.25%、Si:1.0%以下、Mn:2.00%以下、Ni:0.6〜1.5%、Cr:1.0%を超え2.5%以下、MoとWは単独または複合でMo+1/2W:1.0%以下、V:0.03〜0.15%、Cu:0.5〜2.0%、S:0.03%以下を含有し、Alは0.1%以下、Nは0.06%以下、Oは0.005%以下に規制され、残部はFeおよび不可避的不純物からなる組成の鋼において、
鋼中の組織断面に存在するMnS系介在物は円相当径にて最大50μm以下かつ面積率が0.12〜0.7%であり、さらに好ましくは旧オーステナイト平均結晶粒径が200μm以下であり、そして硬さが34〜45HRCの金型用鋼である。
(もっと読む)
射出成形装置
【課題】高アスペクト比のナノ構造を持つ金型に対して、ナノ構造物の深部まで樹脂の充填を可能にし、さらに、離型剤等を使用しないで、高生産性を維持しアスペクト比1以上の反射防止ナノ構造物の成型品を製造する。
【解決手段】固定側コア4と可動側コア5の表面を、成形されるべき樹脂の軟化温度より高い温度に加熱してから前記固定側コア4と可動側コア5を型締めし、型締め後に、固定側コア4と可動側コア5内に樹脂を充填し、充填後に、固定側コア4と可動側コア5を樹脂の軟化温度より低い温度まで冷却しながら充填された樹脂を保圧し、低い温度で樹脂成型品を冷却保持し、その後、固定側コア4と可動側コア5を型開きして、ナノメータサイズの構造物を表面に有する成型品を射出成形する。
(もっと読む)
レンズユニット、レンズアセンブリ、カメラモジュール、カメラモジュール及びレンズアセンブリの製造方法、光学部材の製造方法及び光学部材の製造装置
レンズユニット、レンズアセンブリ、カメラモジュール、カメラモジュール及びレンズアセンブリの製造方法、光学部材の製造方法及び光学部材の製造装置が開示される。レンズユニットは、曲面を有するレンズ部と、レンズ部から延びる支持部とを含み、支持部には突起または溝が形成される。光学部材の製造方法は、金型の内側に樹脂組成物を注入するステップと、樹脂組成物に圧力を加えるステップと、樹脂組成物に光を照射するステップと、を含む。圧力により光硬化性樹脂組成物の収縮が減少し、突起または溝が形成されるレンズユニットが容易に形成できる。 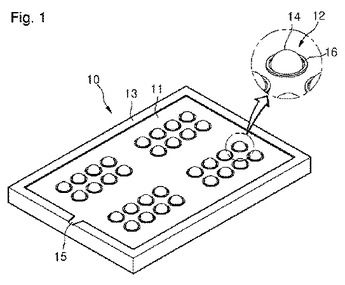 (もっと読む)
(もっと読む)
1 - 20 / 32
[ Back to top ]